一种具有三个平衡进料口的挤压模具的制作方法
1.本实用新型涉及铝型材挤压模具领域,特别涉及一种具有三个平衡进料口的挤压模具。
背景技术:
2.现阶段铝型材挤压主要是将锭坯装入挤压筒中,通过挤压轴对金属施加压力,使其从特定形状和尺寸的模孔中挤出,产生塑性变形而获得所要求的挤压产品的一种加工方法。
3.在现有技术中,多数一出多模具采用传统进料口,这会导致在挤压时,原材料金属的受力不平衡,大大降低成品的质量与制作效率,提高制造成本。
4.因此,有必要提供一种具有平衡进料口的挤压模具。
技术实现要素:
5.鉴于以上所述现有技术的不足,本实用新型的目的在于:通过改进现有挤压模具的结构,提供一种具有平衡进料口的挤压模具。
6.为实现上述实用新型目的,本申请提供以下技术方案:
7.一种具有三个平衡进料口的挤压模具,包括第一进料口、第二进料口以及第三进料口,其形状为哑铃型,其中,所述第二进料口位于所述第一进料口与所述第三进料口之间,呈平行排列,所述进料口设置有促流角,促流角由圆弧面构成,所述第一进料口、所述第二进料口以及所述第三进料口都分别具有第一工作带、第二工作带以及第三工作带,其中,所述第一工作带所处的进料口底面与所述第三工作带所处的进料口底面的水平高度相同,并且低于所述第二工作带所处的进料口底面2mm,本申请提供的模具可有效防止挤压中材料受力不平衡、效率偏低的问题。
8.所述第一进料口与所述第三进料口的规格参数相同,并且各项参数大于所述第二进料口,其中,每一个进料口内的第一工作带所处的进料口底面与第三工作带所处的进料口底面采用斜面连接于其所在进料口内的第二工作带所处的进料口底面,在挤压过程中,可以防止原材料金属滞留在进料口死角处,并且可以使原材料金属的受力更加平衡。
9.所述模具还具有后空刀,所述后空刀优选长度为60mm的斜铣面制成,防止经过挤压的金属在出料时擦边引起的表面不光滑。
10.所述模具采用h13模具钢制成,所述模具的进料端面上设置有螺纹孔与销孔。
11.与现有技术相比,本实用新型的有益效果:
12.1、本实用新型的一种具有三个平衡进料口的挤压模具,包括三个进料口,进料口的形状呈哑铃型,并且平行排列,每个进料口具有三个工作带,居中的工作带所处的进料口底面抬高2mm,工作带所处的进料口底面之间采用斜面相连,其独特的设计,可以有效的防止原材料金属滞留在进料口死角处,并且可以使原材料金属受力更加平衡、提高挤压效率。
13.2、本实用新型的一种具有三个平衡进料口的挤压模具还设置后空刀,后空刀采用
斜铣面制成,能够防止挤压后的成品在通过出料口时,擦边引起的表面不光滑。
附图说明
14.为了更清楚地说明本实用新型具体实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
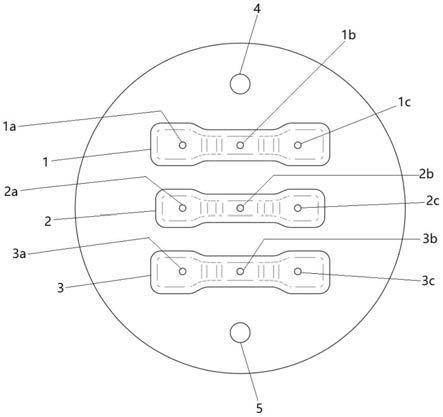
15.图1为本申请的一种具有三个平衡进料口的挤压模具的正视图;
16.图2为本申请的一种具有三个平衡进料口的挤压模具的剖视图。
17.附图标记:1
‑
第一进料口,2
‑
第二进料口,3
‑
第三进料口,4
‑
螺纹孔,5
‑
销孔,6
‑
圆弧面,7
‑
斜铣面,h
‑
水平高度差,l
‑
斜铣面长度,r
‑
圆弧面半径,a
‑
第一工作带,b
‑
第二工作带,c
‑
第三工作带。
具体实施方式
18.下面将对本申请具体实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请的一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
19.如图1与图2所示的一种具有三个平衡进料口的挤压模具,包括第一进料口1、第二进料口2、第三进料口3、螺纹孔4、销孔5、圆弧面6、斜铣面7,其中,第一进料口1、第二进料口2以及第三进料口3的形状为哑铃型,且第二进料口2位于第一进料口1与第三进料口3之间,呈平行排列。
