一种管腔加工电火花装置的制作方法
1.本实用新型涉及一种管腔加工电火花装置,属于电火花装置的技术领域。
背景技术:
2.对于现有的电极设备来说,其需要在两电极(工件和铜公)铜锭电流,在其间充满电介质(如煤油)。当两个电极接近时,其间的电介质被击穿,形成间隙放电。由此,通过放电产生的高温、高压,令金属腐蚀。从而,得到所需要的形状。电火花加工可以加工传统切削加工无法完成的型面,且可以对应与硬度较高的导电材料加工。
3.现有技术中存在深腔模具加工,即存在一些管状类的化妆品,需要对其成型管腔进行电火花加工,传统地电火花装置采用固定载座进行电火花型芯的直接搭载,在电火花型芯端探入性机加工过程中,会产生大量地含气泡介质,这些含气泡电加工介质会沿电火花型芯外周壁上升,而由于电火花型芯与固定载座之间存在阻隔,导致介质流通不畅会影响到电火花加工质量稳定性。
技术实现要素:
4.本实用新型的目的是解决上述现有技术的不足,针对传统电火花型芯存在介质流通不畅的问题,提出一种管腔加工电火花装置。
5.为了达到上述目的,本实用新型所采用的技术方案为:
6.一种管腔加工电火花装置,包括电火花型芯和保护勒套,所述电火花型芯包括桩柱和火花管,所述火花管的自由端设有火花加工槽位,所述桩柱与所述火花管之间设有配接锥段,所述桩柱内设有若干气道,所述气道设有位于所述火花管与所述配接锥段之间环台上的进气端,
7.所述保护勒套包括与所述配接锥段相配合的锥通道,并且所述锥通道的底部设有与所述任意所述进气端相连通的气腔。
8.优选地,所述配接锥段上设有两个进行对称的翼部,任意所述翼部内设有所述气道,所述锥通道内设有与所述翼部相配合的翼部配合槽位。
9.优选地,所述配接锥段与所述桩柱之间设有配合台,所述保护勒套上设有与所述配合台相轴向相位的配合端面。
10.优选地,所述火花加工槽位包括位于所述火花管的自由端端面上的轴端凹槽和位于所述火花管的自由端外周壁上的若干周向间隔布置火花槽。
11.优选地,所述桩柱和所述保护勒套上分别设有周向锁固位。
12.本实用新型的有益效果主要体现在:
13.1.采用电火花型芯与保护勒套相配合的方式,提高了电火花型芯的位置稳定性,同时采用气道和气腔配合设计,能实现介质流通,相配合作业提高了电火花作业精度,产品合格率得到较大提升。
14.2.具备翼部设计,满足气道成型空间需求,同时满足配合周向锁固需求,提高了配
合稳定性,同时结构更紧凑。
附图说明
15.图1是本实用新型一种管腔加工电火花装置的结构示意图。
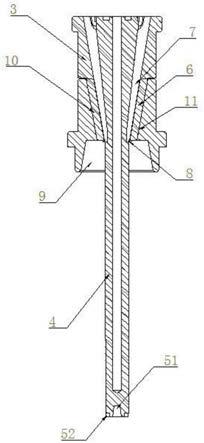
16.图2是本实用新型一种管腔加工电火花装置的剖面结构示意图。
17.图3是本实用新型一种管腔加工电火花装置的另一剖面结构示意图。
18.图4是本实用新型中保护勒套的结构示意图。
具体实施方式
19.本实用新型提供一种管腔加工电火花装置。以下结合附图对本实用新型技术方案进行详细描述,以使其更易于理解和掌握。
20.一种管腔加工电火花装置,包括电火花型芯1和保护勒套2,该电火花型芯1与保护勒套2相对锁固一体,可通过治具进行轴向锁固,两者配合结构属于现有技术。
21.具体地,如图1至图4所示,电火花型芯1包括桩柱3和火花管4,火花管4的自由端设有火花加工槽位5,桩柱3与火花管4之间设有配接锥段6,桩柱3内设有若干气道7,气道7设有位于火花管4与配接锥段6之间环台上的进气端8。
22.保护勒套2包括与配接锥段相配合的锥通道,并且锥通道的底部设有与任意进气端相连通的气腔9。
23.具体地实现过程及原理说明:
24.首先由保护勒套2实现对电火花型芯1的保护和搭载,满足两者的轴向位置度稳定性需求,提高对位精度。
25.在火花加工槽位5进行电火花作业过程中,会产生大量地含气泡火花液介质,这些介质会上浮并进入气腔9,并且由进气端8进入气道7后排离,如此,能使得火花介质得到高效排离,防止出现气泡介质积存影响到电火花作业精度,如此提高电火花成型稳定性。
