一种高压开关定位座的快速夹装工装的制作方法
1.本实用新型涉及高压开关,具体涉及一种高压开关定位座的快速夹装工装。
背景技术:
2.以往高压开关定位座在加工时,定位座装夹不方便,且一次只能够装夹一个定位座进行加工,效率低。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种高压开关定位座的快速夹装工装。
4.本实用新型的技术方案:
5.一种高压开关定位座的快速夹装工装,所述快速夹装工装包括底板,所述底板上固定连接定位座架,定位座架一侧依次排列设置有若干容纳定位座的开口槽,所述底板上滑动安装有若干顶杆,顶杆与开口槽一一相对,所述底板上安装有驱动机构,驱动机构分别连接所有顶杆,驱动顶杆带动设置在其上的压块作与对应开口槽相向移动,压紧对应开口槽内的定位座;
6.所述压块与顶杆螺纹连接,旋转压块,压块于顶杆与对应开口槽相对端伸缩;且在所述压块上套装有锁紧螺母,通过锁紧螺母锁紧压块。
7.所述驱动机构包括若干把手。
8.所述底板上固定连接固定板,固定板与定位座架相对,其上固定连接有若干把手安装板,所有把手安装板依次排列,且每个把手安装板上均安装有导向套,所述顶杆一一对应穿过导向套并与对应导向套滑动配合,所述把手安装在把手安装板上,其下端与把手安装板铰接、中间部位与顶杆通过连接件连接、上端安装有手柄,所述连接件包括两个弧形连接片,两个弧形连接片相对,弧形连接片一端与把手铰接、一端与顶杆铰接,所述把手摆动,驱动对应顶杆移动。
9.所述定位座架为u形板,所述开口槽设置在u形板的开口侧。
10.所述开口槽底部两角为圆弧角。
11.本实用新型优点是,设计合理,结构简单,采用上述快速夹装工装,将快速夹装工装固定到加工工作台上,只需要将定位座对应放置到开口槽内,摆动把手,即可轻松用压块压紧定位座,实现定位座的装夹,方便快捷;一次能够装夹多个定位座,方便快速进行加工,提高加工效率;压块可调,满足不同厚度的定位座的装夹需求;开口槽的设计同时起到了定位作用,便于加工。
附图说明
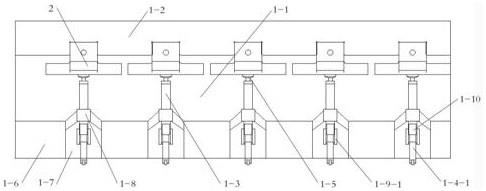
12.图1是快速夹装工装俯视图(装夹有定位座)。
13.图2是快速夹装工装侧视图(装夹有定位座)。
14.图中 底板1
‑
1 定位座架1
‑
2 开口槽1
‑2‑
1 顶杆1
‑
3 把手1
‑4‑
1 压块1
‑
5 固定板
1
‑
6 把手安装板1
‑
7 导向套1
‑
8 弧形连接片1
‑9‑
1 手柄1
‑
10 定位座2。
具体实施方式
15.如图1
‑
2所示,一种高压开关定位座的快速夹装工装,所述快速夹装工装包括底板1
‑
1,所述底板1
‑
1上固定连接定位座架1
‑
2,定位座架1
‑
2一侧依次排列设置有若干容纳定位座2的开口槽1
‑2‑
1,所述底板1
‑
1上滑动安装有若干顶杆1
‑
3,顶杆1
‑
3与开口槽1
‑2‑
1一一相对,所述底板1
‑
1上安装有驱动机构,驱动机构分别连接所有顶杆1
‑
3,驱动顶杆1
‑
3带动设置在其上的压块1
‑
5作与对应开口槽1
‑2‑
1相向移动,压紧对应开口槽1
‑2‑
1内的定位座2;所述压块1
‑
5与顶杆1
‑
3螺纹连接,旋转压块1
‑
5,压块1
‑
5于顶杆1
‑
3与对应开口槽1
‑2‑
1相对端伸缩;且在所述压块1
‑
5上套装有锁紧螺母,通过锁紧螺母锁紧压块1
‑
5;所述驱动机构包括若干把手1
‑4‑
