一种用于销头锻造的组合式方形冲头的制作方法
1.本实用新型涉及方形冲头加工技术领域,具体为一种用于销头锻造的组合式方形冲头。
背景技术:
2.销头为一种应用于桥梁,大型场馆建筑等大型设施的防震减震设施零部件,其性能要求严格,要求为锻造产品,且锻件不允许出现裂纹、折叠、过热过烧等缺陷。销头锻件的生产,常采用闭式模锻方式进行锻造,因而需要使用到冲头。冲头是机械工具中的冲压模具上的金属零件,又叫做冲棒、冲针或者冲子,是安装在冲压模具上进行连续冲裁冲压冲断作业,使被加工材料发生分离或塑性变形,从而获得所需要的成品或者半成品。而现有的技术中,冲头常采用一体式结构设计,采用高速钢和钨钢制成,其加工成本高。而锻造工艺中,冲头的磨损较大,常常需要更换,使用量非常大,冲头成本高。一体式冲头磨损后,难以修复,常常是整体更换,造成极大的浪费,且增加了销头锻造的成本。且冲头的再制造,工序多而繁杂。
技术实现要素:
3.本实用新型的目的在于提供一种用于销头锻造的组合式方形冲头,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于销头锻造的组合式方形冲头,包括冲头座和冲头,所述冲头座采用圆形结构设计,其一侧面开设有圆形的冲头安装槽,所述冲头呈方形结构设计,所述冲头的远离刃口端设有圆形的冲头安装部,所述冲头安装部固定于冲头安装槽内,所述冲头上套设有压盖,所述冲头座上开设有垂直于冲头座端面的多个第二螺纹孔,所述压盖上开设有垂直于压盖端面的多个第三螺纹孔,所述压盖与冲头座抵接,所述第二螺纹孔和第三螺纹孔之间连接有第二螺钉,所述压盖上开设圆形通孔,所述冲头座的远离冲头的端面设有连接柄。
5.进一步优选,所述连接柄为圆柱形结构设计,其圆周面设有螺纹。
6.进一步优选,所述冲头与冲头安装部之间设有冲头连接部。
7.进一步优选,所述冲头连接部与通孔间隙配合,所述冲头安装槽与冲头安装部间隙配合。
8.进一步优选,所述冲头座的圆周面设有多个第一螺纹孔,多个所述第一螺纹孔与冲头安装槽相连通。
9.进一步优选,所述第一螺纹孔内螺接有第一螺钉。
10.进一步优选,多个所述第二螺纹孔沿冲头座的圆周方向均匀排列,所述第二螺纹孔采用沉孔结构设计。
11.进一步优选,所述冲头采用h13钢材料制成,所述冲头座和压盖采用 42crmo材料制成。
12.有益效果:本实用新型的用于销头锻造的组合式方形冲头,采用分体结构设计,通过多个第二螺钉实现冲头座和压盖的连接,保证冲头的轴向固定,通过多个第一螺钉实现冲头的径向固定,保证冲头在使用过程中不会发生扭转;方形冲头的结构简单,易于生产,当冲头刃口发生磨损时,冲头更换容易,减少方形冲头的更换成本,减少生产工序及工时,增加方形冲头的加工效率;同时冲头采用h13钢材料制成,冲头座和压盖采用42crmo材料制成,其硬度为hrc36-hrc40,避免整个方形冲头的加工全部采用h13钢的成本高的现象,减少方形冲头的制造成本。
附图说明
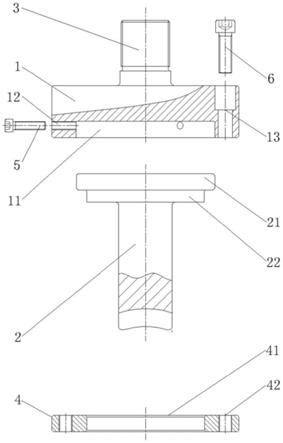
13.图1为本实用新型实施例所公开的用于销头锻造的组合式方形冲头的分解结构示意图;
14.图2为本实用新型实施例所公开的用于销头锻造的组合式方形冲头的另一分解结构示意图;
15.图3为本实用新型实施例所公开的用于销头锻造的组合式方形冲头的主视结构示意图;
16.图4为本实用新型实施例所公开的用于销头锻造的组合式方形冲头的另一主视结构示意图;
17.图5为本实用新型实施例所公开的用于销头锻造的组合式方形冲头的轴测结构示意图。
18.附图标记:1-冲头座,11-冲头安装槽,12-第一螺纹孔,13-第二螺纹孔, 2-冲头,21-冲头安装部,22-冲头连接部,3-连接柄,4-压盖,41-通孔,42
‑ꢀ
第三螺纹孔,5-第一螺钉,6-第二螺钉。
具体实施方式
19.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
20.如图1-5所示,一种用于销头锻造的组合式方形冲头,包括冲头座1和冲头2,所述冲头座1采用圆形结构设计,其一侧面开设有圆形的冲头安装槽 11,所述冲头2呈方形结构设计,所述冲头2的远离刃口端设有圆形的冲头安装部21,所述冲头安装部21固定于冲头安装槽11内,所述冲头2上套设有压盖4,所述冲头座1上开设有垂直于冲头座1端面的多个第二螺纹孔13,所述压盖4上开设有垂直于压盖4端面的多个第三螺纹孔42,所述压盖4与冲头座1抵接,所述第二螺纹孔13和第三螺纹孔42之间连接有第二螺钉6,所述压盖4上开设圆形通孔41,所述冲头座1的远离冲头2的端面设有连接柄3。
