一种齿条加工工装的制作方法
1.本实用新型属于煤矿机械技术装备领域,具体涉及一种齿条加工工装。
背景技术:
2.目前,煤矿井下输送机用链轮轴组的寿命是影响采煤效率的关键,链轮轴组的链轮轮齿因为处于易磨损的工作条件,磨损严重后必须及时更换,每个链轮都有7~8个齿,数量较多,且要求能够互换安装。链轮轮齿链窝形状为不规则的圆弧面,需要磨削或铣削加工;顶部也是圆弧面,需要车削。这些加工工序复杂,独立加工难度大,且费时、费力,严重影响生产效率;对加工零件的定位尺寸也不能保证一致性;易产生不合格件甚至是报废件,影响产品质量,增加了生产成本。
技术实现要素:
3.本实用新型的目的是为了克服现有技术的缺陷,提供一种齿条加工工装,从而有效解决了现有技术中存在的问题。
4.本实用新型采取的技术方案是:一种齿条加工工装,包括圆柱体座盘,其特征在于:所述圆柱体座盘中心开设圆柱孔,圆柱体座盘周围均匀开设多个键槽,键槽上开设螺纹孔, 圆柱体座盘上下端面均设有安装定位孔。
5.所述键槽与齿条底部长方形键状结构相匹配。
6.所述螺纹孔数量为两个,对称布设。
7.所述安装定位孔与机床上的定位芯轴相匹配,用于与机床安装。
8.所述圆柱孔的中间部分为减重孔。
9.本发明的有益效果是:可以同时加工多个齿条,各齿条标准完全统一,保证加工质量,工作效率高,降低了生产成本。
附图说明
10.图1为本实用新型结构图;
11.图2为图1的a-a剖视图;
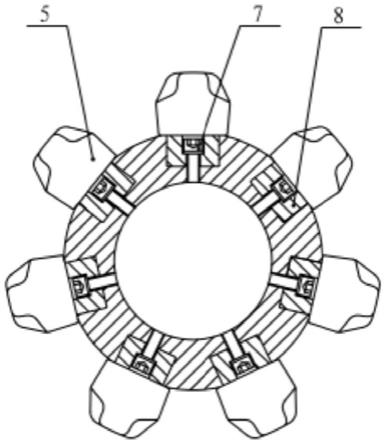
12.图3为本实用新型使用状态示意图;
13.图4为图3的b-b剖视图;
14.图中:1-座盘,2-键槽,3-圆柱孔,4-螺纹孔,5-齿条,6-安装定位孔,7-定位螺栓, 8-台阶孔。
具体实施方式
15.实施例1,见图1-2,一种齿条加工工装,包括圆柱体座盘1,其特征在于:所述圆柱体座盘1中心开设圆柱孔3,圆柱体座盘1周围均匀开设多个键槽2,键槽2上开设螺纹孔4, 圆柱体座盘1上下端面均设有安装定位孔6。
16.所述键槽2与齿条5底部长方形键状结构相匹配。
17.所述螺纹孔4数量为两个,对称布设。
18.所述安装定位孔6与机床上的定位芯轴相匹配。
19.使用方法:
20.见图3-4,将齿条5底部装配面和台阶孔8加工好后,将齿条5一一安装在本工装的键槽2中,定位螺栓7通过台阶孔8穿入螺纹孔4中将齿条5固定在键槽2中。
21.将装有齿条5的本工装通过一端的定位孔6与机床上的定位芯轴安装,另一端定位孔6用带孔压板和螺栓安装于机床工作面的t型槽上先加工齿条5的外圆,加工完成后,取下来再整体安装于数控铣床上将齿条5的链窝铣削成型。
技术特征:
1.一种齿条加工工装,包括圆柱体座盘(1),其特征在于:所述圆柱体座盘(1)中心开设圆柱孔(3),圆柱体座盘(1)周围均匀开设多个键槽(2),键槽(2)上开设螺纹孔(4), 圆柱体座盘(1)上下端面均设有安装定位孔(6)。2.如权利要求1所述的一种齿条加工工装,其特征在于:所述键槽(2)与齿条(5)底部长方形键状结构相匹配。3.如权利要求1所述的一种齿条加工工装,其特征在于:所述螺纹孔(4)数量为两个,对称布设。4.如权利要求1所述的一种齿条加工工装,其特征在于:所述安装定位孔(6)与机床上的定位芯轴相匹配。
技术总结
本实用新型涉及一种齿条加工工装,包括圆柱体座盘(1),其特征在于:所述圆柱体座盘(1)中心开设圆柱孔(3),圆柱体座盘(1)周围均匀开设多个键槽(2),键槽(2)上开设螺纹孔(4),圆柱体座盘(1)上下端面均设有安装定位孔(6)。该工装可以同时加工多个齿条,各齿条标准完全统一,保证加工质量,工作效率高,降低了生产成本。本。本。
技术研发人员:贾成艳
受保护的技术使用者:甘肃容和激光再制造技术有限公司
技术研发日:2021.04.26
技术公布日:2022/5/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1