1;所述底板1
‑
1上固定连接固定板1
‑
6,固定板1
‑
6与定位座架1
‑
2相对,其上固定连接有若干把手安装板1
‑
7,所有把手安装板1
‑
7依次排列,且每个把手安装板1
‑
7上均安装有导向套1
‑
8,所述顶杆1
‑
3一一对应穿过导向套1
‑
8并与对应导向套1
‑
8滑动配合,所述把手1
‑4‑
1安装在把手安装板1
‑
7上,其下端与把手安装板1
‑
7铰接、中间部位与顶杆1
‑
3通过连接件连接、上端安装有手柄1
‑
10,所述连接件包括两个弧形连接片1
‑9‑
1,两个弧形连接片1
‑9‑
1相对,弧形连接片1
‑9‑
1一端与把手1
‑4‑
1铰接、一端与顶杆1
‑
3铰接,所述把手1
‑4‑
1摆动,驱动对应顶杆1
‑
3移动;所述定位座架1
‑
2为u形板,所述开口槽1
‑2‑
1设置在u形板的开口侧;所述开口槽2
‑
1底部两角为圆弧角。
16.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种高压开关定位座的快速夹装工装,其特征在于,所述快速夹装工装包括底板,所述底板上固定连接定位座架,定位座架一侧依次排列设置有若干容纳定位座的开口槽,所述底板上滑动安装有若干顶杆,顶杆与开口槽一一相对,所述底板上安装有驱动机构,驱动机构分别连接所有顶杆,驱动顶杆带动设置在其上的压块作与对应开口槽相向移动,压紧对应开口槽内的定位座;所述压块与顶杆螺纹连接,旋转压块,压块于顶杆与对应开口槽相对端伸缩;且在所述压块上套装有锁紧螺母,通过锁紧螺母锁紧压块。2.根据权利要求1所述的一种高压开关定位座的快速夹装工装,其特征在于,所述驱动机构包括若干把手;所述底板上固定连接固定板,固定板与定位座架相对,其上固定连接有若干把手安装板,所有把手安装板依次排列,且每个把手安装板上均安装有导向套,所述顶杆一一对应穿过导向套并与对应导向套滑动配合,所述把手安装在把手安装板上,其下端与把手安装板铰接、中间部位与顶杆通过连接件连接、上端安装有手柄,所述连接件包括两个弧形连接片,两个弧形连接片相对,弧形连接片一端与把手铰接、一端与顶杆铰接,所述把手摆动,驱动对应顶杆移动。3.根据权利要求1所述的一种高压开关定位座的快速夹装工装,其特征在于,所述定位座架为u形板,所述开口槽设置在u形板的开口侧。4.根据权利要求1所述的一种高压开关定位座的快速夹装工装,其特征在于,所述开口槽底部两角为圆弧角。
技术总结
本实用新型涉及一种高压开关定位座的快速夹装工装,所述快速夹装工装包括底板,所述底板上固定连接定位座架,定位座架一侧依次排列设置有若干容纳定位座的开口槽,所述底板上滑动安装有若干顶杆,顶杆与开口槽一一相对,所述底板上安装有驱动机构,驱动机构分别连接所有顶杆,驱动顶杆带动设置在其上的压块作与对应开口槽相向移动,压紧对应开口槽内的定位座;所述压块与顶杆螺纹连接,旋转压块,压块于顶杆与对应开口槽相对端伸缩。将快速夹装工装固定到加工工作台上,只需要将定位座对应放置到开口槽内,摆动把手,即可轻松用压块压紧定位座,实现定位座的装夹,方便快捷;一次能够装夹多个定位座,方便快速进行加工,提高加工效率。率。率。
技术研发人员:陈平
受保护的技术使用者:如皋久源传动机械有限公司
技术研发日:2021.02.08
技术公布日:2021/10/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1