用于龙门式加工中心的丝杠安装结构的制作方法
1.本实用新型涉及一种用于龙门式加工中心的丝杠安装结构,属于龙门式加工中心(cnc)主体结构技术领域。
背景技术:
2.装备制造业在工业应用中对机床提出了更高的速度,加速度,精度稳定性等等方面的要求,因此在机床的生产中,需要通过改进或创新一些机械结构以满足实际的需求。现如今各类的加工母机,零件的检测方法、测量工具相比以前有了很大进步,通过一体铸造的零件来替代几个零件间用螺钉连接结构,可以大大增加机床刚性,而且减少了装配过程中修配所消耗的时间,实际生产成本却不会有太大的增加。
3.如一体式滑座作为龙门式加工中心(cnc)主体结构的主要组成零件之一,是机床的y、z轴移动的基础,为了增加刚性,z轴丝杠两端的轴承座是跟滑座铸为一体构成一体式滑座。但是因为轴承座跟滑座是一体的,装配丝杠螺母时有下轴承座的阻挡,缺乏操作空间,丝杠螺母上的紧固螺钉就会有安装受限而导致安装困难的问题。
技术实现要素:
4.针对上述现有技术中的不足之处,本实用新型提出用于龙门式加工中心的丝杠安装结构,用于解决一体式滑座的下轴承座部分阻挡了丝杠螺母上紧固螺钉的安装问题,其适用性强,进而保证安装精度和生产效率。
5.为了实现上述目的,本实用新型的技术方案:一种用于龙门式加工中心的丝杠安装结构,其包括丝杠以及相配合的丝杠螺母,所述丝杠螺母通过紧固螺钉安装到螺母座上,所述螺母座固定连接在主轴箱上;所述丝杠的上端安装有轴承组件且通过轴承组件连接在一体式滑座的上轴承座上,所述一体式滑座也与主轴箱固定连接;所述丝杠的下端安装有同轴的丝杠支撑套且通过丝杠支撑套连接在一体式滑座的下轴承座上,所述丝杠支撑套与一体式滑座的上、下轴承座同轴且同精度;所述丝杠支撑套的一侧沿其轴向设有镂空缺口以使螺钉扳手能够通过该镂空缺口安装所述紧固螺钉。
6.进一步的,所述一体式滑座的下轴承座的安装孔为台阶孔,所述丝杠支撑套的外沿为环状的安装台,丝杠支撑套的安装台螺钉连接在一体式滑座的安装孔的台阶上。
7.进一步的,所述丝杠支撑套的中心孔分为两段,该中心孔下段的孔径大于上段且下段长于上段。
8.进一步的,所述丝杠支撑套的镂空缺口能同时暴露至少三颗紧固螺钉。
9.进一步的,所述丝杠支撑套的安装台与一体式滑座的安装孔的台阶通过依次间隔90
°
的三颗螺钉连接;所述紧固螺钉一共有八颗且对称分布在两侧,单侧的紧固螺钉能够同时暴露在所述镂空缺口中。
10.与现有技术相比,本实用新型的有益效果是:通过丝杠支撑套作为安装过程中的工装件,使得丝杠在装配到位后,因丝杠支撑套上设有镂空缺口,而不会阻挡螺钉扳手从其
穿过,如此螺钉扳手能够直达丝杠螺母处安装紧固螺钉,将丝杠螺母与螺母座固定在一起,从而保证丝杠的安装。
11.本方案还通过一体式滑座的台阶孔结构配合丝杠支撑套的安装台结构,使得丝杠支撑套的安装定位更方便和准确,从而保证丝杠的安装精度。
12.本方案还通过对丝杠支撑套的中心孔的设计,确保丝杠有轴端的摆动量及间隙量。
13.本方案还通过对紧固螺钉的分布以及丝杠支撑套的定位设置,进一步确保精度的条件下,达到快速安装的目的。
14.本方案在保证装配精度的同时方便对丝杠螺母上的紧固螺钉进行安装,用丝杠支撑套安装一体式滑座与丝杠螺母,不影响精度,提升了生产效率,使得机床更容易批量生产。
附图说明
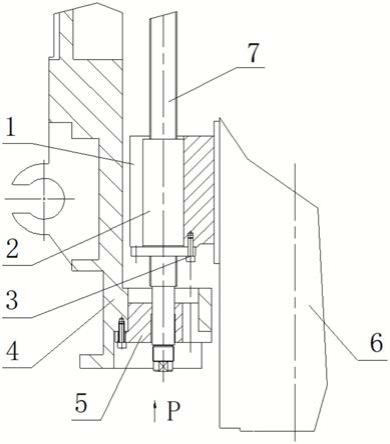
15.图1是本实用新型一种实施例的结构示意图。
16.图2是图1中p方向所示的局部结构放大图。
具体实施方式
17.下面结合具体实施例及附图来进一步详细说明本实用新型。
18.一种用于龙门式加工中心的丝杠安装结构,如图1所示,其包括丝杠7以及相配合的丝杠螺母2,所述丝杠螺母2通过紧固螺钉3安装到螺母座1上,所述螺母座1固定连接在主轴箱6上。所述丝杠7的上端安装有轴承组件且通过轴承组件连接在一体式滑座4的上轴承座上,所述一体式滑座4也与主轴箱6固定连接;所述丝杠7的下端安装有同轴的丝杠支撑套5且通过丝杠支撑套5连接在一体式滑座4的下轴承座上,所述丝杠支撑套5与一体式滑座4的上、下轴承座同轴且同精度;所述丝杠支撑套5的一侧沿其轴向设有镂空缺口51以使螺钉扳手能够通过该镂空缺口51安装所述紧固螺钉3。
19.本方案通过丝杠支撑套5作为安装过程中的工装件,使得丝杠7在装配到位后,因丝杠支撑套5上设有镂空缺口51,而不会阻挡螺钉扳手从其穿过,如此螺钉扳手能够直达丝杠螺母2处安装紧固螺钉3,将丝杠螺母2与螺母座1固定在一起,从而保证丝杠7的安装。螺钉扳手可以选用行业常用的l型等类型第专用扳手。