26.在一个具体实施例中,配接锥段6上设有两个进行对称的翼部10,任意翼部10内设有气道,锥通道内设有与翼部相配合的翼部配合槽位11。
27.具体地说明,通过该翼部10和翼部配合槽位11相配合,能满足两者周向相对锁固需求,同时,翼部10设计满足气道7空间需求,使得整体结构更紧凑。
28.在一个具体实施例中,配接锥段与桩柱之间设有配合台,保护勒套上设有与配合台相轴向相位的配合端面。确保两者轴向对位可靠稳定。
29.在一个具体实施例中,火花加工槽位5包括位于火花管的自由端端面上的轴端凹槽51和位于火花管的自由端外周壁上的若干周向间隔布置火花槽52。
30.通过轴端凹槽51和周向分布火花槽52设计,满足管腔探入火花成型需求,成型稳定可靠,电火花腐蚀效率较高且均匀。
31.在一个具体实施例中,桩柱和保护勒套上分别设有周向锁固位12,该周向锁固位12为切面设计,满足搭载时的周向锁位需求,防止出现电火花工作业过程中旋转位移,搭载更稳定可靠。
32.通过以上描述可以发现,本实用新型一种管腔加工电火花装置,采用电火花型芯与保护勒套相配合的方式,提高了电火花型芯的位置稳定性,同时采用气道和气腔配合设
计,能实现介质流通,相配合作业提高了电火花作业精度,产品合格率得到较大提升。具备翼部设计,满足气道成型空间需求,同时满足配合周向锁固需求,提高了配合稳定性,同时结构更紧凑。
33.以上对本实用新型的技术方案进行了充分描述,需要说明的是,本实用新型的具体实施方式并不受上述描述的限制,本领域的普通技术人员依据本实用新型的精神实质在结构、方法或功能等方面采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
技术特征:
1.一种管腔加工电火花装置,包括电火花型芯和保护勒套,其特征在于:所述电火花型芯包括桩柱和火花管,所述火花管的自由端设有火花加工槽位,所述桩柱与所述火花管之间设有配接锥段,所述桩柱内设有若干气道,所述气道设有位于所述火花管与所述配接锥段之间环台上的进气端,所述保护勒套包括与所述配接锥段相配合的锥通道,并且所述锥通道的底部设有与任意所述进气端相连通的气腔。2.根据权利要求1所述一种管腔加工电火花装置,其特征在于:所述配接锥段上设有两个进行对称的翼部,任意所述翼部内设有所述气道,所述锥通道内设有与所述翼部相配合的翼部配合槽位。3.根据权利要求1所述一种管腔加工电火花装置,其特征在于:所述配接锥段与所述桩柱之间设有配合台,所述保护勒套上设有与所述配合台相轴向相位的配合端面。4.根据权利要求1所述一种管腔加工电火花装置,其特征在于:所述火花加工槽位包括位于所述火花管的自由端端面上的轴端凹槽和位于所述火花管的自由端外周壁上的若干周向间隔布置火花槽。5.根据权利要求1所述一种管腔加工电火花装置,其特征在于:所述桩柱和所述保护勒套上分别设有周向锁固位。
技术总结
本实用新型揭示了一种管腔加工电火花装置,包括电火花型芯和保护勒套,电火花型芯包括桩柱和火花管,火花管的自由端设有火花加工槽位,桩柱与火花管之间设有配接锥段,桩柱内设有若干气道,气道设有位于火花管与配接锥段之间环台上的进气端,保护勒套包括与配接锥段相配合的锥通道,并且锥通道的底部设有与任意进气端相连通的气腔。本实用新型采用电火花型芯与保护勒套相配合的方式,提高了电火花型芯的位置稳定性,同时采用气道和气腔配合设计,能实现介质流通,相配合作业提高了电火花作业精度,产品合格率得到较大提升。具备翼部设计,满足气道成型空间需求,同时满足配合周向锁固需求,提高了配合稳定性,同时结构更紧凑。同时结构更紧凑。同时结构更紧凑。
技术研发人员:高友亮 王元辉
受保护的技术使用者:昆山正多荣五金机械有限公司
技术研发日:2020.12.30
技术公布日:2021/10/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1