与线材消耗设备配套使用的用于一个或多个线材的在线处理的系统和方法与流程
1.本发明涉及线材消耗设备的技术领域。特别地,本发明涉及一种系统,该系统包括与该类线材消耗设备联合使用的处理单元。
背景技术:
2.已经建议为线材消耗设备(例如刺绣机或类似设备)提供在线装置,所述在线装置设计来对线材提供某种处理。这类在线装置例如可以用来对线材着色,从而当使用刺绣机生产多色图案时,多个颜色喷嘴可以取代目前使用的多个预先着色的线材。在采用不同颜色的线材的现有技术系统中,一个具有第一种指定颜色的线材被用于某些针迹(stiches),而另一个具有第二种指定颜色的线材被用于其他针迹。
3.为了消除需要多个不同颜色的线材的明显缺点,本申请人已经提交了多份关于线材的在线着色(in
‑
line colouring)技术的专利申请,如wo2016204687和wo2016204686。所提出的解决方案在颜色质量方面有所改善,同时也降低了线材消耗设备的复杂性。
4.然而,为了进一步提高线材在线着色的质量和效率,如果在线着色装置能够同时处理多个线材,将是有利的。
技术实现要素:
5.因此,本发明的一个目的是提供一种克服现有技术的缺点的解决方案。更具体地,本发明提供一种解决方案,其中用于线材的在线处理的系统被配置成:通过将喷嘴划分为可被单独控制的不同分配区,从而可同时处理一个以上的线材。
6.在第一方面,提供一种与线材消耗设备配套使用的、用于一个或多个线材的在线处理的系统。该系统包括:处理单元,其具有分布在至少第一和第二分配区中的多个喷嘴,这些分配区可以在垂直于所述至少一个线材的纵向的方向上被分开,所述线材在使用中处于运动状态,每个喷嘴被配置成在启用时将一种或多种涂层物质至少分配到所述至少一个线材上;以及控制单元,其被配置成独立地控制喷嘴的每个分配区的启用。
7.一些线材消耗设备需要同时使用多个独立的线材。为每个线材配备单独系统的解决方案是无益的,因为它既昂贵又占用空间。因此,拥有一种能够利用涂层物质同时处理多个线材的单个系统,这有诸多优点。利用本文所描述的系统,能够例如用不同的涂层物质(例如不同颜色)同时涂覆多个线材。
8.所述多个喷嘴可以被设置呈一个或多个喷嘴阵列。在一个实施例中,所述多个喷嘴被设置呈一个喷嘴阵列,并且其中,所述喷嘴阵列是相对于所述至少一个线材的方向成角度地设置。
9.所述多个喷嘴可以被设置呈至少两个喷嘴阵列。所述至少两个喷嘴阵列可以相互平行。
10.所述喷嘴阵列可以是相对于所述至少一个线材的方向成角度地设置。
11.在一个实施例中,所述第一喷嘴阵列的至少一部分喷嘴分布在所述第一分配区中,并且所述第二喷嘴阵列的至少一部分喷嘴分布在所述第二分配区中。
12.在一个实施例中,所述第一喷嘴阵列的所有喷嘴都分布在所述第一分配区中,并且所述第二喷嘴阵列的所有喷嘴都分布在所述第二分配区中。
13.在一个实施例中,所述系统被设置用于至少第一线材和第二线材的在线处理,并且其中,所述控制单元被配置成独立地控制每个分配区的喷嘴的启用,使得所述第一线材可以由所述第一分配区处理,而所述第二线材可以由所述第二分配区同时进行处理。
14.在一个实施例中,所述控制单元被配置成:通过向被设置在特定分配区中的喷嘴发送触发信号,从而控制每个分配区的启用。
15.所述控制单元可以被配置成单独地启用一个分配区的喷嘴。
16.所述控制单元可以被配置成:利用接收所述触发信号的预定偏移量(offset)来单独地启用一个分配区的喷嘴。
17.在一个实施例中,所述第一线材和第二线材彼此不同。
18.在一个实施例中,所述喷嘴是喷墨喷嘴。
19.在一个实施例中,所述系统进一步包括线材消耗设备。所述线材消耗设备可以是刺绣机、缝纫机、针织机、织布机、簇绒机、绕线机和或其任意组合。
