铝板的预复合装置的制作方法
1.本实用新型涉及铝板的预复合装置。
背景技术:
2.铝制的板式蒸发器在冰箱、酒柜、陈列柜、饮水机蒸发器和太阳能集热板上得到了广泛应用,这种板式蒸发器由两层铝板复合而成,而在进行正式的复合压制前,需要先将铝板进行预复合进行定位,保证两层铝板在复合压制的过程中不会进行错位,复合过程中需要保证铝板表面的光滑整洁,因此在取用铝板时要避免人工接触,以防止在其表面造成污染而影响复合效果。
技术实现要素:
3.针对上述问题中存在的不足之处,本实用新型提供铝板的预复合装置。
4.为实现上述目的,本实用新型提供铝板的预复合装置,包括工作台,所述工作台上安装定位机构,所述定位机构包括定位部,所述定位部两侧开口处对称安装导向部,所述导向部呈漏斗状,所述定位部的内壁形状匹配铝板,所述定位部顶部加工焊接口,所述定位部底部中间加工开口,所述开口宽度大于所述铝板的两倍厚度,所述开口内活动安装底板,所述定位机构左右两侧设置机械手,所述机械手的吸盘吸附所述铝板,所述定位机构左右两侧及上方设置焊接装置。
5.作为本实用新型进一步改进,所述工作台顶部加工贯穿的方形槽,所述方形槽大小匹配所述开口。
6.作为本实用新型进一步改进,所述方形槽正下方设置集料箱。
7.作为本实用新型进一步改进,所述底板通过滑轨与所述开口连接。
8.作为本实用新型进一步改进,所述滑轨包括滑槽和滑块,所述滑槽固定在所述开口两侧内壁,所述滑块固定在所述底板两侧。
9.作为本实用新型进一步改进,所述焊接装置上安装有可伸缩的焊枪。
10.本实用新型的有益效果为:
11.利用机械手和定位部将铝板定位,然后用焊枪完成焊接,最后铝板通过定位部底部的开口滑出,用简单的机械装置完成铝板的预复合,避免人工接触铝板对其表面造成污染。
附图说明
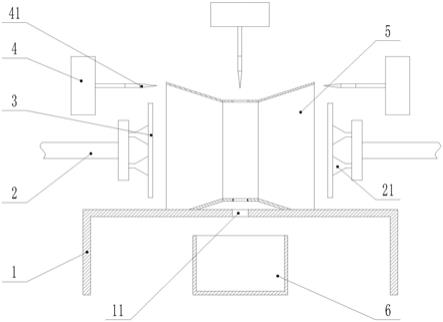
12.图1为本实用新型铝板的预复合装置的主视图;
13.图2为部件5的俯视图;
14.图3为部件5的侧视图;
15.图4为本实用新型铝板的预复合装置的工作原理图ⅰ;
16.图5为图4中a处的放大图;
17.图6为本实用新型铝板的预复合装置的工作原理图ⅱ;
18.图7为本实用新型铝板的预复合装置的工作原理图ⅲ。
19.图中:1、工作台;11、方形槽;2、机械手;21、吸盘;3、铝板;4、焊接装置;41、焊枪;5、定位机构;51、导向部;52、定位部;521、焊接口;522、开口;53、底板;54、滑轨;541、滑槽;542、滑块;6、集料箱。
具体实施方式
20.如图1所示,本实用新型所述的铝板的预复合装置,包括工作台1,工作台1上安装定位机构5,定位机构5包括定位部52,定位部52两侧开口处对称安装导向部51,导向部51呈漏斗状,定位部52的内壁形状匹配铝板3,定位部52顶部加工焊接口521,定位部52底部中间加工开口522,开口522宽度大于铝板3的两倍厚度,工作台1顶部加工贯穿的方形槽11,方形槽11大小匹配开口522,方形槽11正下方设置集料箱6,开口522内活动安装底板53,底板53通过滑轨54与开口522连接,滑轨54包括滑槽541和滑块542,滑槽541固定在开口522两侧内壁,滑块542固定在底板53两侧,定位机构5左右两侧设置机械手2,机械手2的吸盘21吸附铝板3,定位机构5左右两侧及上方设置焊接装置4,焊接装置4上安装有可伸缩的焊枪41。
21.利用机械手和定位部将铝板定位,然后用焊枪完成焊接,最后铝板通过定位部底部的开口滑出,用简单的机械装置完成铝板的预复合,避免人工接触铝板对其表面造成污染。
