一种周向孔钻孔装夹定位工装的制作方法
1.本发明属于机械加工技术领域,具体涉及一种适用于轮轴零件周向孔钻孔加工用装夹定位工装。
背景技术:
2.数控立式钻床钻轮轴零件周向孔时,轮轴零件起定位作用的顶丝孔距端面距离的尺寸公差为
±
0.05mm,顶丝孔中心线和油道孔中心线一个平面并经过轮轴回转中心,零件结构如图1所示。为加工轮轴零件周向孔,需要预先在零件上划线,然后依据划线位置进行加工,加工效率低,质量一致性差。
技术实现要素:
3.(一)要解决的技术问题
4.本发明提出一种周向孔钻孔装夹定位工装,以解决轮轴零件周向孔加工效率低,质量一致性差的技术问题。
5.(二)技术方案
6.为了解决上述技术问题,本发明提出一种周向孔钻孔装夹定位工装,该装夹定位工装包括v型底座、底板、销、定位块、销轴、螺母、盖板、立柱、螺柱、锁紧螺母和弹簧垫圈;其中,
7.v型底座加工有沿底座长度方向贯穿的v型槽,v型槽底部具有方槽结构,v型槽两侧加工有相对设置的第一销孔和第二销孔。
8.v型底座找正后通过压板固定在机床工作台上,底板装在v型底座的方槽内,第一紧固螺钉穿入底板上的沉孔和v型槽内的螺纹孔,将底板与v型底座固定连接;销插入底板的定位销孔内,用于插入轮轴零件上已经加工完的顶丝孔;
9.第二紧固螺钉穿入定位块的侧方通孔和底板的侧方螺纹孔,将定位块与底板固定连接;
10.销轴穿入v型底座内的第一销孔,两个螺母旋入第一销孔两端的螺纹内,对销轴进行轴向限位;盖板的固定端通过销轴与v型底座铰接,盖板能够通过销轴进行翻转;
11.立柱采用倒t型结构,底端水平部加工有贯通螺纹孔,竖直部加工有外螺纹;螺柱一端加工有螺纹,另一端为光柱;立柱的底端螺纹孔与v型底座内的第二销孔相通,两个螺柱从第二销孔的两端分别装入,螺柱的螺纹端旋入立柱的底端螺纹孔内,立柱通过螺柱与v型底座铰接,立柱能够沿两个螺柱的光柱公共轴线旋转;立柱的竖直部能够插入位于盖板转动端的通孔,锁紧螺母与立柱的竖直部通过螺纹连接,在锁紧螺母与盖板转动端之间设置有弹簧垫圈。
12.(三)有益效果
13.本发明提出一种周向孔钻孔装夹定位工装,包括v型底座、底板、销、定位块、销轴、螺母、盖板、立柱、螺柱、锁紧螺母和弹簧垫圈。本发明结构简单,组合方便,能够实现零件的
快速装夹和拆卸。工装端部的定位块可以实现快速轴向定位,拆除定位销时加工顶丝孔;安装定位销后,定位销和顶丝孔配合可实现零件周向定位,盖板可以快速压紧和放松,以实现零件的快速装夹和拆卸。该装夹定位工装能够解决轴类零件周向孔的快速加工,在批量生产中能够保证孔系加工要求,提高加工效率。
附图说明
14.图1为轮轴零件结构示意图;
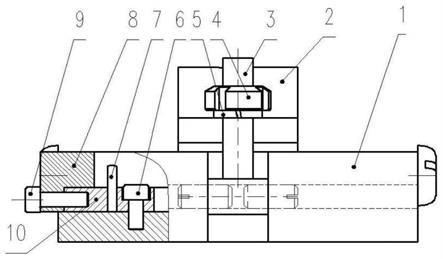
15.图2a为本发明实施例的周向孔钻孔装夹定位工装主视图,图2b为侧视图,图2c为俯视图。
具体实施方式
16.为使本发明的目的、内容和优点更加清楚,下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。
17.本实施例提出一种周向孔钻孔装夹定位工装,其结构如图2所示,主要包括v型底座1、底板10、销7、定位块8、销轴11、螺母12、盖板2、立柱3、螺柱13、锁紧螺母4和弹簧垫圈5。
18.v型底座1加工有沿底座长度方向贯穿的v型槽,v型槽底部具有方槽结构,v型槽两侧加工有相对设置的第一销孔和第二销孔。
19.v型底座1找正后通过压板固定在机床工作台上,底板10装在v型底座1的方槽内,第一紧固螺钉6穿入底板10上的沉孔和v型槽内的螺纹孔,将底板10与v型底座1固定连接。销7插入底板10的定位销孔内,用于插入轮轴零件上已经加工完的顶丝孔。
20.第二紧固螺钉9穿入定位块8的侧方通孔和底板10的侧方螺纹孔,将定位块8与底板10固定连接。