20.在第二方面,提供一种用于至少一个线材的在线处理的方法。该方法包括:提供处理单元,所述处理单元具有分布在至少第一和第二分配区中的多个喷嘴,所述分配区在基本上垂直于所述至少一个线材的纵向的方向上被分开,所述线材在使用中处于运动状态,每个喷嘴被配置成在启用时将一种或多种涂层物质至少分配到所述至少一个线材上;以及提供控制单元,所述控制单元被配置成独立地控制喷嘴的每个分配区的启用。
21.定义
22.线材消耗设备在此上下文中是指使用时消耗线材的任何设备。它可以是例如刺绣机(embroidery machine)、织布机(weaving machine)、缝初机(sewing machine)、针织机(knitting machine)、织布机(weaving machine)、簇绒机(tufting machine)、绕线机(thread winding machine)、或可以从表面处理或涂层或任何其他涉及使线材经受某种物质影响的工艺(如染色)而受益的任何其他线材消耗设备。
23.处理在此上下文中是指任何设计为引起线材的属性发生变化的工艺。这类工艺包括但不限于着色、润湿、润滑、清洗、固定、加热、固化、染色等。
24.线材在此上下文中一种柔性的细长构件或基材,其在宽度和高度方向较细,并且纵向延伸显著大于本文所述系统的任何部件的纵向延伸以及其自身宽度和高度尺寸。通常,线材可以由捆绑或加捻(twisted)在一起的多个股(plies)组成。因此,术语线材包括由各种材料制成的纱(yarn)、线(wire)、缕(strand)、长丝(filament)等,所述各种材料例如玻璃纤维、羊毛、棉、合成材料如聚合物、金属、聚酯、粘胶,或例如羊毛、棉、聚合物或金属的混合物或其任何组合。
25.在本说明书中,所有对上游和/或下游的引用都应解释为在线材消耗设备的正常运行期间(即当该设备正在运行以处理沿正常运行方向连续移动通过该设备的诸如线材之类的细长基材时)的相对位置。因此,上游部件被设置成使得线材的特定部分在其经过下游部件之前经过该上游部件。
附图说明
26.本发明的实施例将在以下对本发明的说明中描述;请参考附图,附图说明了如何能将发明性概念简化为实践的非限制性示例。
27.图1a是根据一个实施例的一种用于线材的在线处理的系统的示意图;
28.图1b是根据一个实施例的一种具有线材消耗设备和处理单元的系统的透视图;
29.图2是根据一个实施例的一种与系统配套使用的处理单元的示意图;
30.图3是构成处理单元一部分的一种释放装置的示意图;
31.图4a是根据一个实施例的一种释放装置的一部分的示意俯视图;
32.图4b是根据一个实施例的一种释放装置的一部分的示意俯视图;
33.图5a是根据一个实施例的一种处理单元的一部分的示意图;
34.图5b是根据一个实施例的一种处理单元的一部分的示意图;
35.图5c是根据一个实施例的一种处理单元的一部分的示意图;
36.图5d是根据一个实施例的一种处理单元的一部分的示意图;
37.图5e是根据一个实施例的一种处理单元的一部分的示意图;
38.图5f是根据一个实施例的一种处理单元的一部分的示意图;
39.图6a是根据一个实施例的一种系统的示意图,以及
40.图6b是根据一个实施例的一种系统的示意图。
具体实施方式
41.本发明的构思是提供一种与线材消耗设备配套使用的、用于以受控方式将涂层物质分布到线材上的系统和方法。从图1a开始,示出了一种用于线材的在线处理(in
‑
line treatment)的系统10的示意图。该系统10包括:处理单元100,其用于将一种或多种涂层物质分配到至少一个线材上。该系统10进一步包括:至少一个线材消耗设备15,其可以是呈例如一个或多个刺绣机、织布机、缝纫机、针织机、簇绒机、绕线机等形式。该系统由此构成一线材消耗单元——其包括该至少一个线材消耗设备15和该处理单元100。应当注意的是,在该线材消耗设备中可以使用一个以上的线材。
