一种内径割槽刀的制作方法
1.本申请涉及刀具技术领域,尤其是涉及一种内径割槽刀。
背景技术:
2.割槽刀为加工内孔槽的刀具,使用中,需要将该割槽刀固定,移动待加工工件,使得割槽刀位于待加工工件的内壁,然后转动待加工工件,进而在待加工工件的内壁割出环槽。
3.相关技术中,需要在空气压缩机外壳的内壁上加工出环槽,然而,采用一般割槽刀对空气压缩机外壳的内壁进行环槽加工时,若割槽刀的前角过大,将会导致刀具使用寿命短;若割槽刀的前角过小,割槽刀的加工精度差,存在待改进之处。
技术实现要素:
4.为了改善环槽的加工精度,同时尽可能提高割槽刀的使用寿命,本申请提供一种内径割槽刀。
5.本申请提供的一种内径割槽刀采用如下的技术方案:
6.一种内径割槽刀,包括刀柄和固定设置在刀柄端部的刀头连接体,所述刀头连接体上垂直设置有切削刀头,所述切削刀头的前角为α,α的范围为50
°‑
70
°
。
7.通过采用上述技术方案,将切削刀头的前角α的范围设置在50
°‑
70
°
之间,在该范围内,切削省力的同时,还可满足对环槽的加工精度,且有助于防止崩刀的情况发生,最大程度地提高了切削刀头的使用寿命。
8.优选的,所述切削刀头呈倒锥设置并形成有大头端和小头端,且所述切削刀头的小头端与刀头连接体相连接,所述切削刀头的切削刃位于切削刀头的大头端。
9.通过采用上述技术方案,将切削刀头的小头端与刀头连接体相连接,切削刀头的切削刃设置在切削刀头的大头端,一方面,节省了切削刀头的用料,有助于节省材料,另一方面,有助于提高切削刀头自身的结构强度。
10.优选的,所述切削刀头的锥度为1030
′
。
11.通过采用上述技术方案,将切削刀头的锥度设置为1030
′
,该椎体下的切削刀头具体实现了节省用料和增强自身结构强度的目的。
12.优选的,所述刀柄的端部开设有嵌设槽,所述刀头连接体远离切削刀的一端嵌入嵌设槽中并通过焊接固定在刀柄上。
13.通过采用上述技术方案,将刀头连接体采用嵌入式焊接固定在刀柄上,该种焊接方式,使得刀头连接体和刀柄之间固地更加牢固。
14.优选的,所述刀柄径向的一侧设置有避让面,且所述避让面与切削刀头位于同一侧。
15.通过采用上述技术方案,当切削刀头切削一定深度时,利用避让面形成的避让深度,避免刀柄与外壳内壁出现干涉现象,另外,也可减少切削刀头的长度,节省切削刀头的
成本。
16.优选的,所述刀柄上设置有刀头连接体位于切削刀头的一端设置有去料坡面。
17.通过采用上述技术方案,利用去料坡面,便于将切削产生的废料从切削刀头上除去,以防止切削废料影响正常的切削作业。
18.优选的,所述刀柄上设置有夹持面。
19.通过采用上述技术方案,利用刀柄上设置的夹持面,便于对刀柄进行夹持固定。
20.优选的,所述切削刀头上设置有过渡圆角,所述过渡圆角大小为r,r的大小为0.2mm。
21.通过采用上述技术方案,利用在切削刀头上设置的过渡圆角,有效地避免切削刀头在刚接触外壳的内壁时,出现刀头过渡磨损的情况发生。
22.综上所述,本申请包括以下至少一种有益技术效果:
23.将切削刀头的前角α的范围设置在50
°‑
70
°
之间,在该范围内,切削省力的同时,还可满足对环槽的加工精度,且有助于防止崩刀的情况发生,最大程度地提高了切削刀头的使用寿命;
24.通过将切削刀头呈倒锥设置,以及利用在切削刀头上设置的过渡圆角,有助于提高切削刀头自身的结构强度。
附图说明
25.图1为本申请实施例主要体现内径割槽刀整体结构的爆炸示意图;
26.图2为本申请实施例内径割槽刀结构的示意图,主要体现前角的结构;
27.图3为本申请实施例主要体现刀头连接体和切削刀头结构的示意图;
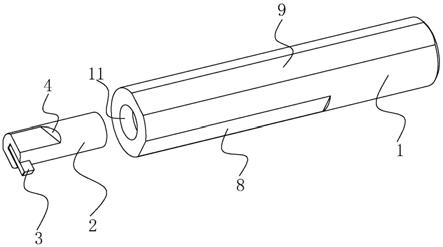
28.图4为本申请实施例主要体现割槽刀整体结构的示意图。
29.附图标记:1、刀柄;11、嵌设槽;2、刀头连接体;3、切削刀头;4、去料坡面;5、大头端;6、小头端;7、过渡圆角;8、避让面;81、避让深度;9、夹持面。
具体实施方式
30.以下结合附图1
‑
4对本申请作进一步详细说明。
