一种链板冲压模具的制作方法
1.本实用新型涉及冲压模具领域,尤其涉及一种链板冲压模具。
背景技术:
2.链板广泛应用于重型物料是输送,链板的加工过程是先裁出基本的板材如图1所示,包括链板本体1及位于链板本体两侧的板翅部1
‑
1,然后利用冲压模具经多次冲压,将两侧的板翅部1
‑
1卷圆形成轴套1.2,最终的成品如图2所示。由于冲压过程无法一次性冲压成圆筒,所以一般情况下都是分三步来执行的,传统的冲压方式第一步借助基板板材上链板本体与板翅部空位实现在平面上的定位,然后经冲压使板翅部向下弯曲形成1/4弧面,形成如图3所示的状态,第二步,将第一步中获得的半成品翻转180度,如图4所示,置于第二工序中的下模具上面,下模具上设有限位块2
‑
5,进行第二次冲压,第三步进行最终的卷圆,其中第二步,对半成品的限位是靠限位块2
‑
5,且从第一步到第二步过程中,需要将工件翻转180度,操作繁琐,进而导致效率低下,且工件在第二工序中实时是放置在模具上,定位的位置是弧形区域,所以难以实现精确定位,导致加工成品率低。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种链板冲压模具,解决目前中间工序工件无法精确定位的问题。
4.为解决上述技术问题,本实用新型所采用的技术方案是:
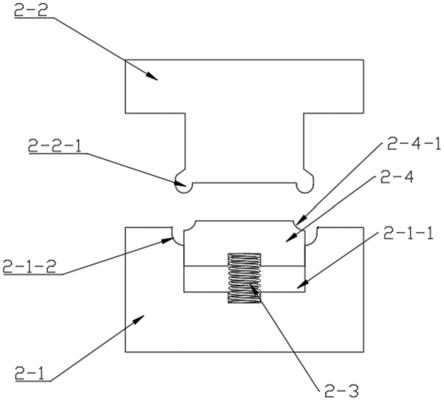
5.一种链板冲压模具,包括上模具和下模具,所述上模具上设有冲压头,所述下模具上设有通槽,还包括活动模体,所述活动模体经弹簧支撑在所述通槽内,所述下模具上设有第一弧形槽,所述活动模体上设有第二弧形槽,当所述活动模体的下表面与通槽的上表面接触时,所述第一弧形槽与第二弧形槽组合成与所述冲压头适配的组合冲压槽。
6.与现有技术相比,本实用新型具有如下技术效果:
7.在上模具未下压时,活动模体在弹簧的作用下向上探出,由此,工件可以避开下模体的干涉,实现较好的定位,在上模体向下冲压时,上模体和活动模体对工件进行了牢固的定位,且在冲压的过程中弹簧收缩,活动模体上的第二弧形槽与下模体上的第一弧形槽共同形成组合冲压槽,与冲压头配合,实现对工件的进一步冲压成型。采用本冲压模具后,工件定位精准,成品率高。
8.在上述技术方案的基础上,本实用新型还可以做如下改进。
9.优选地,在上模具与活动模体分离时,所述活动模体的上表面高于所述下模体的上表面。
10.采用上述进一步方案的有益效果是,进一步确保工件不受下模具的干涉,确保定位准确。
附图说明
11.图1为初道工序获得基础板材示意图;
12.图2为成品工件结构示意图;
13.图3为现有技术中第一次冲压后获得工件结构示意图;
14.图4为现有技术中第一次冲压后获得工件置于现有冲压模具上的示意图;
15.图5为本实用新型适用的第一工序后半成品结构示意图;
16.图6为本实用新型的链板冲压模具的结构示意图;
17.图7为本实用新型的链板冲压模具立体结构示意图;
18.图8为第一次冲压后获得工件置于本实用新型的链板冲压模具上的示意图;
19.图9为本实用新型的链板冲压模具冲压过程示意图。
20.在附图中,各标号所表示的部件名称列表如下:
21.1、链板本体;1
‑
1、板翅部;1
‑
2、轴套;1
‑
3、定位部;2
‑
1、下模具;2
‑1‑
1、通槽;2
‑1‑
2、第一弧形槽;2
‑
2、上模具;2
‑2‑
1、冲压头;2