20.为使丝杠支撑套5的安装定位更方便和准确,进而保证丝杠7的安装精度,所述一体式滑座4的下轴承座的安装孔为台阶孔,所述丝杠支撑套5的外沿为环状的安装台,丝杠支撑套5的安装台螺钉连接在一体式滑座4的安装孔的台阶上。
21.作为优选的实施例,所述丝杠支撑套5的中心孔分为两段,该中心孔下段的孔径大于上段且下段长于上段,确保丝杠有轴端的摆动量及间隙量,调整至保持一定的间隙状态。
22.为保证丝杠支撑套5定位不发生位移,所述丝杠支撑套5的镂空缺口51能同时暴露至少三颗紧固螺钉3,形成三点定位,避免窜动。
23.如图2所示,作为一种具体的优选实施例,所述丝杠支撑套5的安装台与一体式滑座4的安装孔的台阶通过依次间隔90
°
的三颗螺钉连接;所述紧固螺钉3一共有八颗且对称分布在两侧,单侧的紧固螺钉3能够同时暴露在所述镂空缺口51中。一侧的四颗紧固螺钉3
安装到位后,将丝杠支撑套5转动到镂空缺口51对应到另一侧的四颗紧固螺钉3,再进行安装即可。能进一步确保精度的条件下,达到快速安装的目的。
24.当丝杠7作为机床的z轴丝杠时,其整个装配过程如下:
25.1.将螺母座1安装在主轴箱6上,调整螺母座1的中心孔的轴线,与主轴箱6的导轨运动轨道的平行度;
26.2.用检棒找正z轴丝杠两端的轴承座与滑座导轨滑块安装面的平行度,并且保证两端的轴承座的同心度;
27.3.将丝杠7及两端轴承组件安装在一体式滑座4上;
28.4.将主轴箱6与一体式滑座4合装到一起,拆掉下端的轴承组件,安装丝杠支撑套5,紧固丝杠螺母2上的紧固螺钉3;
29.5.再拆掉丝杠支撑套5,换上下端的轴承组件,z轴丝杠装配完成。
30.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种用于龙门式加工中心的丝杠安装结构,其包括丝杠(7)以及相配合的丝杠螺母(2),所述丝杠螺母(2)通过紧固螺钉(3)安装到螺母座(1)上,所述螺母座(1)固定连接在主轴箱(6)上;所述丝杠(7)的上端安装有轴承组件且通过轴承组件连接在一体式滑座(4)的上轴承座上,所述一体式滑座(4)也与主轴箱(6)固定连接,其特征在于:所述丝杠(7)的下端安装有同轴的丝杠支撑套(5)且通过丝杠支撑套(5)连接在一体式滑座(4)的下轴承座上,所述丝杠支撑套(5)与一体式滑座(4)的上、下轴承座同轴且同精度;所述丝杠支撑套(5)的一侧沿其轴向设有镂空缺口(51)以使螺钉扳手能够通过该镂空缺口(51)安装所述紧固螺钉(3)。2.根据权利要求1所述的用于龙门式加工中心的丝杠安装结构,其特征在于:所述一体式滑座(4)的下轴承座的安装孔为台阶孔,所述丝杠支撑套(5)的外沿为环状的安装台,丝杠支撑套(5)的安装台螺钉连接在一体式滑座(4)的安装孔的台阶上。3.根据权利要求1所述的用于龙门式加工中心的丝杠安装结构,其特征在于:所述丝杠支撑套(5)的中心孔分为两段,该中心孔下段的孔径大于上段且下段长于上段。4.根据权利要求1至3中任一项所述的用于龙门式加工中心的丝杠安装结构,其特征在于:所述丝杠支撑套(5)的镂空缺口(51)能同时暴露至少三颗紧固螺钉(3)。5.根据权利要求4所述的用于龙门式加工中心的丝杠安装结构,其特征在于:所述丝杠支撑套(5)的安装台与一体式滑座(4)的安装孔的台阶通过依次间隔90
°
的三颗螺钉连接;所述紧固螺钉(3)一共有八颗且对称分布在两侧,单侧的紧固螺钉(3)能够同时暴露在所述镂空缺口(51)中。
技术总结
本实用新型提出了一种用于龙门式加工中心的丝杠安装结构,其包括丝杠以及相配合的丝杠螺母,所述丝杠螺母通过紧固螺钉安装到螺母座上,所述螺母座固定连接在主轴箱上;所述丝杠的上端安装有轴承组件且通过轴承组件连接在一体式滑座的上轴承座上,所述一体式滑座也与主轴箱固定连接;所述丝杠的下端安装有同轴的丝杠支撑套且通过丝杠支撑套连接在一体式滑座的下轴承座上,所述丝杠支撑套与一体式滑座的上、下轴承座同轴且同精度;所述丝杠支撑套的一侧沿其轴向设有镂空缺口以使螺钉扳手能够通过该镂空缺口安装所述紧固螺钉。本方案解决了一体式滑座的下轴承座部分阻挡了丝杠螺母上紧固螺钉的安装问题,其适用性强,进而保证安装精度和生产效率。保证安装精度和生产效率。保证安装精度和生产效率。
技术研发人员:孙向玲 任越利
受保护的技术使用者:重庆新润星科技有限公司
技术研发日:2021.04.22
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1