21.销轴11穿入v型底座1内的第一销孔,两个螺母12旋入第一销孔两端的螺纹内,对销轴11进行轴向限位。盖板2的固定端通过销轴11与v型底座1铰接,盖板2能够通过销轴11进行翻转。
22.立柱3采用倒t型结构,底端水平部加工有贯通螺纹孔,竖直部加工有外螺纹。螺柱13一端加工有螺纹,另一端为光柱。立柱3的底端螺纹孔与v型底座1内的第二销孔相通,两个螺柱13从第二销孔的两端分别装入,螺柱13的螺纹端旋入立柱3的底端螺纹孔内,立柱3通过螺柱13与v型底座1铰接,立柱3能够沿两个螺柱13的光柱公共轴线旋转。立柱3的竖直部能够插入位于盖板2转动端的通孔,锁紧螺母4与立柱3的竖直部通过螺纹连接,并且在锁紧螺母4与盖板2转动端之间设置有弹簧垫圈5。
23.进行轮轴零件周向孔钻孔加工时,将轮轴放入v型底座1的v型槽内,加工基准端面与定位块8端面靠紧,翻转盖板2和立柱3,立柱3插入盖板2转动端的通孔,在立柱3上装入弹簧垫圈5和锁紧螺母4,旋紧锁紧螺母4压紧轮轴,在轮轴上钻顶丝孔;旋松锁紧螺母4,掀开盖板2,在底板10的定位销孔内插入销7,装入轮轴使基准端面与定位块8端面靠紧,并保证销7插入上道工序加工完的顶丝孔,实现轮轴的定位,翻转盖板2和立柱3,在立柱3上装入弹簧垫圈5和锁紧螺母4,旋紧锁紧螺母4压紧轮轴,加工其他周向孔。
24.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形
也应视为本发明的保护范围。
技术特征:
1.一种周向孔钻孔装夹定位工装,其特征在于,所述装夹定位工装包括v型底座、底板、销、定位块、销轴、螺母、盖板、立柱、螺柱、锁紧螺母和弹簧垫圈;其中,v型底座加工有沿底座长度方向贯穿的v型槽,v型槽底部具有方槽结构,v型槽两侧加工有相对设置的第一销孔和第二销孔。v型底座找正后通过压板固定在机床工作台上,底板装在v型底座的方槽内,第一紧固螺钉穿入底板上的沉孔和v型槽内的螺纹孔,将底板与v型底座固定连接;销插入底板的定位销孔内,用于插入轮轴零件上已经加工完的顶丝孔;第二紧固螺钉穿入定位块的侧方通孔和底板的侧方螺纹孔,将定位块与底板固定连接;销轴穿入v型底座内的第一销孔,两个螺母旋入第一销孔两端的螺纹内,对销轴进行轴向限位;盖板的固定端通过销轴与v型底座铰接,盖板能够通过销轴进行翻转;立柱采用倒t型结构,底端水平部加工有贯通螺纹孔,竖直部加工有外螺纹;螺柱一端加工有螺纹,另一端为光柱;立柱的底端螺纹孔与v型底座内的第二销孔相通,两个螺柱从第二销孔的两端分别装入,螺柱的螺纹端旋入立柱的底端螺纹孔内,立柱通过螺柱与v型底座铰接,立柱能够沿两个螺柱的光柱公共轴线旋转;立柱的竖直部能够插入位于盖板转动端的通孔,锁紧螺母与立柱的竖直部通过螺纹连接,在锁紧螺母与盖板转动端之间设置有弹簧垫圈。
技术总结
本发明提出一种周向孔钻孔装夹定位工装,包括V型底座、底板、销、定位块、销轴、螺母、盖板、立柱、螺柱、锁紧螺母和弹簧垫圈。本发明结构简单,组合方便,能够实现零件的快速装夹和拆卸。工装端部的定位块可以实现快速轴向定位,拆除定位销时加工顶丝孔;安装定位销后,定位销和顶丝孔配合可实现零件周向定位,盖板可以快速压紧和放松,以实现零件的快速装夹和拆卸。该装夹定位工装能够解决轴类零件周向孔的快速加工,在批量生产中能够保证孔系加工要求,提高加工效率。提高加工效率。提高加工效率。
技术研发人员:王芳 刘心藜 张晶晶 王会龙 刘珍妮 冯卫 雷文芳 王雪莲 周佳琦 郑绍华
受保护的技术使用者:北京北方车辆集团有限公司
技术研发日:2021.12.22
技术公布日:2022/3/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1