一种正多边形钢筋螺纹连接套筒的制作方法
1.本实用新型涉及一种钢筋连接套筒接头,具体涉及一种正多边形钢筋螺纹连接套筒。
背景技术:
2.目前市场上主流的有三种分体式套筒,第一种是四瓣挤压式的,第二种是两瓣挤压式的,这两种套筒都是通过挤压两侧锁套向中间移动,达到锁紧的目的。这两种套筒的缺点是安装时必须使用专门的液压钳,而液压钳相对来说比较沉重,不方便携带,在实际安装过程中,给施工工人造成了很大的不便。由于施工现场环境的复杂性,也限制了液压钳的使用,同时对施工设备要求较高,特定环境下必须定制的液压钳才能用,一旦液压钳出现问题,就会出现施工进度下降的现象。
3.第三种是螺纹连接的分体式套筒,这种套筒是通过拧紧两侧的锁套来达到拧紧的目的。在实际应用当中,要求两侧钢筋在对顶当中必须完全的同心,才能将锁母拧紧到套筒两端。但是在实际施工过程中,保证两侧钢筋完全同心,同时又要拧紧锁母,对施工工人来说还是比较困难的,造成了施工效率的下降。而且此种套筒对钢筋丝头与套筒的螺纹配合要求很高,若钢筋丝头稍微大点,锁母就会拧不进去;如果丝头尺寸小点,锁母拧紧后,套筒内螺纹和丝头不能完全贴合,容易拉脱。在传统的钢筋丝头螺纹连接的施工中,由于钢筋丝头加工质量问题,造成的施工困难比比皆是。在钢筋丝头加工过程中,由于加工钢筋丝头的滚轮在不断磨损,在滚轮更换不及时的情况下,钢筋丝头尺寸会越来越大,造成套筒安装越来越困难。因此必须对滚轮频繁更换,同时也降低了施工效率。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的不足而提供一种正多边形钢筋螺纹连接套筒,能够降低设备需求,降低施工难度,增加施工效率。
5.为解决上述技术问题,本实用新型所采取的技术方案是:
6.一种正多边形钢筋螺纹连接套筒,包括多瓣结构的内套、套设在内套上的外套和对称设置于外套两端的两个锁套;所述内套的内部开设有与钢筋相贴合的内螺纹;所述内套的外部为中间粗两端细的结构,中间为圆柱形且圆柱形中间的两侧为对称设置的圆台形;所述外套的内部开设有螺纹;所述锁套的内部为与内套的一端圆台形外表面相贴合的圆台形;所述锁套的外部一端为圆柱形且开设有与外套的内螺纹相配合的外螺纹,锁套的外部另一端为正多边形结构的台阶。
7.进一步的,所述外套的外形为正多边形。
8.进一步的,所述内套由两个或两个以上的瓣状单片拼合而成。
9.进一步的,所述锁套的圆台形内孔的锥度与内套的一端圆台形外表面的锥度一致。
10.采用上述技术方案所产生的有益效果在于:
11.本实用新型结合了现有各种分体式套筒的优点而设计,能够降低设备需求,降低施工难度,增加施工效率。(1)相对于使用液压钳安装的分体式套筒,本实用新型施工方便,摒弃了液压钳施工,只需要普通的机械扳手即可安装,因此解决了安装困难,而且对设备的要求也大大降低,同时对工人的要求也大幅度减少,普通工人就能完整安装;(2)将锁套内孔带有锥度,使得在安装过程中对两侧钢筋的同心度要求不高,因此降低了施工难度,增加了施工效率;(3)锁套螺纹扣可以设置的较短,降低了拧紧所需时间,增加了施工效率;(4)锁套内孔带有锥度,可以与内套两端相互贴合,在安装的过程中,靠锁套的内孔对内套形成挤压,使内套完全与钢筋相互贴合;(5)对钢筋端部的加工精度要求大大降低,可以延长加工钢筋的滚轮寿命,降低加工过程中滚轮的成本,同时由于滚轮寿命的延长,可以减少更换滚轮的频率,从而提高施工效率。
附图说明
12.图1是本实用新型的结构示意图。
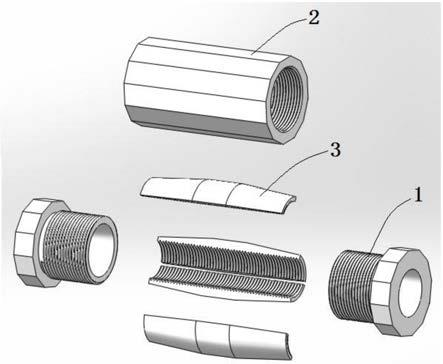
13.图2是本实用新型的分解图。
14.图中:1、锁套,2、外套,3、内套。
具体实施方式
15.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
16.如图1所示,本实用新型公开了一种正多边形钢筋螺纹连接套筒,包括多瓣结构的内套3、套设在内套3上的外套2和对称设置于外套2两端的两个锁套1;内套3的内部为圆柱形且开设有与钢筋相贴合的内螺纹;内套3的外部为中间粗两端细的结构,中间为圆柱形且圆柱形中间的两侧为对称设置的圆台形;外套2的内部开设有螺纹,外套2的外形为正多边形,优选为十二方正多边形结构;锁套1的内部为与内套3的一端圆台形外表面相贴合的圆台形,锁套1的圆台形内孔的锥度与内套3的一端圆台形外表面的锥度一致;锁套1的外部为一端粗一端细结构,锁套1的外部细端为圆柱形且开设有与外套2的内螺纹相配合的外螺纹,锁套1的外部粗端为正多边形结构的台阶,优选为十二方正多边形。
17.内套3由两个或两个以上的瓣状单片拼合而成,多瓣单片拼合后形成一个整圆,相邻的两瓣单片之间留有一定的间隙;本实用新型优选为四瓣结构。内套3的内螺纹可以与钢筋很好的贴合,实现对钢筋的机械连接。内套3的内螺纹可以是正丝,也可以是反丝或正反丝,异径等结构。
18.两个锁套1分别通过各自一端的外螺纹旋合到外套2的两端内,锁套1的圆台形内孔与内套3的一端圆台形外表面相互贴合,实现对多瓣结构的内套3行程挤压锁紧。
19.本实用新型套筒的施工方法:
20.钢筋端部可以不做加工,直接套筒,也可以将钢筋端部通过剥肋滚轧/直接滚轧工艺加工出螺纹,然后安装套筒,还可以将钢筋端部的横肋纵肋通过直接滚轧工艺加工出螺纹,然后安装套筒。套筒安装方式都相同:(1)先把一个锁套1和外套2依次套在一根钢筋上,另一个锁套1套在另一根钢筋上,并使两根钢筋对顶;(2)将多瓣结构的内套3扣合套在两根钢筋中间;(3)将外套2移动并套在内套3上面;(4)将两侧的锁套1向中间移动,将锁套1的螺纹部旋合进外套2中;(5)利用扳手拧动锁套1的粗端台阶,向外套2中拧紧,使得多瓣结构的
内套3向中间挤压,达到将两根钢筋固定连接的目的。
21.显然,上述实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1