铆钉装配装置及其整列盘的制作方法
1.本实用新型涉及移动通信设备装配领域,具体涉及一种铆钉装配装置及其整列盘。
背景技术:
2.基站天线的组装过程中,底板和各种网络板之间通过塑料铆钉进行相互连接,以使得底板与网络板相贴合,底板与网络板的贴合程度直接影响天线互调指标。
3.业内中底板和网络板的铆钉连接安装通常为人工操作,但由于人工为底板与网络板安装铆钉需要花费较大力气,且因底板和网络板相连接需要大量的铆钉,使得为一套底板和网络板安装铆钉需要花费大量的时间,效率低下,不能适应大规模的生产需求。
4.为此,业内提出为底板和网络板安装铆钉的铆钉装配机,但该铆钉装配机只能用于一种规格的铆钉,当底板和网络板之间需要不同规格的铆钉时,则该铆钉装配机不能发挥作用,或者,必须更换相应规格的铆钉夹具以适应对应规格的铆钉,由此,导致了铆钉装配机为底板和网络板安装铆钉的效率低下。
5.因此,业内亟需一种可夹取不同规格的铆钉,以为底板和网络板安装不同规格铆钉的铆钉装配装置。
技术实现要素:
6.本实用新型的首一目的在于提供一种可对不同规格的铆钉进行整列的整列盘。
7.本实用新型的次一目的在于提供一种铆钉装配装置。
8.适于本实用新型的目的,本实用新型采用如下技术方案:
9.适于本实用新型的首一目的而提供一种整列盘,用于整列铆钉,其具有一板状本体,在该本体上纵横排列设置多个通孔,多个通孔按照所处区块不同而具有不同规格的孔径,以便于分别容置不同规格的铆钉。
10.进一步的,所述区块按列/行分开设置。
11.进一步的,所述区块按矩形区域分开设置。
12.优选的,自本体的一个侧边向另一侧边,所述通孔的规格由大到小设置。
13.适于本实用新型的次一目的而提供一种铆钉装配装置,包括装配平台与设置于装配平台上的铆钉装配机与如首一目的所提供的整列盘;
14.所述装配平台具有装配工位,用于放置需铆接的装配件;
15.所述铆钉装配机包括可多方向运动的机械臂与设置于机械臂一端的多个夹具,所述夹具具有可从整列盘上吸取铆钉的吸取结构,所述铆钉装配机通过机械臂带动夹具移动以从整列盘吸取铆钉,且将吸取的铆钉对设置于装配工位上的装配件进行铆接。
16.进一步的,所述吸取结构包括吸取气嘴,所述吸取气嘴与真空泵连通,以在真空泵的作用下通过吸取气嘴从整列盘上吸取铆钉。
17.进一步的,所述夹具还包括气缸,所述气缸与所述吸取结构连接,以带动吸取结构
升降。
18.较佳的,所述机械臂的一端设有转盘,所述多个夹具绕所述转盘均匀排布,所述转盘对应该多个夹具设有限位孔,夹具穿设于所述限位孔,以对夹具限位。
19.进一步的,所述铆钉装配装置还包括气路单元,所述气路单元用于为所述夹具供气。
20.优选的,所述铆钉装配装置还包括控制单元,所述控制单元包括控制电路,所述控制电路用于控制所述机械臂和所述夹具的工作。
21.相对于现有技术,本实用新型的优势如下:
22.首先,本实用新型的整列盘通过设置于其板状本体上的多个不同孔径的通孔以对应容置不同规格的铆钉,以对铆钉进行整列,以便于后续的取放,避免对大量的铆钉进行筛选。
23.其次,本实用新型的铆钉装配装置通过其机械臂与吸取结构的配合,可从整列盘上分区块批量吸取不同规格的铆钉,且将吸取的铆钉铆接设置于装配工位上装配件,从而减轻了对装配件的铆接的工作,提升了装配效率。
24.本实用新型附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
25.本实用新型上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
26.图1为本实用新型的整列盘的结构示意图。
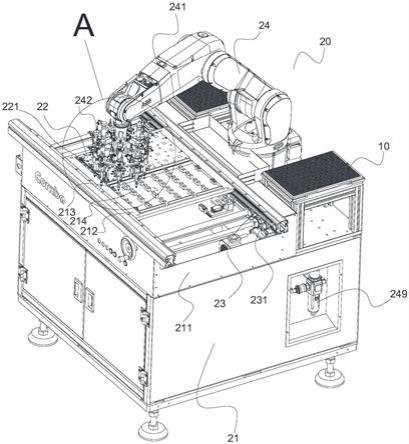
27.图2为本实用新型的铆钉装配机的结构示意图。
28.图3为图2的a部分的放大图。
具体实施方式
29.下面详细描述本实用新型的实施例,所述实施例的实例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是实例性的,仅用于解释本实用新型而不能解释为对本实用新型的限制。