31.本申请实施例公开一种内径割槽刀。
32.参照图1,内径割槽刀包括呈长条状的刀柄1和刀头连接体2,刀柄1的端部开设有嵌设槽11,刀头连接体2的一端嵌入嵌设槽11中并通过焊接固定在刀柄1上,即采用嵌入式焊接将刀头连接体2固定在刀柄1上,提高刀柄1与和刀头连接体2之间的连接强度。刀头连接体2的另一端垂直固定有切削刀头3,且刀头连接体2位于刀头连接体2与切削刀头3的连接处设置有去料坡面4,用于将切削废料沿着去料坡面4及时排出。
33.参照图2,切削刀头3的前角为α,α的范围为50
°‑
70
°
,本实施例的前角α设置为60
°
。切削省力的同时,还可满足对环槽的加工精度,且有助于防止崩刀的情况发生,最大程度地提高了切削刀头3的使用寿命。
34.参照图3,切削刀头3呈倒锥设置并形成有大头端5和小头端6,切削刀头3的锥度为1030
′
,切削刀头3的小头端6与刀头连接体2固定连接,切削刀头3的切削刃位于切削刀头3的大头端5,节省用料的同时,增强切削刀头3自身的结构强度;且切削刀头3的缘边处设置
有过渡圆角7,过渡圆角7大小为r,r的大小为0.2mm,以防止在切削过程中,切削刀头3缘棱处被磨损。
35.参照图4,刀柄1径向的一侧设置有避让面8,该避让面8与刀柄1径向的最远处两者之间形成有避让深度81,且该避让面8与切削刀头3位于同一侧。当切削刀头3切削一定深度时,利用避让面8形成的避让深度81,避免刀柄1与外壳内壁出现干涉现象,另外,也可减少切削刀头3的长度,节省切削刀头3的成本。
36.参照图4,刀柄1径向的一侧设置有夹持面9,该夹持面9与避让面8相垂直,使得刀柄1被稳固地夹持住。
37.本申请实施例一种内径割槽刀的实施原理为:
38.实际使用中,将切削刀头3的前角α设置为60
°
,切削省力的同时,还可满足对环槽的加工精度,并通过将切削刀头3呈倒锥设置以及设置过渡圆角7,提高切削刀头3的使用寿命。
39.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
技术特征:
1.一种内径割槽刀,其特征在于:包括刀柄(1)和固定设置在刀柄(1)端部的刀头连接体(2),所述刀头连接体(2)上垂直设置有切削刀头(3),所述切削刀头(3)的前角为α,α的范围为50
°‑
70
°
。2.根据权利要求1所述的一种内径割槽刀,其特征在于:所述切削刀头(3)呈倒锥设置并形成有大头端(5)和小头端(6),且所述切削刀头(3)的小头端(6)与刀头连接体(2)相连接,所述切削刀头(3)的切削刃位于切削刀头(3)的大头端(5)。3.根据权利要求2所述的一种内径割槽刀,其特征在于:所述切削刀头(3)的锥度为1030
′
。4.根据权利要求1所述的一种内径割槽刀,其特征在于:所述刀柄(1)的端部开设有嵌设槽(11),所述刀头连接体(2)远离切削刀的一端嵌入嵌设槽(11)中并通过焊接固定在刀柄(1)上。5.根据权利要求1所述的一种内径割槽刀,其特征在于:所述刀柄(1)径向的一侧设置有避让面(8),所述避让面(8)与刀柄(1)径向的最远处之间形成有避让深度(81),且所述避让面(8)与切削刀头(3)位于同一侧。6.根据权利要求1所述的一种内径割槽刀,其特征在于:所述刀柄(1)上设置有刀头连接体(2)位于切削刀头(3)的一端设置有去料坡面(4)。7.根据权利要求1所述的一种内径割槽刀,其特征在于:所述刀柄(1)上设置有夹持面(9)。8.根据权利要求1所述的一种内径割槽刀,其特征在于:所述切削刀头(3)上设置有过渡圆角(7),所述过渡圆角(7)大小为r,r的大小为0.2mm。
技术总结
本申请涉及一种内径割槽刀,涉及刀具技术领域;其包括刀柄和固定设置在刀柄端部的刀头连接体,所述刀头连接体上垂直设置有切削刀头,所述切削刀头的前角为α,α的范围为50
技术研发人员:严红斌
受保护的技术使用者:上海日初工具有限公司
技术研发日:2020.12.11
技术公布日:2021/12/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1