一种自动换模装置的制作方法
1.本实用新型涉及汽车零件生产技术领域,尤其是涉及一种自动换模装置。
背景技术:
2.目前在汽车高压线的生产过程中,对设备的要求越来越高,一条产线必须满足不同的产品和线型的生产要求,这需要设备具备足够的柔性。同时也对不同的产品和线型之间的换型有了很高的要求,包括缩短换型时间以及提高换型工件的定位精度。特别是高压线束中有不同的端子和法兰,导致存在不同的多种模具,这样就牵扯到生产过程中需要进行很多次的换型,因此换型次数多和换型时间久是目前汽车零部件生产必须要解决的问题。
技术实现要素:
3.本实用新型的目的就是为了克服上述现有技术存在的换型次数多和换型时间久的缺陷而提供一种自动换模装置。
4.本实用新型的目的可以通过以下技术方案来实现:
5.一种自动换模装置,包括压机支架,所述压机支架的顶面的上方设有伺服压机,所述压机支架的顶面的下方设有模具检测传感器,所述压机支架的固定底座上设有模具底板,所述模具底板上设有滑轨,所述滑轨上设有模具安装板,所述模具安装板设有多个模具,所述模具与滑轨滑动连接。
6.所述模具底板的侧面固定有滚珠丝杆,所述滚珠丝杆的数量为1个。
7.进一步地,所述滚珠丝杆上设有驱动块。
8.进一步地,所述驱动块一端套接在滚珠丝杆上,另一端与模具连接。
9.进一步地,所述模具的底部设有浮动滑块组,通过浮动滑块组与滑轨滑动连接。
10.进一步地,所述驱动块上设有卡接件,所述浮动滑块组设有卡接槽,所述驱动块通过卡接件固定在卡接槽内从而与模具连接。
11.进一步地,所述滚珠丝杆的一端设有伺服马达。
12.所述模具安装板的数量为5套。
13.所述模具底板具体为高强度模具底板。
14.所述模具检测传感器位于伺服压机的正下方。
15.所述模具检测传感器的下方设有模具条码扫描器。
16.所述伺服压机的下方设有模具挂头,通过所述模具挂头与模具连接。
17.与现有技术相比,本实用新型具有以下有益效果:
18.本实用新型操作简单,维护便捷,通过在模具底板安装多套模具安装板,将不同型号的零件对应的生产模具集成在模具底板上,省去了工人手动进行模具换型的环节,极大地提高了汽车零部件的生产效率,同时能够在很大程度节约换型时间,并且设备柔性高,可以生产多种看板,适用于压接换型模具多的工站。
附图说明
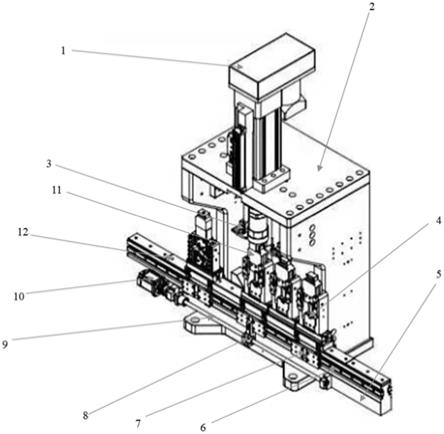
19.图1为本实用新型的结构示意图。
20.附图标记:
21.1-伺服压机;2-压机支架;3-模具检测传感器;4-模具;5-模具底板;6-滑轨;7-浮动滑块组;8-驱动块;9-滚珠丝杆;10-伺服马达;11-模具条码扫描器;12-模具安装板。
具体实施方式
22.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
23.实施例
24.如图1所示,一种自动换模装置,包括压机支架2,压机支架2的顶面的上方设有伺服压机1,压机支架2的顶面的下方设有模具检测传感器3,压机支架2的固定底座上设有模具底板5,模具底板5上设有滑轨6,滑轨6上设有模具安装板12,模具安装板12设有多个模具4,模具4与滑轨6滑动连接。
25.模具底板5的侧面固定有滚珠丝杆9,滚珠丝杆9的数量为1个。
26.滚珠丝杆9上设有驱动块8。
27.驱动块8一端套接在滚珠丝杆9上,另一端与模具4连接。
28.模具4的底部设有浮动滑块组7,通过浮动滑块组7与滑轨6滑动连接,浮动滑块组7的作用主要是防止滑轨6在压接过程中受到压力变形,保证了模具4左右运动顺畅。
29.驱动块8上设有卡接件,浮动滑块组7设有卡接槽,驱动块8通过卡接件固定在卡接槽内从而与模具4连接。
30.滚珠丝杆9的一端设有伺服马达10。
31.本实施例中,驱动块8的最大移动速度为0.8m/s。