‑
3、弹簧;2
‑
4、活动模体;2
‑4‑
1、第二弧形槽;2
‑
5、限位块。
具体实施方式
22.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
23.请参照图6
‑
7所示,一种链板冲压模具,包括上模具2
‑
2和下模具2
‑
1,所述上模具2
‑
2上设有冲压头2
‑2‑
1,所述下模具2
‑
1上设有通槽2
‑1‑
1,还包括活动模体2
‑
4,所述活动模体2
‑
4经弹簧2
‑
3支撑在所述通槽2
‑1‑
1内,所述下模具2
‑
1上设有第一弧形槽,所述活动模体2
‑
4上设有第二弧形槽2
‑4‑
1,当所述活动模体2
‑
4的下表面与通槽2
‑1‑
1的上表面接触时,所述第一弧形槽2
‑1‑
2与第二弧形槽2
‑4‑
1组合成与所述冲压头2
‑2‑
1适配的组合冲压槽。在上模具2
‑
2 与活动模体2
‑
4分离时,所述活动模体2
‑
4的上表面高于所述下模体的上表面。
24.如图5所示,首先改进第一道工序冲压形状,使冲压后的工件结构如图5 所示,其上形成定位部1
‑
3,然后,如图8所示,将图5所示半成品工件放在活动模体2
‑
4上,通过上模具2
‑
2与活动模体2
‑
4的结合面、半成品工件中间的平面与1/4圆弧的分界点位置进行精准定位,从而使工件的2/3圆弧的成型质量远远高于传统冲压工艺,由于活动模体2
‑
4的表面高于下模具2
‑
1的表面,所以工件向下弯曲的板翅部1
‑
2并不会受到下模具2
‑
1的干涉;当上模具2
‑
2下压时,首先与活动模体2
‑
4接触,实现对工件的固定,且在冲击过程中,活动模体2
‑
4下方的弹簧2
‑
3收缩,活动模体2
‑
4下降直至其下表面与下模具2
‑
1上通槽2
‑1‑
1的上表面接触,停止运动,活动模体2
‑
4上的第二弧形槽2
‑4‑
1与下模具2
‑
1上的第一弧形槽2
‑1‑
2组合成组合冲压槽,上方的冲压头2
‑2‑
1继续下压,实现对工件的冲压加工,如图9所示。
25.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种链板冲压模具,其特征在于,包括上模具和下模具,所述上模具上设有冲压头,所述下模具上设有通槽,还包括活动模体,所述活动模体经弹簧支撑在所述通槽内,所述下模具上设有第一弧形槽,所述活动模体上设有第二弧形槽,所述第一弧形槽与第二弧形槽组合成与所述冲压头适配的组合冲压槽。2.根据权利要求1所述的冲压模具,其特征在于,在所述上模具与活动模体分离时,所述活动模体的上表面高于所述下模具的上表面。
技术总结
本实用新型公开了一种链板冲压模具,所述上模具上设有冲压头,所述下模具上设有通槽,还包括活动模体,所述活动模体经弹簧支撑在所述通槽内,所述下模具上设有第一弧形槽,所述活动模体上设有第二弧形槽,所述第一弧形槽与第二弧形槽组合成与所述冲压头适配的组合冲压槽。由此,本实用新型的链板冲压模具可以实现工件的精准定位,加工成品率高。加工成品率高。加工成品率高。
技术研发人员:周博 郑成刚 蒋兆垣 于兴 高丰 李华鹏 栾谨加 王涛
受保护的技术使用者:烟台开发区博森科技发展有限公司
技术研发日:2021.06.10
技术公布日:2021/12/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1