一种铝材生产用热挤压出料铝合金切割工装的制作方法
1.一种铝材生产用热挤压出料铝合金切割工装,用于铝材挤出后料尾切割,本实用新型涉及切割工装技术领域。
背景技术:
2.铝材是铝锭或铝坯通过压力加工制成的一定形状、尺寸和性能的材料;铝材主要通过热轧或冷拔的工艺方法来生产,铝材在机械生产加工的过程中,热挤压,就是将金属材料加热到热锻成形温度进行挤压,即在挤压前将坯料加热到金属的再结晶温度以上的某个温度下进行的挤压;一般情况下,机器零件热挤压成形后,再采用切割机械将挤压成型的铝材切割成段,但现有的料尾切割装置笨重,调节不便,且容易在切割的过程中使铝材变型,影响产品的质量。
技术实现要素:
3.本实用新型的目的在于:提供一种铝材生产用热挤压出料铝合金切割工装,安装方便快捷,适应多种型号的铝材切割,而且高度可调,切割时铝材不会变形。
4.本实用新型采用的技术方案如下:一种铝材生产用热挤压出料铝合金切割工装,包括支架、工作台、稳定块、调节块、切刀、刀柄、伸缩油缸,所述支架的下端设置有工作台,该工作台通过调节块与定型块螺栓连接,所述定型块上插接有切刀,该切刀的顶部设置有刀柄,该刀柄的中部与伸缩油缸的伸缩杆连接,该伸缩油缸与支架的顶部连接。
5.所述定型块采用铝合金铸造成型,该定型块包括定型块本体、定型槽、切割槽、螺纹孔,所述定型块本体的正面等距开有中通的定型槽,顶面中部开有中通的切割槽,两侧分别等距设置有螺纹孔,所述切割槽的长度与切刀对应,铝合金材料制成的定型块,重量轻,强度高。
6.所述调节块两侧等距设置有中通的调节螺孔,前侧开有螺纹盲孔,所述调节螺孔的直径与螺纹孔的直径对应,通过调节螺孔对齐不同的螺纹孔螺丝连接,来调节定型块与工作台面的间距。
7.所述工作台上还设置有稳定块,该稳定块通过螺杆与调节块前侧的盲孔螺纹连接,使定型块的稳定性更强。
8.所述工作台对应切割槽处设置有排屑槽,不但方便排屑,而且利于切刀的切割。
9.所述切刀的上侧设置有接触传感器,该接触传感器与伸缩油缸的控制器电性连接,通过接触传感器可以避免伸缩油缸过度下压,影响定型块的使用寿命。
10.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
11.本实用新型具有质量轻,强度高,安装方便快捷,废品可回收利用,并且现场使用效果好,可靠性高。
附图说明
12.本实用新型将通过例子并参照附图的方式说明,其中:
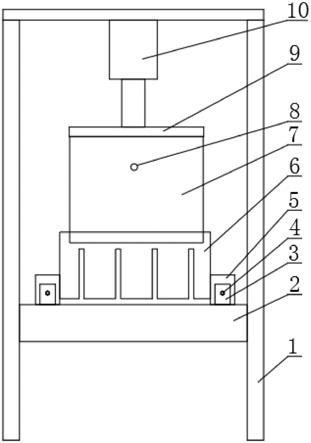
13.图1是本实用新型主视结构示意图;
14.图2是本实用新型左视结构示意图;
15.图3是本实用新型定型块立体结构示意图;
16.图4是本实用新型定型块另一视角立体结构示意图;
17.图中标记为:1-支架,2-工作台,3-稳定块,4-螺杆,5-调节块,6-定型块,7-切刀,8-接触传感器,9-刀柄,10-伸缩油缸,11-排屑槽,12-调节螺孔,61-定型块本体,62-定型槽,63-切割槽,64-螺纹孔。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例1
20.如图1-4所示,一种铝材生产用热挤压出料铝合金切割工装,包括支架1、工作台2、稳定块3、调节块5、切刀7、刀柄9、伸缩油缸10,所述支架1的下端设置有工作台2,该工作台2通过调节块5与定型块6螺栓连接,所述定型块6上插接有切刀7,该切刀7的顶部设置有刀柄9,该刀柄9的中部与伸缩油缸10的伸缩杆连接,该伸缩油缸10与支架1的顶部连接。
21.本实用新型的工作原理为:本实用新型定型块6的两端设置有螺纹孔64,通过螺纹孔64与调节块5的调节螺孔12螺丝连接,可以调节定型块6与工作台2之间的间距,适应不同厚度的铝材,而定型块6上设置有多个定型槽62,通过两个不同定型槽62的搭配使用,可以适应更多型号的铝材切割,由于该定型块6的中部设置有切割槽63,切刀7从中间向下切割,两端均有定型固定,使铝材不会因为切割而变形,使产品品质更高,而在切刀7上设置有接触传感器8,当接触传感器8接触到定型块6时,伸缩油缸10返回带动切刀7上升,完成切割。
