一种保证孔壁及成型部位粗糙度的扩孔钻的制作方法
1.本实用新型涉及刀具技术领域,具体说,是一种保证锥面成型部位粗糙度的刀具。
背景技术:
2.对于附图5中的零件的孔加工部位为多阶梯,需要加工出复合成型倒角,孔加工时对于粗糙度及尺寸要求都比较严格,不允许有划痕及细微纹路,所以刀具刃口的质量及批量制作刀具时的稳定性和一致性要求严格;现有的扩孔钻在孔加工时,本身的不断屑特性是一大难点,容易出现缠屑划伤孔壁的情况。
3.因此,需要 一种保证孔壁及成型部位粗糙度的扩孔钻用于解决现有技术存在的不足。
技术实现要素:
4.实用新型目的:本实用新型的目的是提供 一种保证孔壁及成型部位粗糙度的扩孔钻。
5.技术方案:为达到上述目的,本实用新型所述的 一种保证孔壁及成型部位粗糙度的扩孔钻,包括刃部和柄部,所述刃部上设有成型刃、刀尖平台、头部容屑槽、阶梯处倒角刃、孔口过渡倒角刃、刀背和排屑槽,所述成型刃设置在刃部的前端,刀背从成型刃处延伸至柄部,且呈阶梯设计,排屑槽以小角度螺旋设置在刀背的两侧,所述阶梯处倒角刃设置在成型刃和孔口过渡倒角刃之间,所述成型刃处设有头部容屑槽,所述头部容屑槽与成型刃相交处设有刀尖平台。
6.进一步地,所述成型刃包括过渡倒角刃、端面刃和圆弧刃,过渡倒角刃设置在刃部的最前端,端面刃设置在过渡倒角刃和圆弧刃之间,所述阶梯处倒角刃设置在圆弧刃和孔口过渡倒角刃之间,刀背从圆弧刃延伸至柄部。
7.所述刃部和柄部设有主内冷通道、分支内冷通道一和分支内冷通道二,主内冷通道的主内冷孔设置在刃部的端面中心处,所述分支内冷通道一的出水口对准阶梯处倒角刃,所述分支内冷通道二的出水口对准孔口过渡倒角刃;所述分支内冷通道一、分支内冷通道二均与主内冷通道所成夹角为30
°
。
8.进一步地,所述过渡倒角刃与水平中心轴线所成的夹角为45
°
。
9.进一步地,所述阶梯处倒角刃与水平中心轴线所成夹角为45
°
。
10.进一步地,所述孔口过渡倒角刃与水平中心轴线所成夹角为25
°
。
11.进一步地,所述成型刃做钝化处理。
12.上述技术方案可以看出,本实用新型的有益效果为:
13.(1)、本实用新型所述的 一种保证孔壁及成型部位粗糙度的扩孔钻, 排屑槽的小螺旋角设计,有效的改善了扩孔加工过程中不断屑、缠屑的情况,避免铁屑划伤孔壁,影响孔加工;刃部头部设计足够大的容屑槽,保证排屑通畅。
14.(2)、本实用新型所述的 一种保证孔壁及成型部位粗糙度的扩孔钻,头部的刀尖
平台的设计有效的提高了刃口强度,同时对成型刃进行钝化处理,双管齐下使得刃口均匀,既保证了刀具刃口强度,又使得刀具有满足当前工况加工的锋利程度。
15.(3)、出水口对准阶梯处倒角刃和孔口倒角刃的刃口,实现阶梯侧冷出水,延缓了刀具磨损。
附图说明
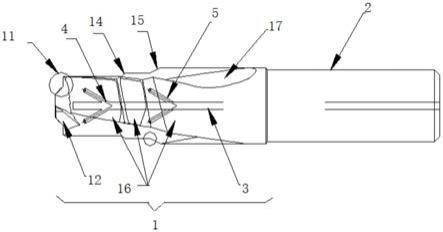
16.图1为本实用新型的结构示意图;
17.图2为本实用新型的端面结构示意图;
18.图3为本实用新型的刃部局部结构示意图;
19.图4为本实用新型的刀尖平台和头部容屑槽的结构示意图。
20.图5为待加工零件的部位的结构示意图。
具体实施方式
21.下面结合附图和具体实施例,进一步阐明本实用新型。
22.如1-4所示的 一种保证孔壁及成型部位粗糙度的扩孔钻,包括刃部1和柄部2,所述刃部1上设有成型刃11、刀尖平台12、头部容屑槽13、阶梯处倒角刃14、孔口过渡倒角刃15、刀背16和排屑槽17,所述成型刃11设置在刃部1的前端,刀背16从成型刃11处延伸至柄部2,且呈阶梯设计,排屑槽17以小角度螺旋设置在刀背16的两侧,所述阶梯处倒角刃14设置在成型刃11和孔口过渡倒角刃15之间,所述成型刃11处设有头部容屑槽13,所述头部容屑槽13与成型刃11相交处设有刀尖平台12。
23.其中,所述成型刃11包括过渡倒角刃111、端面刃112和圆弧刃113,过渡倒角刃111设置在刃部1的最前端,端面刃112设置在过渡倒角刃111和圆弧刃113之间,所述阶梯处倒角刃14设置在圆弧刃113和孔口过渡倒角刃15之间,刀背16从圆弧刃113延伸至柄部2。