20.本申请中,第一进料口1具有第一工作带1a、第二工作带1b以及第三工作带1c;第二进料口2具有第一工作带2a、第二工作带2b以及第三工作带2c;第三进料口3具有第一工作带3a、第二工作带3b以及第三工作带3c。
21.每一个进料口内的第一工作带所处的进料口底面与第三工作带所处的进料口底面的水平高度相同,且低于其所在进料口内的第二工作带所处的进料口底面,其水平高度差h为2mm;第一进料口所处的进料口底面、第二进料口所处的进料口底面以及第三进料口所处的进料口底面采用斜面连接,防止生成死角,在挤压时原材料金属滞留在进料口底面的死角。
22.所有进料口均具有促流角,所述促流角由圆弧面6构成,能够促进硬铝流入模腔的速度,其中,圆弧面6的半径r优选为3mm。
23.在本申请中,挤压模具的进料端具有螺纹孔4与销孔5,用于固定挤压模具;挤压模具的后空刀选用斜铣面7制成,其长度l为60mm,可以有效的防止成品在经过出料口时,擦边引起的表面不光滑的问题。
24.本实用新型的挤压模具采用h13模具钢制成,该钢含有较高含量的碳和钒,具有良好的耐磨性和耐热性,在较高温度时具有较高的强度和硬度。
25.以上对本申请所提供的一种具有三个平衡进料口的挤压模具进行了详细介绍,本文中应用了具体个例对本发明的结构及工作原理进行了阐述,以上实施例的说明只是用于
帮助理解本申请的方法及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本申请原理的前提下,还可以对本申请进行若干改进和修饰,这些改进和修饰也落入本申请权利要求保护的范围内。
技术特征:
1.一种具有三个平衡进料口的挤压模具,所述挤压模具包括第一进料口、第二进料口以及第三进料口,其特征在于,所述第二进料口位于所述第一进料口与所述第三进料口之间,呈平行排列;所述第一进料口、所述第二进料口以及所述第三进料口的形状为哑铃型;所述第一进料口、所述第二进料口以及所述第三进料口都分别具有第一工作带、第二工作带以及第三工作带;每一个进料口内的所述第一工作带所处的进料口底面与其所在进料口内的所述第三工作带所处的进料口底面的水平高度相同,并且低于同进料口所述第二工作带所处的进料口底面。2.根据权利要求1所述的挤压模具,其特征在于,所述第一进料口、所述第二进料口以及所述第三进料口中,每一个进料口内的所述第一工作带所处的底面与所述第三工作带所处的底面采用斜面连接于其所在进料口内的所述第二工作带所处的底面。3.根据权利要求1或2所述的挤压模具,其特征在于,所述第二工作带与所述第一工作带和所述第三工作带的水平高度差h为2mm。4.根据权利要求1所述的挤压模具,其特征在于,所述进料口设置有促流角。5.根据权利要求4所述的挤压模具,其特征在于,所述促流角采用圆弧面构成,所述圆弧面的半径r为3mm
‑
4mm。6.根据权利要求1所述的挤压模具,其特征在于,所述挤压模具还包括后空刀。7.根据权利要求6所述的挤压模具,其特征在于,所述后空刀选用斜铣面制成。8.根据权利要求7所述的挤压模具,其特征在于,所述斜铣面的长度l为60mm。9.根据权利要求1所述的挤压模具,其特征在于,所述挤压模具的进料端面上设置有螺纹孔与销孔。10.根据权利要求1所述的挤压模具,其特征在于,所述挤压模具为h13模具钢制成的。
技术总结
一种具有三个平衡进料口的挤压模具,包括第一进料口、第二进料口以及第三进料口,其形状为哑铃型,其中,所述第二进料口位于所述第一进料口与所述第三进料口之间,呈平行排列,所述进料口设置有促流角,促流角由圆弧面构成,所述第一进料口、所述第二进料口以及所述第三进料口都分别具有第一工作带、第二工作带以及第三工作带,其中,所述第一工作带所处的进料口底面与所述第三工作带所处的进料口底面的水平高度相同,并且低于所述第二工作带所处的进料口底面,本申请提供的挤压模具可有效防止挤压中原材料受力不平衡、挤压效率偏低的问题。问题。问题。
技术研发人员:陆杰
受保护的技术使用者:苏州市西莱密金属制造有限公司
技术研发日:2021.01.29
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1