一种航空发动机整体叶盘惯性摩擦焊接接头设计方法与流程
1.本发明属于焊接技术领域,尤其涉及一种航空发动机整体叶盘惯性摩擦焊接接头设计方法。
背景技术:
2.航空发动机的压气机双级整体叶盘的制造采用惯性摩擦焊接技术,惯性摩擦焊接技术是航空发动机压气机整体叶盘转子类零件制造的关键技术,传统的焊接接头结构焊接残余应力大、尺寸精度差,导致压气机双级整体叶盘转子轴向尺寸重复精度低。
技术实现要素:
3.针对现有技术存在的不足,本发明提供一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,能够提高压气机双级整体叶盘转子焊接质量,改善了压气机整体转子的焊后加工精度,进一步提高了压气机整体叶盘转子类零件的生产效率和产品合格率,提高了零件的制造可靠性。
4.一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,具体包括以下步骤:
5.步骤一:对整体叶盘零件的尺寸进行分析,利用整体叶盘剖面图,找出惯性摩擦焊缝位置;
6.步骤二:对零件进行拆分,将零件以焊缝位置为分割线进行拆分;
7.步骤三:对拆分后的两部分进行重构,分别在焊接接头部位两侧增加加工余量,且分别对焊接接头部分进行取直,使焊接接头与盘体轴线平行;
8.步骤四:完成焊接接头部分的尺寸重构后,检查是否存在干涉情况,如不存在干涉情况,焊接可达性好,能够满足惯性摩擦焊接要求,进行惯性摩擦焊接。
9.所述步骤一中的摩擦焊缝位置要满足该部位区域开敞性好、不存在干涉情况,易于焊接和后续加工。
10.所述步骤三中的加工余量为1
‑
4mm。
11.本发明的有益效果是:本发明能够使压气机整体转子的制造精度得到提升,零件制造重复度高,提高了整体转子零件的产品合格率和生产效率,能够满足产品的研制生产需要,增加经济收入。
附图说明
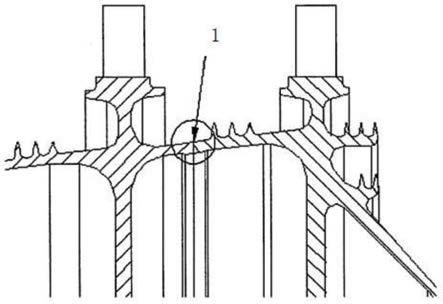
12.图1为本发明实施例提供的整体叶盘零件的焊缝位置示意图;
13.图2为本发明实施例提供的惯性焊接接头焊前形状示意图(其中图(a)为第1级盘,图(b)为第2级盘);
14.图3为本发明实施例提供的惯性焊接接头焊后形状示意图;
15.其中,
[0016]1‑
焊接位置,2
‑
加工余量,3
‑
焊接接头。
具体实施方式
[0017]
为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明的技术方案和效果作详细描述。
[0018]
一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,具体包括以下步骤:
[0019]
步骤一:对整体叶盘零件的尺寸进行分析,利用整体叶盘剖面图,找出惯性摩擦焊缝位置,该部位区域开敞性好、不存在干涉情况,易于焊接和后续加工。
[0020]
如图1所示,以某发动机压气机为例,该发动机压气机的第1级整体叶盘焊接位置1位于两叶片之间,距离第1级盘8mm位置处,该焊接位置1避开了第2级盘的壁齿,该区域开敞性好,易于焊接和后续加工。
[0021]
步骤二:对零件进行拆分,将零件以距离第1级盘8mm位置处的焊缝位置为分割线进行拆分。
[0022]
步骤三:对拆分后的两部分进行重构,本实施例对中第1级盘和第2级盘进行焊接接头3形状和尺寸进行重构,本实施例中分别在焊接接头3部位两侧增加2mm加工余量2,且分别对第1级盘和第2级盘的焊接接头3部分进行取直,使焊接接头3与盘体轴线平行,利用焊接力的传导。如图2所示。
[0023]
步骤四:完成焊接接头3部分的尺寸重构后,检查是否存在干涉情况。经检查,该接头结构有效避开了第2级盘壁齿结构,不存在干涉情况,焊接可达性好,能够满足惯性摩擦焊接要求。然后进行惯性摩擦焊接,焊后的焊接接头3结构如图3所示。
[0024]
本实施例中发动机压气机的1
‑
2级整体叶盘焊接质量良好,飞边成型圆润,加工飞边后未发现裂纹,焊接试验件通过了力学试验,满足使用要求。因此,本发明所提供的设计方法满足所有发动机压气机双级整体叶盘类零件的制造需求。
技术特征:
1.一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,其特征在于,具体包括以下步骤:步骤一:对整体叶盘零件的尺寸进行分析,利用整体叶盘剖面图,找出惯性摩擦焊缝位置;步骤二:对零件进行拆分,将零件以焊缝位置为分割线进行拆分;步骤三:对拆分后的两部分进行重构,分别在焊接接头部位两侧增加加工余量,且分别对焊接接头部分进行取直,使焊接接头与盘体轴线平行;步骤四:完成焊接接头部分的尺寸重构后,检查是否存在干涉情况,如不存在干涉情况,焊接可达性好,能够满足惯性摩擦焊接要求,进行惯性摩擦焊接。2.根据权利要求1所述的一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,其特征在于:所述步骤一中的摩擦焊缝位置要满足该部位区域开敞性好、不存在干涉情况,易于焊接和后续加工。3.根据权利要求1所述的一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,其特征在于:所述步骤三中的加工余量为1
‑
4mm。
技术总结
本发明涉及一种航空发动机整体叶盘惯性摩擦焊接接头设计方法,首先对整体叶盘零件的尺寸进行分析,找出惯性摩擦焊缝位置;然后对零件进行拆分,对拆分后的两部分进行重构,在焊接接头部位两侧增加加工余量,且分别对两部分的焊接接头部分进行取直,使焊接接头与盘体轴线平行,完成焊接接头部分的尺寸重构后,检查是否存在干涉情况,能够满足惯性摩擦焊接要求后进行惯性摩擦焊接。本发明能够使压气机整体转子的制造精度得到提升,零件制造重复度高,提高了整体转子零件的产品合格率和生产效率,能够满足产品的研制生产需要,增加经济收入。入。入。
技术研发人员:李晓光 刘佳涛 帅焱林 赵强 尚震
受保护的技术使用者:中国航发沈阳黎明航空发动机有限责任公司
技术研发日:2021.09.15
技术公布日:2021/11/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1