42.应当注意的是,在本说明书中描述了系统的诸方面,并且该诸方面不需要包括线材消耗设备15。从下文将进一步理解,对于所有实施例,所述用于线材的在线处理的系统需要一处理单元100,以与线材消耗设备15配套使用。
43.现在参考图1b,线材消耗设备15以刺绣机为例,这里图示为单头刺绣机,其配备有处理单元100。刺绣机15包括一个可移动的载物台2b,该载物台承载着待被刺绣的织物。在操作过程中,该可移动的载物台2b被控制在x和y方向(即在本例中是水平面,但也可以是在垂直面)上迅速改变其位置。
44.处理单元100使得刺绣机15能够运行,而不像传统刺绣机那样需要独特的预先着色的线材的供给。取而代之的是,处理单元100提供按照预定着色图案对线材20的在线着色,从而能够生产出彩色的刺绣。因此,该处理单元取代了现有技术系统中存在的各个线卷(thread reel)。
45.如图1b所示,处理单元100与刺绣机15之间的唯一连接是线材20以及电气连接(未示出)。因此,处理单元100是被提供作为一个独立的单元,而与可移动的载物台2b没有机械
连接。在一个可选的实施例中,独立的处理单元100经由一悬挂装置而安装到线材消耗设备15上,以减少传递到处理单元100的振动。
46.本文所描述的系统10能够使用仅一个处理单元100来以涂层物质处理一个或多个线材20a
‑
c。如果多个线材用于系统10中,则可以同时将不同的涂层物质分配到不同的线材20a
‑
c上。此外或可替代地,可以将所述涂层物质按不同的图案分配用于不同的线材20a
‑
c。
47.图2中示出一种配置成处理一个或多个线材的处理单元100的各个部件。在下文中,对该系统将针对两个线材的使用实例进行描述,然而应该理解的是,该系统可以适用于单个线材或两个以上的线材。
48.所述系统10的大部分或全部部件可以设置在壳体内部。
49.每个线材20a
‑
b被设置成经过各自的线卷120a
‑
b。紧接在线卷120a
‑
b的下游,设置了送线器130a
‑
b——从而为每个线材20a
‑
b设置一个送线器130a
‑
b。送线器130可以被配置成将线材向前牵拉穿过处理单元100。对于送线器130,在此不做进一步描述,但为了更一般地理解,每个送线器130接收并向前推进其各自的线材20a
‑
b。为此,送线器130可由下文进一步描述的控制单元190控制。在线材10a
‑
b已通过其各自的送线器130之后,每个线材20a
‑
b与各自的线材导向装置140a
‑
b接合。每个线材导向装置140a
‑
b例如可以是呈一个或多个导向辊的形式或呈其它合适装置的形式,它确保其线材20a
‑
b与一个或多个处理喷嘴对准,所述一个或多个处理喷嘴构成至少一个释放装置150的一部分。然后,两个线材20a
‑
b经过该共用的释放装置150。
50.释放装置150被配置成:在线材20经过释放装置150时,释放装置150将处理物质(例如着色物质)释放到线材20上。为此,喷嘴优选沿线材20的纵向设置,这将结合图3至图5做进一步解释。
51.释放装置150、或释放装置150的部件比如打印头151a
‑
d(如图3所示)可以借由驱动单元(未示出)而可移动。具备驱动单元,这使得可能:将释放装置150或释放装置150的部件设置处于不同的操作状态,以便执行不同的任务,比如第一状态(将涂层物质分配到线材)和第二状态(执行清洁环节或其他维护或闲置(idling))。
52.在释放装置150的下游,线材20a
‑
b被分开到各自的线材导向装置160a
‑
b上。第二线材导向装置160a
‑
b与各自的第一线材导向装置140a
‑
b协作,使得各自的线材20a
‑
b在其沿释放装置150行进过程中的位置是正确的。该第二线材导向装置160可以例如是呈一个或多个导向辊的形式,尽管它也可以被设计成引导线材20沿其纵向轴线旋转。
