细长冲头防变形加工方法与流程
1.本发明涉及冲头加工的技术领域,特别是涉及细长冲头防变形加工方法。
背景技术:
2.众所周知,冲头是指机械工具中的冲压模具上的金属零件,又叫做冲棒、冲针或者冲子,是安装在冲压模具上进行连续冲裁冲压冲断作业,使被加工材料发生分离或塑性变形,从而获得所需要的成品或者半成品。
3.常用细长冲头线割主视图再侧割到位,侧割后加工变形较难控制,新方式用厚料直接割侧视图,然后再拉片精磨到位。
技术实现要素:
4.为解决上述技术问题,本发明提供一种降低线切割过程中的变形,增加冲头加工精度,提高后序精度工艺的效率的细长冲头防变形加工方法。
5.本发明的细长冲头防变形加工方法,,包括步骤:
6.①
、将冲头加工材料进行热处理加工;
7.②
、将热处理后的材料装夹在加工机台上;
8.③
、按图纸尺寸要求通过加工机床对材料进行初步加工;
9.④
、将初步加工的材料翻转90
°
再次进行装夹;
10.⑤
、将再次装夹后的材料进行拉片破成单个零件;
11.⑥
、将单个零件精磨至冲头所需的形状。
12.本发明的细长冲头防变形加工方法,所述步骤
⑤
拉片后的零件预留0.05mm精磨余量。
13.本发明的细长冲头防变形加工方法,所述步骤
①
中热处理工艺为淬火。
14.本发明的细长冲头防变形加工方法,所述步骤
①
中热处理工艺为淬火。
15.本发明的细长冲头防变形加工方法,所述步骤
③
中所述加工加床为收藏慢走丝线切割机床。
16.本发明的细长冲头防变形加工方法,所述步骤
⑥
中精磨冲头的加工公差为0.02mm~0.05mm。
17.与现有技术相比本发明的有益效果为:线切割过程中冲头整体加工最后在单个分开,使冲头加工强度较弱的区域进行连接保护,降低线切割过程中的变形,增加冲头加工精度,提高后序精度工艺的效率。
附图说明
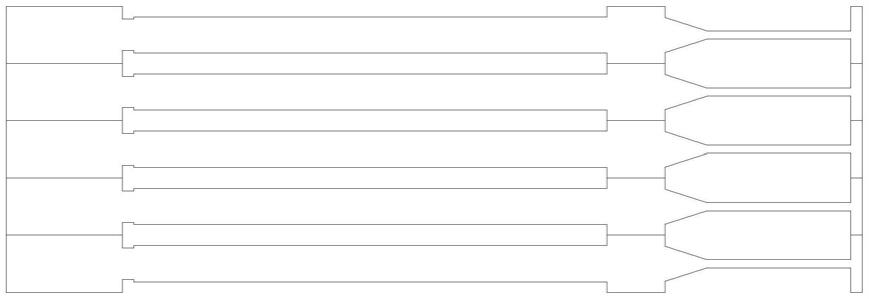
18.图1是本发明的步骤
③
线割示意图;
19.图2是本发明的步骤
⑥
拉片示意图;
20.具体实施方式
21.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
22.如图1至图2所示,本发明的细长冲头防变形加工方法,包括步骤:
23.①
、将冲头加工材料进行热处理加工;
24.②
、将热处理后的材料装夹在加工机台上;
25.③
、按图纸尺寸要求通过加工机床对材料进行初步加工;
26.④
、将初步加工的材料翻转90
°
再次进行装夹;
27.⑤
、将再次装夹后的材料进行拉片破成单个零件;
28.⑥
、将单个零件精磨至冲头所需的形状;线切割过程中冲头整体加工最后在单个分开,使冲头加工强度较弱的区域进行连接保护,降低线切割过程中的变形,增加冲头加工精度,提高后序精度工艺的效率。
29.本发明的细长冲头防变形加工方法,所述步骤
⑤
拉片后的零件预留0.05mm精磨余量。
30.本发明的细长冲头防变形加工方法,所述步骤
①
中热处理工艺为淬火。
31.本发明的细长冲头防变形加工方法,所述步骤
①
中热处理工艺为淬火。
32.本发明的细长冲头防变形加工方法,所述步骤
③
中所述加工加床为收藏慢走丝线切割机床。
33.本发明的细长冲头防变形加工方法,所述步骤
⑥
中精磨冲头的加工公差为0.02mm~0.05mm。
34.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
技术特征:
1.细长冲头防变形加工方法,其特征在于,包括步骤:
①
、将冲头加工材料进行热处理加工;
②
、将热处理后的材料装夹在加工机台上;
③
、按图纸尺寸要求通过加工机床对材料进行初步加工;
④
、将初步加工的材料翻转90
°
再次进行装夹;
⑤
、将再次装夹后的材料进行拉片破成单个零件;
⑥
、将单个零件精磨至冲头所需的形状。2.如权利要求1所述的细长冲头防变形加工方法,其特征在于,所述步骤
⑤
拉片后的零件预留0.05mm精磨余量。3.如权利要求1所述的细长冲头防变形加工方法,其特征在于,所述步骤
①
所选材料厚度为62mm。4.如权利要求1所述的细长冲头防变形加工方法,其特征在于,所述步骤
①
中热处理工艺为淬火。5.如权利要求1所述的细长冲头防变形加工方法,其特征在于,所述步骤
③
中所述加工加床为收藏慢走丝线切割机床。6.如权利要求1所述的细长冲头防变形加工方法,其特征在于,所述步骤
⑥
中精磨冲头的加工公差为0.02mm~0.05mm。
技术总结
本发明涉及冲头加工的技术领域,特别是涉及细长冲头防变形加工方法,其降低线切割过程中的变形,增加冲头加工精度,提高后序精度工艺的效率;包括步骤:
技术研发人员:罗帆 张尊可 肖一飞
受保护的技术使用者:苏州群凯利精工股份有限公司
技术研发日:2021.12.31
技术公布日:2022/3/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1