21.本申请中,所述方形冲头采用冲头座1、冲头2和压盖4的分体式结构设计,通过多个第二螺钉6实现冲头座1和压盖4的连接,保证冲头2的轴向固定,通过多个第一螺钉5实现冲头2的径向固定,保证冲头2在使用过程中不会发生扭转。所述方形冲头的结构简单,易于生产,当冲头刃口发生磨损时,冲头更换容易,减少方形冲头的更换成本,减少生产工序及工时,增加方形冲头的加工效率。
22.优选的,所述连接柄3为圆柱形结构设计,其圆周面设有螺纹,用于和销头加工模
具模座的连接,螺纹连接方便。
23.优选的,所述冲头2与冲头安装部21之间设有冲头连接部22,用于和压盖4相配合。
24.优选的,所述冲头连接部22与通孔41间隙配合,所述冲头安装槽11与冲头安装部21间隙配合,保证冲头2的安装顺畅,降低冲头2的更换时间。
25.优选的,所述冲头座1的圆周面设有多个第一螺纹孔12,多个所述第一螺纹孔12与冲头安装槽11相连通;所述第一螺纹孔12内螺接有第一螺钉5,通过第一螺钉5旋入第一螺纹孔12,用于压紧冲头安装部21,防止冲头2在使用过程中发生扭转。本申请中,所述第一螺纹孔12为三个,其内螺接有三个第一螺钉5,实现冲头安装部21的三点定位,保证第一螺钉5的安装牢固。
26.优选的,多个所述第二螺纹孔13沿冲头座1的圆周方向均匀排列,所述第二螺纹孔13采用沉孔结构设计。本申请中,所述冲头座1上的第二螺纹孔 13有六个,通过六个第二螺钉6锁紧压盖4,保证冲头2的固定牢固。
27.优选的,所述冲头2采用h13钢材料制成,其硬度为hrc48-hrc52;所述冲头座1和压盖4采用42crmo材料制成,其硬度为hrc36-hrc40,避免整个方形冲头的加工全部采用h13钢的成本高的现象,减少方形冲头的制造成本。
28.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型性的保护范围之内的实用新型内容。
技术特征:
1.一种用于销头锻造的组合式方形冲头,其特征在于:包括冲头座(1)和冲头(2),所述冲头座(1)采用圆形结构设计,其一侧面开设有圆形的冲头安装槽(11),所述冲头(2)呈方形结构设计,所述冲头(2)的远离刃口端设有圆形的冲头安装部(21),所述冲头安装部(21)固定于冲头安装槽(11)内,所述冲头(2)上套设有压盖(4),所述冲头座(1)上开设有垂直于冲头座(1)端面的多个第二螺纹孔(13),所述压盖(4)上开设有垂直于压盖(4)端面的多个第三螺纹孔(42),所述压盖(4)与冲头座(1)抵接,所述第二螺纹孔(13)和第三螺纹孔(42)之间连接有第二螺钉(6),所述压盖(4)上开设圆形通孔(41),所述冲头座(1)的远离冲头(2)的端面设有连接柄(3)。2.根据权利要求1所述的一种用于销头锻造的组合式方形冲头,其特征在于:所述连接柄(3)为圆柱形结构设计,其圆周面设有螺纹。3.根据权利要求1所述的一种用于销头锻造的组合式方形冲头,其特征在于:所述冲头(2)与冲头安装部(21)之间设有冲头连接部(22)。4.根据权利要求3所述的一种用于销头锻造的组合式方形冲头,其特征在于:所述冲头连接部(22)与通孔(41)间隙配合,所述冲头安装槽(11)与冲头安装部(21)间隙配合。5.根据权利要求1所述的一种用于销头锻造的组合式方形冲头,其特征在于:所述冲头座(1)的圆周面设有多个第一螺纹孔(12),多个所述第一螺纹孔(12)与冲头安装槽(11)相连通。6.根据权利要求5所述的一种用于销头锻造的组合式方形冲头,其特征在于:所述第一螺纹孔(12)内螺接有第一螺钉(5)。7.根据权利要求1所述的一种用于销头锻造的组合式方形冲头,其特征在于:多个所述第二螺纹孔(13)沿冲头座(1)的圆周方向均匀排列,所述第二螺纹孔(13)采用沉孔结构设计。8.根据权利要求1所述的一种用于销头锻造的组合式方形冲头,其特征在于:所述冲头(2)采用h13钢材料制成,所述冲头座(1)和压盖(4)采用42crmo材料制成。
技术总结
本实用新型公开了一种用于销头锻造的组合式方形冲头,包括冲头座和冲头,所述冲头座采用圆形结构设计,其一侧面开设有圆形的冲头安装槽,所述冲头呈方形结构设计,所述冲头的远离刃口端设有圆形的冲头安装部,所述冲头安装部固定于冲头安装槽内,所述冲头上套设有压盖,所述冲头座上开设有垂直于冲头座端面的多个第二螺纹孔,所述压盖上开设有垂直于压盖端面的多个第三螺纹孔,所述压盖与冲头座抵接,所述第二螺纹孔和第三螺纹孔之间连接有第二螺钉,所述压盖上开设圆形通孔,所述冲头座的远离冲头的端面设有连接柄。本实用新型的有益效果是:采用分体结构设计,保证冲头在使用过程中不会发生扭转,冲头更换容易,减少生产工序、工时及制造成本。工时及制造成本。工时及制造成本。
技术研发人员:徐邦虎
受保护的技术使用者:江苏隆盛钻采机械制造有限公司
技术研发日:2021.05.27
技术公布日:2022/3/18
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1