53.系统10可以进一步包括一个共用的、或两个单独的、或任何数量的线材速度传感器(未示出),该线材速度传感器被配置成测量线材20a
‑
b经过系统10的速度。
54.此外,一个共用的、或两个单独的光检测系统(未示出)可以沿着线材20a
‑
b的行进方向设置在释放装置150的下游。该光检测系统被设置成照亮线材20a
‑
b,以便接收当线材20a
‑
b被照亮时从线材20a
‑
b反射的光。从光检测信号收集的信息例如可用于确定线材相对于喷嘴152a
‑
f的位置、每个线材的宽度和/或每个线材的属性。该信息转而例如可用于检测需要维护的喷嘴、需要改变位置的喷嘴和/或检测涂层物质的变化。此外或替代地,该光检测系统可用于确定已涂覆有一种或几种涂层物质的线材的不同属性。
55.线材20a
‑
b然后被向前推进,以通过一个或多个固定单元170,该一个或多个固定单元是为了将处理物质固定到线材20a
‑
b上而设置的。该固定单元可以是两个线材共用的,
或是设置作为两个单独的单元——从而为每个线材20a
‑
b设置一个固定单元。固定单元170优选包括加热装置,例如热空气供应或加热元件、或紫外光源,以便将所述处理物质(例如着色物质)固化或固定到线材20上。如图2所示,固定单元170可以水平地、垂直地或介于水平和垂直之间呈角度地设置。
56.线材20a
‑
b在离开壳体之前,可以经过清洁单元180(例如超声波浴)——在该处将不需要的颗粒从线材20a
‑
b上去除。该清洁单元可以是两个线材共用的,或是设置作为两个单独的单元——从而为每个线材20a
‑
b设置一个清洁单元。由于处理物质被固定在线材20a
‑
b上,清洁单元180将使处理物质不受影响。
57.处理单元100可以进一步包括润滑单元(未示出)。该润滑单元可以是两个线材共用的,或是设置作为两个单独的单元——从而为每个线材20a
‑
b设置一个润滑单元。附加的线材缓存器(buffer)和进给器(未示出)也可以包括在处理单元100中,设置在线材路径的不同位置。
58.线材20a
‑
b优选经由一个孔或类似物而离开处理单元100,由此线材20a
‑
b被推进到相关联的线材消耗设备(例如图1a至图1b所示的刺绣机15)。
59.还设置了一个带有相关电子器件(如电力电子器件、通信模块、存储器等)的控制单元190。该控制单元190连接到送线器130a
‑
b、释放装置150和固定单元170,以允许控制这些部件的操作。此外,控制单元190被配置成控制整个处理单元100(包括清洁单元180、润滑单元)的操作、线材20a
‑
b的中断、线材沿处理单元100在各个位置处的速度、线材缓存器等。控制单元190还可以被配置成接收来自处理单元100的一个或多个部件的控制信号,例如用于触发特定控制的控制信号,或与例如刺绣机15的线材消耗有关的其他信息。
60.控制单元190可以由任何市售的cpu(“中央处理器”)、dsp(“数字信号处理器”)或任何其他电子可编程逻辑器件、或这些处理器或其他电子可编程逻辑器件的组合来实现。控制单元190可以使用能够实现硬件功能的指令来实现,例如,通过在通用的或特殊用途的处理器中使用可执行的计算机程序指令来实现,该指令可以存储在计算机可读存储介质(磁盘、存储器等)上,以便由这类处理器执行。存储介质优选与控制单元190处于操作式通信(operative communication)。
61.在一个实施例中,还提供了一个用户界面,该用户界面优选经由设置在壳体的前端处的显示器而提供。该显示器允许用户与控制单元190进行交互并因此与之连接,从而可以根据工艺规范设置送线器130、释放装置150、固定单元170等的控制参数。该显示器还可优选用于提醒用户注意紧要情况,由此,该显示器可用于控制单元190以发出警报或其类似提醒。
62.应当注意的是,上述部件可以不必包括在独立的处理单元100中,而是可以将处理单元100的部件分成若干个单元。优选地,该独立单元至少包括所述至少一个释放装置150。在一个实施例中,这些部件不是作为独立的单元设置的,而是与线材消耗设备15集成在一起。
