一种推力杆壳体加工工装的制作方法
1.本实用新型涉及一种工装,具体说是一种推力杆壳体加工工装。
背景技术:
2.推力杆又叫做防倾杆,是悬架系统中的一种辅助性元件。它的主要作用是防止车身在转弯时发生太大的横向侧倾,造成不必要的交通事故。所以横向推力杆的主要目的就是防止汽车横向倾翻和改善汽车的平衡性。横向推力杆是用弹簧钢制成的扭杆弹簧,它的形状呈“u”形,横置在汽车的前墙和后墙。在推力杆身的中部,用套筒(即推力杆壳体)与车架铰接,推力杆的两端则分别是固定在了左右的悬架之上,只有当车身进行垂直运动时,两侧悬架变形相同,横向推力杆就起不到作用了。当车身侧倾的时候,两侧的悬架跳动就有所不一致,横向的推力杆就会发生扭转,杆身的弹力成为继续让汽车侧倾的阻力,最终起到了横向稳定的作用。目前推力杆壳体加工过程中固定方式比较单一,加工尺寸及加工公差,不易于控制。
技术实现要素:
3.为了解决上述问题,本实用新型的目的是提供一种推力杆壳体加工工装。
4.为实现上述目的,本实用新型的技术方案为:一种推力杆壳体加工工装,包括底板和定位块,定位块垂直固定于底板的表面中心,定位块为长方体形,且其中长边的一面中心固定有与底板表面平行的定位销轴,通过定位销轴将推力杆壳体呈竖直状态固定,定位块顶端开有与定位块长边平行的长条形固定槽,竖直的螺栓固定板底部边沿固定卡在长条形固定槽内,螺栓固定板两侧贯穿有对称的螺栓穿孔,左右对称的固定螺母的螺纹柱分别贯穿拧在各侧螺栓穿孔内,各固定螺母的螺纹柱部分与螺母本体垂直,使左右对称的固定螺母轴心线在同一条直线上,各侧固定螺母内分别贯穿拧有螺柱相对的夹紧螺栓,夹紧螺栓拧紧后夹紧推力杆壳体顶部的圆筒部分,使圆筒部分无法转动,从而起到固定推力杆壳体。
5.进一步地,定位销轴的外端套有定位套,且定位销轴的端部将定位套挡住进行限位。
6.进一步地,为了更好地固定在加工设备加工区域,定位块的两侧短边部分分别对应设置有贯穿底板的长条形滑槽,长条形滑槽用于贯穿固定本实用新型的螺栓,长条形滑槽则方便调节固定位置。
7.进一步地,为了便于拆卸,底板的下表面贯穿有用于固定定位块的螺栓。
8.本实用新型通过定位销轴以及左右对称的夹紧螺栓可实现推力杆壳体竖直放置的三点夹紧,不仅便于更换推力杆壳体进行连续加工,而且使推力杆壳体固定牢固,有效减小推力杆壳体加工时因为松动等造成的加工误差,充分保证产品的一致性。
附图说明
9.现结合附图对本实用新型做进一步说明。
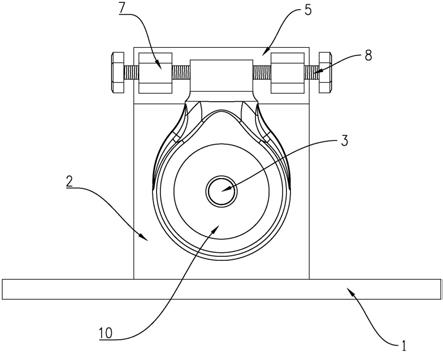
10.图1为本实用新型的主视结构示意图;
11.图2为本实用新型去掉螺栓的侧视结构示意图;
12.图3为本实用新型去掉螺栓的立体结构示意图。
具体实施方式
13.如图1
‑
3所示,一种推力杆壳体加工工装,包括底板1和定位块2,定位块2垂直固定于底板1的表面中心,且底板1的下表面贯穿有用于固定定位块2的螺栓,定位块2为长方体形,且其中长边的一面中心固定有与底板1表面平行的定位销轴3,通过定位销轴3将推力杆壳体竖直固定在定位块2一侧表面,如图1,定位销轴3的外端套有定位套10,且定位销轴3的端部将定位套10挡住进行限位,另外也便于安装及拆卸,从而方便更换推力杆壳体进行连续加工,定位块2 顶端开有与定位块2长边平行的长条形固定槽4,竖直的螺栓固定板5 