22.实施例2
23.在实施例1的基础上,所述定型块6采用铝合金铸造成型,该定型块6包括定型块本体61、定型槽62、切割槽63、螺纹孔64,所述定型块本体61的正面等距开有中通的定型槽62,顶面中部开有中通的切割槽63,两侧分别等距设置有螺纹孔64,所述切割槽63的长度与切刀7对应,铝合金材料制成的定型块6,重量轻,强度高。
24.实施例3
25.在实施例2的基础上,所述调节块5两侧等距设置有中通的调节螺孔12,前侧开有螺纹盲孔,所述调节螺孔12的直径与螺纹孔64的直径对应,通过调节螺孔12对齐不同的螺纹孔64螺丝连接,来调节定型块6与工作台2面的间距。
26.实施例4
27.在实施例1的基础上,所述工作台2上还设置有稳定块3,该稳定块3通过螺杆4与调节块5前侧的盲孔螺纹连接,使定型块6的稳定性更强。
28.实施例5
29.在实施例2的基础上,所述工作台2对应切割槽63处设置有排屑槽11,不但方便排屑,而且利于切刀7的切割。
30.实施例6
31.在实施例1的基础上,所述切刀7的上侧设置有接触传感器8,该接触传感器8与伸缩油缸10的控制器电性连接,通过接触传感器8可以避免伸缩油缸10过度下压,影响定型块6的使用寿命。
32.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,本实用新型的专利保护范围以权利要求书为准,凡是运用本实用新型的说明书及附图内容所作的等同结构变化,同理均应包含在本实用新型的保护范围内。
技术特征:
1.一种铝材生产用热挤压出料铝合金切割工装,包括支架(1)、工作台(2)、稳定块(3)、调节块(5)、切刀(7)、刀柄(9)、伸缩油缸(10),其特征在于,所述支架(1)的下端设置有工作台(2),该工作台(2)通过调节块(5)与定型块(6)螺栓连接,所述定型块(6)上插接有切刀(7),该切刀(7)的顶部设置有刀柄(9),该刀柄(9)的中部与伸缩油缸(10)的伸缩杆连接,该伸缩油缸(10)与支架(1)的顶部连接。2.根据权利要求1所述的一种铝材生产用热挤压出料铝合金切割工装,其特征在于,所述定型块(6)采用铝合金铸造成型,该定型块(6)包括定型块本体(61)、定型槽(62)、切割槽(63)、螺纹孔(64),所述定型块本体(61)的正面等距开有中通的定型槽(62),顶面中部开有中通的切割槽(63),两侧分别等距设置有螺纹孔(64),所述切割槽(63)的长度与切刀(7)对应。3.根据权利要求2所述的一种铝材生产用热挤压出料铝合金切割工装,其特征在于,所述调节块(5)两侧等距设置有中通的调节螺孔(12),前侧开有螺纹盲孔,所述调节螺孔(12)的直径与螺纹孔(64)的直径对应。4.根据权利要求1所述的一种铝材生产用热挤压出料铝合金切割工装,其特征在于,所述工作台(2)上还设置有稳定块(3),该稳定块(3)通过螺杆(4)与调节块(5)前侧的盲孔螺纹连接。5.根据权利要求2所述的一种铝材生产用热挤压出料铝合金切割工装,其特征在于,所述工作台(2)对应切割槽(63)处设置有排屑槽(11)。6.根据权利要求1所述的一种铝材生产用热挤压出料铝合金切割工装,其特征在于,所述切刀(7)的上侧设置有接触传感器(8),该接触传感器(8)与伸缩油缸(10)的控制器电性连接。
技术总结
本实用新型公开了一种铝材生产用热挤压出料铝合金切割工装,用于铝材挤出后料尾切割,本实用新型涉及切割工装技术领域;包括支架、工作台、稳定块、调节块、切刀、刀柄、伸缩油缸,所述支架的下端设置有工作台,该工作台通过调节块与定型块螺栓连接,所述定型块上插接有切刀,该切刀的顶部设置有刀柄,该刀柄的中部与伸缩油缸的伸缩杆连接,该伸缩油缸与支架的顶部连接;本实用新型具有质量轻,强度高,安装方便快捷,废品可回收利用,并且现场使用效果好,可靠性高。可靠性高。可靠性高。
技术研发人员:李起楼 苗小冬
受保护的技术使用者:四川中德铝业有限公司
技术研发日:2021.07.29
技术公布日:2022/2/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1