63.图3中示出一个释放装置150,其构成上述处理单元100的一部分。图3中的实心箭头表示使用中的线材20a
‑
b的运动方向。如将更详细地描述的,该释放装置150包括多个喷嘴152a
‑
f,该多个喷嘴152a
‑
f沿着在使用过程中经过处理单元100的线材20而设置在不同的纵向位置处(例如按距离d1隔开)。
64.每个喷嘴152a
‑
f被设置成:当该喷嘴被启用时,将涂层物质(例如墨水)分配到线材20上。涂层物质被线材20吸收,例如,当线材20围绕其纵向轴线扭转时,涂层物质在线材20的不同周向位置处被吸收。两个相邻分配的涂层物质液滴的相对位置可被选择成使得该两个液滴将重叠。
65.处理单元100包括一个或多个释放装置150。每个释放装置150优选形成为一系列喷墨打印头151a
‑
d,每个打印头151a
‑
d具有一个或多个喷嘴阵列。每个喷嘴阵列通常包括数百或数千个喷嘴。出于说明的目的,对于一个打印头151a
‑
d仅示出了六个喷嘴152a
‑
f;然而应该意识到,每个喷嘴阵列可以各自设置有数百或数千个喷嘴152。作为示例,每个打印头151a
‑
d可以与单一颜色相关联;在所示的示例中,释放装置150具有四个打印头151a
‑
d,每个打印头151a
‑
d根据cmyk标准而与一特定颜色相关联。然而,也可以使用其它的着色模型。
66.处理单元100的具体配置可以变化。例如,处理单元100设置有一个具有多个打印头151a
‑
d的单个释放装置150。每个打印头151a
‑
d转而设置有多个喷嘴152a
‑
f。
67.在另一个实施例中,处理单元100设置有多个释放装置150,该多个释放装置可以串联或并联设置。然后,每个释放装置150都设置有多个打印头151a
‑
d。如果是串联设置,则上游释放装置150可以具有与一特定颜色标准的一种或多种颜色相关联的打印头151a
‑
d,而下游释放装置150具有与相同颜色标准的其他颜色相关联的打印头151a
‑
d。如果是并联设置,则每个释放装置150可以具有与一特定颜色标准的所有颜色相关联但与不同线材20相关联的打印头151a
‑
d。对于这类实施例,可以同时并联处理两个单独的线材20。当然,并联/串联配置的组合也是可能的。
68.在另外一个实施例中,释放装置150仅具有单个打印头151a
‑
d;于是,线材20的动态着色将需要处理单元100的多个释放装置150。
69.每个喷嘴152a
‑
f可以分配具有根据cmyk颜色模型的颜色的涂层物质,其中原色(primary colours)是青色(cyan)、洋红色(magenta)、黄色(yellow)和黑色(black)。因此,可以通过启用喷嘴152a
‑
f来将多种颜色分配到线材上,使得线材20的一特定长度的总着色物质将是由喷嘴152a
‑
f所分配的着色物质的混合物。如前面所解释的,这优选通过拥有多个串联设置的打印头151a
‑
d来实现,从而特定打印头151a
‑
d的喷嘴152a
‑
f专门用于单个颜色。
70.在另一个实施例中,每个喷嘴152a
‑
f分配具有由cmyk颜色模型的两种或多种原色混合组成的颜色的涂层物质。
71.控制单元190被配置成控制喷嘴152a
‑
f的启用,使得:当线材20经过处理单元100时,特别是经过释放装置150时,涂层物质被发射到线材20上。通过这样的配置可以对线材20进行非常精确的着色,例如以便借由处理单元100所提供的着色来提供在视觉上极其复杂的高级刺绣图案。
72.对于着色操作,控制单元190接收一个或多个指定所需颜色和/或着色效果的输入信号。颜色输入优选包括关于下述内容的信息:确切颜色、以及针对该特定颜色的线材20的纵向开始和停止位置。如果确定了线材速度,则所述纵向开始和停止位置可以用特定的时间值来表示。