22.具体使用时,为方便理解本实用新型,结合附图进行描述;
23.工作时,利用定位机构两侧的机械手移动铝板,可以对机械手上的吸盘进行抽吸,使吸盘内产生负气压,从而将铝板吸住,然后机械手带动铝板沿定位机构的导向部移动,当铝板从导向部进入到定位部时,由于定位部内壁的尺寸匹配铝板的外形尺寸,可以将两块铝板在定位部中间进行复合,机械手分别顶住铝板的两侧,完成铝板定位后,焊接装置的焊枪分别通过定位机构的左右两侧开口和顶部的焊接口对两块铝板进行焊接固定,焊接完成后,焊枪回缩复位,将定位部底部的底板沿滑轨拉出,导轨底部的开口大小可供复合后的铝板通过,然后去除吸盘对铝板的吸附力,对吸盘进行充气,使吸盘内由负气压变成零气压或稍为正的气压,铝板即可与吸盘脱离,铝板通过定位部底部的开口后经过工作台顶部的方形槽落入集料箱中,如此完成两块铝板的预复合,收集一定量的铝板后,可以将集料箱送往下一工序进行送料。
24.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.铝板的预复合装置,其特征在于:包括工作台(1),所述工作台(1)上安装定位机构(5),所述定位机构(5)包括定位部(52),所述定位部(52)两侧开口处对称安装导向部(51),所述导向部(51)呈漏斗状,所述定位部(52)的内壁形状匹配铝板(3),所述定位部(52)顶部加工焊接口(521),所述定位部(52)底部中间加工开口(522),所述开口(522)宽度大于所述铝板(3)的两倍厚度,所述开口(522)内活动安装底板(53),所述定位机构(5)左右两侧设置机械手(2),所述机械手(2)的吸盘(21)吸附所述铝板(3),所述定位机构(5)左右两侧及上方设置焊接装置(4)。2.根据权利要求1所述的铝板的预复合装置,其特征在于:所述工作台(1)顶部加工贯穿的方形槽(11),所述方形槽(11)大小匹配所述开口(522)。3.根据权利要求2所述的铝板的预复合装置,其特征在于:所述方形槽(11)正下方设置集料箱(6)。4.根据权利要求1所述的铝板的预复合装置,其特征在于:所述底板(53)通过滑轨(54)与所述开口(522)连接。5.根据权利要求4所述的铝板的预复合装置,其特征在于:所述滑轨(54)包括滑槽(541)和滑块(542),所述滑槽(541)固定在所述开口(522)两侧内壁,所述滑块(542)固定在所述底板(53)两侧。6.根据权利要求1所述的铝板的预复合装置,其特征在于:所述焊接装置(4)上安装有可伸缩的焊枪(41)。
技术总结
铝板的预复合装置,包括工作台,工作台上安装定位机构,定位机构包括定位部,定位部两侧开口处对称安装导向部,定位部的内壁形状匹配铝板,定位部顶部加工焊接口,定位部底部中间加工开口,开口内活动安装底板,定位机构左右两侧设置机械手,机械手的吸盘吸附铝板,定位机构左右两侧及上方设置焊接装置。工作时,定位机构两侧的机械手的吸盘将铝板吸住,然后沿导向部移动,两块铝板在定位部中间复合,焊接装置的焊枪分别通过定位机构的左右两侧开口和顶部的焊接口对铝板进行焊接,焊接完成后去除吸盘对铝板的吸附力,铝板通过定位部底部的开口落入集料箱中。该装置通过简单的机械装置完成铝板的预复合,避免人工接触铝板对其表面造成污染。面造成污染。面造成污染。
技术研发人员:朱伟良
受保护的技术使用者:宁波宁蒸铝业有限公司
技术研发日:2021.02.04
技术公布日:2021/10/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1