底部边沿固定卡在长条形固定槽4内,定位块2的长边长度等于螺栓固定板5的长度,螺栓固定板5可采用定位块2顶端的螺栓进行固定,方便进行拆卸,也可以直接焊接,螺栓固定板5两侧贯穿有对称的螺栓穿孔6,左右对称的固定螺母7的螺纹柱分别贯穿拧在各侧螺栓穿孔6内,各固定螺母7的螺纹柱部分与螺母本体垂直,使左右对称的固定螺母7轴心线在同一条直线上,各侧固定螺母7内分别贯穿拧有螺柱相对的夹紧螺栓8,两侧夹紧螺栓8的位置通过旋拧可调,不仅可以保证夹紧推力杆壳体的圆筒形部分,而且还可以夹紧不同型号的推力杆壳体,定位块2的两侧短边部分分别对应设置有贯穿底板1的长条形滑槽9,各侧长条形滑槽9的两端为圆弧形,长条形滑槽9拧紧螺栓后即可固定在加工设备的工作台面上,便于进行安装调试。
14.以上所述仅为本实用新型示意性的具体实施方式,并非用以限定本实用新型的范围。任何本领域的技术人员,在不脱离本实用新型的构思和原则的前提下所作出的等同变化与修改,均应属于本实用新型保护的范围。
技术特征:
1.一种推力杆壳体加工工装,其特征在于:包括底板(1)和定位块(2),定位块(2)垂直固定于底板(1)的表面中心,定位块(2)为长方体形,且其中长边的一面中心固定有与底板(1)表面平行的定位销轴(3),定位块(2)顶端开有与定位块(2)长边平行的长条形固定槽(4),竖直的螺栓固定板(5)底部边沿固定卡在长条形固定槽(4)内,螺栓固定板(5)两侧贯穿有对称的螺栓穿孔(6),左右对称的固定螺母(7)的螺纹柱分别贯穿拧在各侧螺栓穿孔(6)内,各固定螺母(7)的螺纹柱部分与螺母本体垂直,使左右对称的固定螺母(7)轴心线在同一条直线上,各侧固定螺母(7)内分别贯穿拧有螺柱相对的夹紧螺栓(8)。2.如权利要求1所述的一种推力杆壳体加工工装,其特征在于:定位销轴(3)的外端套有定位套(10),且定位销轴(3)的端部将定位套(10)挡住进行限位。3.如权利要求1所述的一种推力杆壳体加工工装,其特征在于:定位块(2)的两侧短边部分分别对应设置有贯穿底板(1)的长条形滑槽(9)。4.如权利要求1所述的一种推力杆壳体加工工装,其特征在于:底板(1)的下表面贯穿有用于固定定位块(2)的螺栓。5.如权利要求1所述的一种推力杆壳体加工工装,其特征在于:定位块(2)的长边长度等于螺栓固定板(5)的长度。6.如权利要求1所述的一种推力杆壳体加工工装,其特征在于:各侧长条形滑槽(9)的两端为圆弧形。
技术总结
本实用新型公开了一种推力杆壳体加工工装,包括底板和定位块,定位块垂直固定于底板的表面中心,定位块为长方体形,定位块顶端开有与定位块长边平行的长条形固定槽,竖直的螺栓固定板底部边沿固定卡在长条形固定槽内,螺栓固定板两侧贯穿有对称的螺栓穿孔,左右对称的固定螺母的螺纹柱分别贯穿拧在各侧螺栓穿孔内,各固定螺母的螺纹柱部分与螺母本体垂直,使左右对称的固定螺母轴心线在同一条直线上,各侧固定螺母内分别贯穿宁有螺柱相对的夹紧螺栓。本实用新型有效减小推力杆壳体加工时因为松动等造成的加工误差,充分保证产品的一致性。致性。致性。
技术研发人员:李玉平
受保护的技术使用者:诸城市誉美汽车部件有限公司
技术研发日:2021.05.18
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1