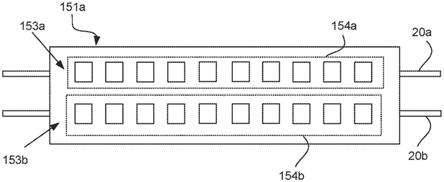
73.图4a至图4b示出了打印头151a的各自的俯视图。打印头151a具有平面型表面,喷
嘴152设置在该平面型表面上。如前所述,单个打印头的喷嘴152的总数可以达到数千个,被设置在打印头151a上呈几厘米的尺寸。在所示的示例中,示出的喷嘴152的数量要少得多。喷嘴152可被分布于一个或多个喷嘴阵列153a
‑
b中。在图4a中,喷嘴152被分布于两个平行阵列153a
‑
b中。阵列153a
‑
b彼此对齐,使得一个阵列153a
‑
b的喷嘴152与另一个阵列153a
‑
b的喷嘴152相邻设置。
74.图4b示出一个类似示例,然而在两个阵列153a
‑
b之间有一个纵向偏移。
75.本文所描述的系统10能够使用仅一个处理单元100来以涂层物质处理一个或多个线材20a
‑
c。如果多个线材用于系统10中,则可以同时将不同的涂层物质分配到不同的线材20a
‑
c上。此外或可替代地,可以将所述涂层物质按不同的图案分配用于不同的线材20a
‑
c。
76.所述将涂层物质分配到多个线材上,优选是通过将释放装置150的喷嘴设置成几个可被独立控制的分配区154a
‑
c来实现。现在将参照图5a至图5f描述一些示例实施例。在图5a至图5f中,打印头151a被设置成将涂层物质分配到至少两个线材20a
‑
b上,并且,在图5d中,示出了具有三个线材20a
‑
c的情况。
77.应当注意的是,以下内容也适用于较多数量的线材,如四个、五个等。在一个优选实施例中,线材20a
‑
c是相互平行的。此外,系统中使用的所有线材20a
‑
c可以是相同厚度的,或不同厚度的。此外,系统中使用的所有线材20a
‑
c可以是相同类型的,或是具备不同属性的不同类型的。
78.图5a示出一种具有两个喷嘴阵列153a
‑
b的打印头151a。在该实施例中,喷嘴阵列153a
‑
b彼此平行设置。喷嘴阵列153a
‑
b的喷嘴152a
‑
f设置在两个分配区154a
‑
b中。分配区154a
‑
b在垂直于线材20a
‑
b的纵向的方向上分开。在本实施例中,第一喷嘴阵列153a的喷嘴分布在第一分配区154a中,第二喷嘴阵列153b的喷嘴分布在第二分配区154b中。在该图示的示例中,每个喷嘴阵列的所有喷嘴152a
‑
f都是同一分配区153a
‑
b的一部分。然而,如图5b至图5c所示,并非同一阵列153a
‑
b的所有喷嘴152a
‑
f都必须属于同一分配区154a
‑
b。在本示例中,第一分配区154a被配置成将涂层物质分配到第一线材20a上,而第二分配区154b被配置成将涂层物质分配到第二线材20b上。
79.在图5a中,打印头151a沿线材20a
‑
b的长度方向设置。喷嘴阵列153a
‑
b与线材20a
‑
b的长度方向对齐。
80.应当注意的是,图5a中所示的打印头151a也可以被定义为具有十个喷嘴阵列,其每个喷嘴阵列包括两个喷嘴。在这种定义下,喷嘴阵列垂直于线材20a,b的长度。这种情况在图5f中示出。
81.图5b示出一种具有一个单喷嘴阵列153a的打印头151a。喷嘴阵列153a
‑
b的喷嘴152a
‑
f设置在三个分配区154a
‑
c中。在本实施例中,覆盖(即能够将涂层分配到)第一线材20a的喷嘴分布在第一分配区154a中,而覆盖第二线材20b的喷嘴分布在第二分配区154b中。这里,中间分配区154c被设置用于那些未覆盖任一线材20a
‑
b的喷嘴。
82.在图5b中,打印头151a以及其喷嘴阵列153a被设置成:其与线材20a
‑
b的长度相比是倾斜的。因此,喷嘴阵列153a相对于平行线材20a
‑