30.本技术领域技术人员可以理解,除非特意声明,这里使用的单数形式“一”、“一个”、“所述”和“该”也可包括复数形式。应该进一步理解的是,本实用新型的说明书中使用的措辞“包括”是指存在所述特征、整数、步骤、操作、元件和/或组件,但是并不排除存在或添加一个或多个其他特征、整数、步骤、操作、元件和/或组件,但是并不排排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或它们的组。应该理解,当我们称元件被“连接”或“耦接”到另一元件时,它可以直接连接或耦接到其他元件,或者也可以存在中间元件。此外,这里使用的“连接”或“耦接”可以包括无线连接或无线耦接。这里使用的措辞“和/或”包括一个或更多个相关联的列出项的全部或任一单元和全部组合。
31.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语),具有与本实用新型所属领域中的普通技术人员的一般理解相同的意义。还
应该理解的是,诸如通用字典中定义的那些术语,应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样被特定定义,否则不会用理想化或过于正式的含义来解释。
32.本实用新型提供了一种整列盘10,该整列盘10用于对不同规格的铆钉进行分类整理。本实用新型涉及了不同规格的铆钉,不同规格铆钉的区别主要体现于铆钉的直径的大小。
33.在本实用新型的典型实施例中,结合图1,所述整列盘10包括呈板状的本体11以及设置在本体11上的多个不同规格的用于放置铆钉的通孔12。具体言之,该多个不同规格的通孔12对应容置不同规格的铆钉,因不同规格的铆钉主要为铆钉直径的不同,由此对应不同规格的通孔12的区别在于通孔12直径的不同。优选,所述铆钉为塑料铆钉,以便于被铆钉装配装置20吸取。
34.铆钉由相连接的铆钉杆与铆钉帽组成。在整理盘中由整列盘10所整列的所有铆钉的铆钉帽居于整列盘10的本体11同一侧,铆钉的铆钉杆朝向整列盘10的本体11与铆钉帽相反一侧。具体言之,通孔12的直径与铆钉的铆钉帽的直径相对应,相对应的通孔12的直径略大于铆钉帽的直径,以使得相对应的铆钉放置于相应的通孔12内时,不会从通孔12上掉落。
35.为便于对不同规格的铆钉进行分类,将相同规格的通孔12按聚集在同一区块,以便于铆钉的整理。
36.具体言之,将整列盘10内的相同规格的通孔12按列/行分开设置,例如,直径为10mm的通孔12设置于第一行,直径为11mm的通孔12设置于第二行。
37.不同列/行的通孔12区块按所对应的通孔12的规格由大到小顺次设置。例如,直径为10mm的通孔12设置于第一行,直径为11mm的通孔12设置于第二行,直径为12mm的通孔12设置于第三行;第一行、第二行及第三行顺次排列。
38.在一个实施例中,整列盘10内具有相同规格的通孔12排布形成矩形区块,不同规格的通孔12所形成的矩形区块在整理盘上均匀分布。
39.本实用新型还提供了一种铆钉装配装置20,该铆钉装配装置20用于从上文所述的整列盘10中吸取铆钉,并将吸取的铆钉装配需通过铆钉连接的装配件。具体言之,装配件可为天线底板与网络板,天线底板与网络板上具有用于铆钉铆接的铆接孔,以便于通过铆钉铆接天线底板与网络板。为便于揭示本实用新型,以下以天线底板与网络板为例揭示本实用新型的技术方案,但不应理解为对本实用新型的限制。
40.在本实用新型的典型实施例中,结合图2,所述铆钉装配装置20包括装配机构21、装配工装22;铆钉装配机24以及上文所述的整列盘10。
41.所述装配工装22呈筒状,用于对天线底板与网络板限位,便于对天线底板与网络板铆接。一般而言,当天线底板与网络板需铆接时,天线底板与网络板层叠设置,天线底板和网络板各自的铆接孔相对应,以便于通过铆钉铆接天线底板与网络板。装配工装22用于容纳层叠设置的天线底板与网络板,使得天线底板与网络板在装配工装22内可稳定的维持层叠状态。装配工装22对应天线底板与网络板的铆接孔处还设有通孔221,以便于铆钉从该通孔221伸入装配工装22内对天线底板与网络板进行铆接,该通孔221与天线底板上的铆接孔和网络板上的铆接孔位具有同一中轴线。
