一种敷料贴全自动生产线的制作方法
1.本实用新型涉及贴装设备,具体是一种敷料贴全自动生产线。
背景技术:
2.医用敷料贴是医疗机构中不可缺少的医疗用品,主要是用来包扎伤口和在手术过程中清理伤口血污,可直接使用,方便快捷。敷料贴一般有三层,保护层、药膏吸收层以及敷料贴底层,为了方便生产和提高生产效率,我们开发了一款敷料贴的生产线,可实现三层敷料贴的全自动生产,高效并且节省人工。
技术实现要素:
3.本实用新型的目的在于提供一种敷料贴全自动生产线,在提高生产效率的同时也不需要人工的参与。
4.为实现上述目的,本实用新型提供如下技术方案:一种敷料贴全自动生产线,包括依次摆放在不锈钢墙板上的放卷机构,涂膏机,复合辊,修边机构,定长送料机构,裁切机构以及输送台,所述放卷机构包括基材放卷机构和面材放卷机构,基材放卷机构放卷基材后到涂膏机处在基材上涂膏,面材放卷机构放卷面材后与涂膏后的基材,一起通过复合辊,随后经过修边机构,定长送料机构,裁切机构后输送到输送台。
5.作为本实用新型进一步的方案,所述放卷机构包括依次设置的放卷,涨力控制器以及纠偏器,所述涨力控制器以及纠偏器的两侧分别设置有过渡辊。
6.较佳地,所述涨力控制器以及纠偏器与恒张力检测器控制连接。
7.作为本实用新型进一步的方案,所述复合辊为无动力夹辊。
8.作为本实用新型进一步的方案,所述过渡辊为不锈钢过渡辊。
9.与现有技术相比,本实用新型的敷料贴全自动生产线从面材以及基材的收卷,涂膏,复合,修边,裁切到输送的这整个流程全部自动化,生产效率高,整个生产过程只需要最后输送台上完成人工包装,大大节省了人工,涨力控制器以及纠偏器与恒涨力控制器控制连接,当检测到涨力异常或者位置异常时,通过涨力控制器以及纠偏器来调整放卷机构的放卷,控制生产线的材料的涨力恒定,全过程自动化生产,保证了产品质量的稳定性,极大程度低减少人工操作带来的误差。
附图说明
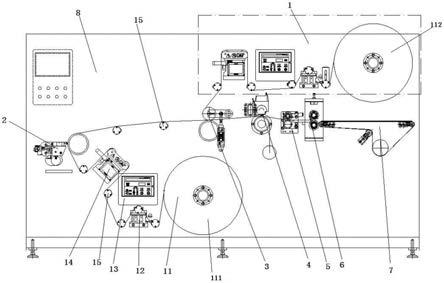
10.图1为敷料贴全自动生产线的结构示意图;
11.图中:1、放卷机构;11、放卷;12、涨力控制器;13、恒张力检测器;14、纠偏器;15、过渡辊;111、基材放卷机构;112、面材放卷机构;2、涂膏机; 3、复合辊;4、修边机构;5、定长送料机构;6、裁切机构;7、输送台,8、不锈钢墙板。
具体实施方式
12.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
13.请参阅图1,本实用新型实施例中,一种敷料贴全自动生产线,包括依次摆放在不锈钢墙板8上的放卷机构1,涂膏机2,复合辊3,修边机构4,定长送料机构5,裁切机构6以及输送台7,放卷机构包括依次设置的放卷11,涨力控制器12,恒张力检测器13以及纠偏器14,涨力控制器12以及纠偏器14的两侧分别设置有过渡辊15,其中,放卷机构包括基材放卷机构111和面材放卷机构112,复合辊为无动力夹辊,过渡辊为不锈钢过渡辊。
14.敷料贴的全自动生产过程如下:
15.基材放卷机构放卷基材后,先后经过不锈钢过渡辊,涨力控制器,不锈钢过渡辊,不锈钢过渡辊,纠偏器,不锈钢过渡辊后到达涂膏机处在基材上涂膏,随后经过两根不锈钢过渡辊后达到无动力夹辊,面材放卷机构放卷面材后,先后经过不锈钢过渡辊,涨力控制器,不锈钢过渡辊,不锈钢过渡辊,纠偏器,不锈钢过渡辊后,与涂药后的基材一起通过无动力夹辊复合起来,随后经过修边机构修边剪掉边角料,经过定长送料机构后经裁切机构裁剪成片状,随后输送到输送台进行人工包装,整个生产过程完成。
16.生产过程中,涨力控制器以及纠偏器与恒涨力控制器控制连接,当检测到涨力异常或者位置异常时,通过涨力控制器以及纠偏器来调整放卷机构的放卷,控制生产线的材料的涨力恒定,保证了产品质量的稳定性,极大程度低减少人工操作带来的误差。
17.为了让该产品的生产需要符合gmp认证,生产材料不能与普通的金属材料接触,因此我们整个生产线,包括不锈钢墙板,生产设备都是采用不锈钢螺丝安装。
18.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种敷料贴全自动生产线,其特征在于:所述敷料贴全自动生产线包括依次摆放在不锈钢墙板上的放卷机构,涂膏机,复合辊,修边机构,定长送料机构,裁切机构以及输送台,所述放卷机构包括基材放卷机构和面材放卷机构,基材放卷机构放卷基材后到涂膏机处在基材上涂膏,面材放卷机构放卷面材后与涂膏后的基材一起通过复合辊,随后依次经过设置在复合辊后面的修边机构,定长送料机构,裁切机构以及输送台。2.根据权利要求1所述的一种敷料贴全自动生产线,其特征在于:所述放卷机构包括依次设置的放卷,涨力控制器以及纠偏器,所述涨力控制器以及纠偏器的两侧分别设置有过渡辊。3.根据权利要求2所述的一种敷料贴全自动生产线,其特征在于:所述涨力控制器以及纠偏器与恒张力检测器控制连接。4.根据权利要求2所述的一种敷料贴全自动生产线,其特征在于:所述复合辊为无动力夹辊。5.根据权利要求2所述的一种敷料贴全自动生产线,其特征在于:所述过渡辊为不锈钢过渡辊。
技术总结
本实用新型公开了一种敷料贴全自动生产线,包括依次摆放在不锈钢墙板上的放卷机构,涂膏机,复合辊,修边机构,定长送料机构,裁切机构以及输送台,放卷机构包括基材放卷机构和面材放卷机构,基材放卷机构放卷基材后到涂膏机处在基材上涂膏,面材放卷机构放卷面材后与涂膏后的基材,一起通过复合辊,随后经过修边机构,定长送料机构,裁切机构后输送到输送台。该敷料贴全自动生产线从面材以及基材的收卷,涂膏,复合,修边,裁切到输送的这整个流程全部自动化,生产效率高,整个生产过程只需要最后输送台上完成人工包装,大大节省了人工,全过程自动化生产,保证了产品质量的稳定性。保证了产品质量的稳定性。保证了产品质量的稳定性。
技术研发人员:张崇霖
受保护的技术使用者:杭州朗奇科技有限公司
技术研发日:2021.01.30
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1