b的长度成角度地设置。该角度大于或小于0度。该喷嘴阵列相对于线材的方向是倾斜的,以便能够使用单个喷嘴阵列同时处理一个以上的线材。该喷嘴阵列与线材之间的角度越大,用一个喷嘴阵列可能进行着色的线材就越多。与较大角度之间进行权衡的是:能利用每个喷嘴阵列的更少喷嘴来为每个线材
20a
‑
b着色。
83.喷嘴阵列的长度可优选至少与线材20绕自身旋转一圈180
°
所占的距离一样长,更优选至少与线材20绕自身旋转360
°
所占的距离一样长。为此,可以提供一些机构以在线材在经过处理单元时引起线的旋转。
84.图5c示出一种类似于图5a那种的打印头151a,不同的是:打印头151a以及其平行的喷嘴阵列153a
‑
b是相比于平行的线材20a
‑
b成角度地设置,并且,同一阵列153a
‑
b的所有喷嘴152a
‑
f并非都是同一分配区154a
‑
b的一部分。使两个喷嘴阵列都相对于线材的方向倾斜,这使得两个喷嘴阵列的喷嘴可以将涂层分配到两个线材20a
‑
b上。喷嘴阵列与线材之间的角度越大,就能用每个喷嘴阵列对越多的线材进行着色。与较大角度之间进行权衡的是:能利用每个喷嘴阵列的更少喷嘴来为每个线材20a
‑
b着色。
85.图5d示出一种类似于图5a那种的打印头151a,不同的是:该打印头包括三个平行的喷嘴阵列153a
‑
c和三个分配区154a
‑
c。此外,在图5d中,打印头151a被设置成将涂层物质分配到至少三个平行的线材20a
‑
c上。
86.图5e示出一种类似于图5a那种的打印头151a,不同的是:喷嘴分布在六个不同的分配区154a
‑
f中。每个喷嘴阵列153a、153b包括含不同涂层物质(比如不同颜色)的不同分段的喷嘴,如图5e中图样化填充的喷嘴所示。具有不同涂层物质的每一分段喷嘴被视为一个分配区154a
‑
f。因此,每个喷嘴阵列153a、153b可包含不同的颜色,每个分配区154a
‑
f有不同的颜色。虽然图5e示出一种包括两个相同喷嘴阵列的打印头151,但应该注意的是,喷嘴阵列不需要彼此相同。
87.图5f示出一种类似于图5a那种的打印头151a,其具有两个分配区154a
‑
b,每个分配区覆盖一个线材20a
‑
b。这里,线材20a
‑
b被示出为具有不同的厚度。依据线材20a
‑
b的厚度或宽度,不同数量的喷嘴将覆盖线材20a
‑
b。应当注意的是,仅出于说明的目的,图3至图5的喷嘴的尺寸是相对于线材20a、20b的厚度和/或宽度而放大绘制的。
88.除了参照图2所描述的部件外,系统10还可以包括一个或多个编码器(未示出)。在一个实施例中,系统10中的线材20a
‑
b的数量和编码器的数量是相同的,由此为每个线材20a
‑
b提供一个编码器。各个编码器被设置成触发分配信号到分配区的各个喷嘴。在又一个实施例中,为所有线材20a
‑
b提供一个单个编码器。因此,该一个编码器被配置成触发分配信号到分配区的各个(individual)喷嘴和/或触发到所有分配区。
89.该编码器可以包括轮子,或与轮子(比如滑轮或导向辊)进行通信。例如,该编码器可以是旋转编码器或轴编码器。
90.控制单元190被配置成独立地控制喷嘴152a
‑
f的每个分配区154a
‑
c的启用和停用。为此,控制单元190可以被配置成:向被设置在特定分配区154a
‑
c中的喷嘴152a
‑
f发送触发信号。此外或替代地,如果设置在一个喷嘴阵列153a
‑
c中的喷嘴分布到一个单个分配区154a
‑
c中,则控制单元190可以被配置成向各个喷嘴阵列153a
‑
c发送触发信号,以便启用或停用该阵列以及该分配区的喷嘴。
91.控制单元190可以进一步被配置成:通过向被设置在特定分配区154a
‑
c中的喷嘴152a
‑
f发送触发信号,从而单独地控制每个分配区154a
‑
b中的喷嘴152a
‑
f的启用和停用。
92.控制单元190可以进一步被配置成:使用从接收所述触发信号起的预定偏移量来单独地启用一个分配区154a
‑