42.所述装配机构21包括装配平台211,该装配平台211设置于装配机构21顶部,以便
于放置天线底板、网络板、铆钉装配机24、夹具242以及整列盘10。
43.所述装配平台211包括装配工位212,该装配工位212用于放置所述装配工装22,且对装配工装22进行限位,以便于对使用铆钉铆接天线底板与网络板。
44.装配工位212呈槽状,以便容纳装配工装22,对装配工装22进行约束限位,避免对天线底板与网络板进行铆接时,装配工装22发生晃动,使得铆接不准确。装配工位212与装配工装22的形状相适应,例如天线底板和网络板呈矩形状,则对应的装配工位212也呈矩形状。
45.装配工位212上还具有多个用于对装配工装22限位的限位结构213,该限位结构213呈柱状,柱状的限位结构213可穿设装配工装22的通孔,以对装配工作进行限位限位。所述装配工位212上还具有多个缓冲件214,装配工装22设置于缓冲件214之上,以便当铆接天线底板与网络板时,缓冲天线底板与网络板所受到的冲击力。多个缓冲件214均匀排布设置于装配工位212上。在一个实施例中,缓冲件214呈开口槽状,缓冲件214由海绵或弹性材料制成。
46.在一个实施例中,所述装配机构21还设有传送机构23,该传送机构23设置于装配平台211之下,以带动装配平台211移动,使得本实用新型的铆钉装配装置20可流水线化对天线底板与网络板进行铆接。传送机构23可为链条传动结构或皮带传送结构。在本实用新型的典型实施例中,所述传送结构为链条传动结构,该链条传送结构包括设置于装配平台211之下的两条传动链231以及带动传动链231运动的电机。
47.所述铆钉装配机24设置于装配平台211上,居于装配工位212的一侧,以便于铆钉装配机24对放置于装配工位212上的天线底板与网络板进行铆接。所述整列盘10具有多个,在本实用新型的典型实施例中,设置两个整列盘10,该两个整列盘10沿装配工位212的长度方向,分别设置于铆钉装配机24的两侧。
48.铆钉装配机24包括机械臂241与设置于机械臂241同一端的多个夹具242。
49.所述机械臂241的另一端与装配平台211连接,另一端连接多个所述夹具242。所述机械臂241具有多个转动关节,以使得机械臂241可在横向、纵向以及垂直方向上自由运动,带动夹具242运动,以使得夹具242可运动至整列盘10上方吸取铆钉,并移动到装配工位212上方,为天线底板与网络板装配铆钉。
50.所述夹具242包括用于吸取铆钉的吸取结构243与为吸取结构243供气的供气单元。
51.结合图3,所述吸取结构243包括吸取气嘴244、真空泵245以及气缸246。
52.吸取气嘴244与真空泵245连通,当真空泵245工作时,与真空泵245连通的吸取气嘴244处的气压将小于外界气压,使得在吸取气嘴244处将产生较大的吸附力,以吸取设置于整列盘10的通孔上的铆钉。当吸取气嘴244需要释放被吸取的铆钉时,使真空泵245停止工作,则吸取气嘴244处的气压与外界气压相同,吸取气嘴244不具有对铆钉的吸附力,铆钉从吸取气嘴244处掉落。在一个实施例中,多个夹具242的吸取气嘴244可同时各吸取一个铆钉,且该些铆钉的规格相同或不相同,以实现批量吸取不同规格的铆钉。
53.所述吸取气嘴244通过气缸246与机械臂241连接,气缸246可带动吸取气嘴244上下(装配平台211的厚度方向)升降。当吸取气嘴244吸取铆钉,且居于设置于装配工装22内的天线底板与网络板的具有相同中轴线的两个铆接孔上时,驱动气缸246工作,气缸246带
动吸取了铆钉的吸取气嘴244向该两个铆接孔方向下落,使得吸取气嘴244所吸取的铆钉可准确的穿设天线底板与网络板上的相对的两个铆接孔上,以铆接天线底板与网络板。当吸取气嘴244所吸取的铆钉穿设了天线底板与网络板上所对应的两个铆接孔时,可使真空泵245工作,以将铆钉从吸取气嘴244上释放,以便对天线底板与网络板更好的铆接。