32.模具安装板12的数量为5套。
33.模具底板5具体为高强度模具底板。
34.模具检测传感器3位于伺服压机1的正下方。
35.模具检测传感器3的下方设有模具条码扫描器11。
36.伺服压机1的下方设有模具挂头,通过模具挂头与模具4连接。
37.具体实施时,生产看板中已经输入对应的模具编号与条码,当需要切换看板时,程序控制伺服马达10开始动作,带动滚珠丝杆9以及驱动块8进行左右运动,而在驱动块8的作用下,模具安装板12进行左右移动,当模具条码扫描器11扫描到和看板信息型想匹配的模具4时,通过模具检测器3检测模具4的位置与伺服压机1的位置匹配,若匹配正确则模具挂头自动和模具4连接。若模具条码扫描器11扫描到不匹配的模具4则继续扫描下一个模具4,直到扫描到匹配的模具4。
38.此外,需要说明的是,本说明书中描述的具体实施例,其零部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所做的举例说明。凡依据本实用新型构思的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实例做各种
各样的修改或补充或采用类似的方法,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
技术特征:
1.一种自动换模装置,其特征在于,包括压机支架(2),所述压机支架(2)的顶面的上方设有伺服压机(1),所述压机支架(2)的顶面的下方设有模具检测传感器(3),所述压机支架(2)的固定底座上设有模具底板(5),所述模具底板(5)上设有滑轨(6),所述滑轨(6)上设有模具安装板(12),所述模具安装板(12)设有多个模具(4),所述模具(4)与滑轨(6)滑动连接。2.根据权利要求1所述的一种自动换模装置,其特征在于,所述模具底板(5)的侧面固定有滚珠丝杆(9)。3.根据权利要求2所述的一种自动换模装置,其特征在于,所述滚珠丝杆(9)上设有驱动块(8)。4.根据权利要求3所述的一种自动换模装置,其特征在于,所述驱动块(8)一端套接在滚珠丝杆(9)上,另一端与模具(4)连接。5.根据权利要求4所述的一种自动换模装置,其特征在于,所述模具(4)的底部设有浮动滑块组(7),通过浮动滑块组(7)与滑轨(6)滑动连接。6.根据权利要求5所述的一种自动换模装置,其特征在于,所述驱动块(8)上设有卡接件,所述浮动滑块组(7)设有卡接槽,所述驱动块(8)通过卡接件固定在卡接槽内从而与模具(4)连接。7.根据权利要求2所述的一种自动换模装置,其特征在于,所述滚珠丝杆(9)的一端设有伺服马达(10)。8.根据权利要求1所述的一种自动换模装置,其特征在于,所述模具检测传感器(3)位于伺服压机(1)的正下方。9.根据权利要求1所述的一种自动换模装置,其特征在于,所述模具检测传感器(3)的下方设有模具条码扫描器(11)。10.根据权利要求1所述的一种自动换模装置,其特征在于,所述伺服压机(1)的下方设有模具挂头,通过所述模具挂头与模具(4)连接。
技术总结
本实用新型涉及一种自动换模装置,包括压机支架,压机支架的顶面的上方设有伺服压机,压机支架的顶面的下方设有模具检测传感器,压机支架的固定底座上设有模具底板,模具底板上设有滑轨,滑轨上设有模具安装板,模具安装板设有多个模具,模具与滑轨滑动连接。与现有技术相比,本实用新型具有操作简单、维护便捷、省去工人手动进行模具换型的环节、提高汽车零部件的生产效率等优点。件的生产效率等优点。件的生产效率等优点。
技术研发人员:夏春晖
受保护的技术使用者:安波福电气系统有限公司
技术研发日:2021.08.16
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1