c的喷嘴。该偏移量可以例如是特定的时间、长度和或两者的
组合。
93.在一个实施例中,第一线材20a
‑
b设置有用于启用分布在第一分配区154a中的喷嘴152a
‑
f的触发器,而第二线材20b设置有用于启用分布在第二分配区154b中的喷嘴152a
‑
f的触发器。
94.每个线材20a
‑
b可以有自己的触发器,用于启用其分配区的喷嘴——即设置在覆盖线材20a
‑
b的分配区中的喷嘴。在一个实施例中,所有分配区都设置有一个共用的触发器。
95.控制单元190可以进一步被配置成改变分配区154a
‑
c的大小。此外,控制单元190可以被配置成改变要分布在分配区154a
‑
c中的哪些喷嘴。这些改变可以基于例如线材的厚度、线材的密度、要处理的线材的数量、涂层物质的属性、校准结果和/或基于启用的喷嘴的数量。
96.控制单元190可以进一步被配置成:改变打印头151a或其喷嘴阵列153a
‑
c相对于待处理线材20a
‑
c的角度。控制单元190可以被配置成:基于线材的厚度、线材的密度、要处理的线材的数量、涂层物质的属性和/或基于启用的喷嘴的数量,来改变所述角度。
97.在上文中,提及一个或多个线材20a
‑
c。在一个实施例中,设置成经过系统10的所有线材都需要在线处理。在又一个实施例中,当使用多个线材时,如果其中一个线材需要在线处理(比如未预着色的线材)就足够了。因此,系统10被配置成同时应付已独特预处理过的线材和需要在线处理的线材。例如,刺绣机可以将在线处理的线材与预处理过的线材结合起来,以在基材上创建特定的图案。这类预处理过的线材可以例如是金属的、粗的、细的、霓虹色的线材。
98.因此,控制单元190可以被配置成:确定当线材经过释放装置150时该线材是否应进行处理。然而,应当注意的是,并非所有的线材都需要经过处理单元100。例如,当线材不需要用涂层物质处理时,就是这种情况。
99.虽然对本发明已主要参照一种包括一个处理单元100和一个线材消耗设备15的系统而进行了描述,但本领域技术人员应理解,本发明的特征也可以应用于其它系统。图6a至图6b示出这类替代系统的两个示例。
100.在图6a中,系统10包括第一和第二处理单元100a、100b以及第一和第二线材消耗设备15a
‑
b。每个处理单元100a、100b都在控制和执行每个线材消耗设备15a
‑
b的操作。应当注意的是,第一和第二处理单元100a虽然被分开,但可以共用一个或多个部件。在一个实施例中,控制单元190被设置成与第一和第二处理单元100a、100b分离的单元,并且因此,一个控制单元190被配置成控制两个处理单元100a、100b的操作以及对应地控制两个线材消耗设备15a
‑
b的操作。
101.在图6b中,系统10包括一个处理单元100a以及第一和第二线材消耗设备15a
‑
b。在此实施例中,一个处理单元100a被配置成控制和执行两个线材消耗设备15a
‑
b的操作。
102.应当注意的是,虽然图6a中示出仅两个处理单元和两个线材消耗设备,以及图6b中示出仅一个处理单元和两个线材消耗设备,但应当理解的是,系统10中可以存在任何合理数量的处理单元和/或线材消耗设备。
103.虽然以上参照具体实施例描述了本发明,但是其并非意在将本发明限制于本文所述的具体形式。相反,本发明仅由所附权利要求界定。
104.在权利要求中,术语“包括/组成”并不排除其他元件或步骤的存在。此外,虽然各个特征可以被包括在不同的权利要求中,但这些特征可能有利地组合,并且包括在不同的权利要求中并不意味着特征的组合是不可行和/或不利的。此外,单数的表示并不排除复数。术语“第一”、“第二”等并不排除多数。权利要求书中的附图标记仅作为解释示例的目的而提供,而不应解释为以任何方式对权利按要求的范围进行限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1