54.因,铆钉装配机24包括多个吸取结构243,为避免该多个吸取结构243在被机械臂241带动时,各自晃动碰撞,铆钉装配机24还设有转盘247,所述转盘247用于对多个吸取结构243进行限位,以避免该多个吸取结构243在被移动时相互晃动碰撞。
55.具体言之,所述转盘247上具有多个限位孔248,吸取结构243穿设于限位孔248,限位孔248对穿设于其中的吸取结构243限位,使得吸取结构243仅受气缸246的驱动上下升降移动,从而使得吸取结构243不会朝其它方向晃动,以避免与其它吸取结构243相碰撞。优选转盘247上的多个限位孔248沿转盘247的圆周间隔均匀排布,从而使得对应设置于多个限位孔248内的多个吸取结构243沿转盘247的圆周间隔均匀排布。在一个实施例中,铆钉装配机24具有8个夹具242,转盘247对应设有8个限位孔248。
56.所述供气单元包括输气管路与气源,气源通过输气管路与吸取结构243的真空泵245和气缸246相连通,以进行供气。在一个实施例中,所述气源为气泵249。
57.在本实用新型的典型实施例中,铆钉装配装置20使用铆钉铆接天线底板与网络板的具体工作流程为:将天线底板与网格板设置于装配工装22内,将放置了天线底板与网络板的装配工装22放置于装配平台211上,传送机构23带动放置了天线底板与网络板的装配工装22移动到装配平台211的相应的装配工位212上。
58.之后,驱动机械臂241移动至设置于其一侧的整列盘10上方,使得多个吸取结构243居于将要对应吸取的铆钉的上方,启动真空泵245,吸取结构243的吸取气嘴244从整列盘10上吸取对应的铆钉;之后驱动机械臂241移动到设置于装配工位212上的放置了天线底板与网络板的装配工装22上,使得多个吸取结构243所吸取的铆钉对应装配工装22内的天线底板与网络板的两个相对应的铆接孔,驱动气缸246工作,带动吸取气嘴244向铆接孔方向移动,以使得铆钉可铆接天线底板与网络板的两个相对应的铆接孔,实现天线底板与网络板的铆接。
59.之后,通过传送机构23将完成铆接的设置于装配工装22内的天线底板与网络板传送出装配工位212,将下一个未进行设置于装配工装22内的未进行铆接的天线底板与网络板传送至装配工位212,进行铆接,以实现流水线化工作。
60.所述铆钉装配装置20还包括控制单元,该控制单元包括控制电路,所述控制电路用于控制机械臂241、夹具242以及传送机构23工作。
61.具体言之,控制电路包括控制芯片,该控制芯片可控制机械臂241的移动量,使得夹具242可对应从整列盘10上吸取相应规格的铆钉,且可准确对应天线底板与网络板上相应的两个铆接孔,以实现精确铆接。
62.综上所述,本实用新型的铆钉装配装置通过其机械臂与吸取结构的配合,可从整列盘上吸取相应规格的铆钉,且将吸取的铆钉铆接设置于装配工位上装配件。
63.以上描述仅为本实用新型的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本实用新型中所涉及的实用新型范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述实用新型构思的情况下,由上述技术特征
或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本实用新型中实用新型的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
64.尽管已经采用特定于结构特征和/或方法逻辑动作的语言描述了本主题,但是应当理解所附权利要求书中所限定的主题未必局限于上面描述的特定特征或动作。相反,上面所描述的特定特征和动作仅仅是实现权利要求书的示例形式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1