24.本实施例中所述刃部1和柄部2设有主内冷通道3、分支内冷通道一4和分支内冷通道二5,主内冷通道3的主内冷孔31设置在刃部1的端面中心处,所述分支内冷通道一4的出水口对准阶梯处倒角刃14,所述分支内冷通道二5的出水口对准孔口过渡倒角刃15;所述分支内冷通道一4、分支内冷通道二5均与主内冷通道3所成夹角为30
°
。
25.本实施例中所述过渡倒角刃111与水平中心轴线所成的夹角为45
°
。
26.本实施例中所述阶梯处倒角刃14与水平中心轴线所成夹角为45
°
。
27.本实施例中所述孔口过渡倒角刃15与水平中心轴线所成夹角为25
°
。
28.本实施例中所述成型刃11做钝化处理。
29.实施例仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价均落于本申请所附权利要求所限定的范围。
技术特征:
1.一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:包括刃部(1)和柄部(2),所述刃部(1)上设有成型刃(11)、刀尖平台(12)、头部容屑槽(13)、阶梯处倒角刃(14)、孔口过渡倒角刃(15)、刀背(16)和排屑槽(17),所述成型刃(11)设置在刃部(1)的前端,刀背(16)从成型刃(11)处延伸至柄部(2),且呈阶梯设计,排屑槽(17)以小角度螺旋设置在刀背(16)的两侧,所述阶梯处倒角刃(14)设置在成型刃(11)和孔口过渡倒角刃(15)之间,所述成型刃(11)处设有头部容屑槽(13),所述头部容屑槽(13)与成型刃(11)相交处设有刀尖平台(12)。2.根据权利要求1所述的一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:所述成型刃(11)包括过渡倒角刃(111)、端面刃(112)和圆弧刃(113),过渡倒角刃(111)设置在刃部(1)的最前端,端面刃(112)设置在过渡倒角刃(111)和圆弧刃(113)之间,所述阶梯处倒角刃(14)设置在圆弧刃(113)和孔口过渡倒角刃(15)之间,刀背(16)从圆弧刃(113)延伸至柄部(2)。3.根据权利要求2所述的一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:所述刃部(1)和柄部(2)设有主内冷通道(3)、分支内冷通道一(4)和分支内冷通道二(5),主内冷通道(3)的主内冷孔(31)设置在刃部(1)的端面中心处,所述分支内冷通道一(4)的出水口对准阶梯处倒角刃(14),所述分支内冷通道二(5)的出水口对准孔口过渡倒角刃(15);所述分支内冷通道一(4)、分支内冷通道二(5)均与主内冷通道(3)所成夹角为30
°
。4.根据权利要求1所述的一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:所述过渡倒角刃(111)与水平中心轴线所成的夹角为45
°
。5.根据权利要求4所述的一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:所述阶梯处倒角刃(14)与水平中心轴线所成夹角为45
°
。6.根据权利要求5所述的一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:所述孔口过渡倒角刃(15)与水平中心轴线所成夹角为25
°
。7.根据权利要求1所述的一种保证孔壁及成型部位粗糙度的扩孔钻,其特征在于:所述成型刃(11)做钝化处理。
技术总结
本实用新型公开了一种保证孔壁及成型部位粗糙度的扩孔钻,包括刃部和柄部,所述刃部上设有成型刃、刀尖平台、头部容屑槽、阶梯处倒角刃、孔口过渡倒角刃、刀背和排屑槽,所述成型刃设置在刃部的前端,刀背从成型刃处延伸至柄部,且呈阶梯设计,排屑槽螺旋设置在刀背的两侧,所述阶梯处倒角刃设置在成型刃和孔口过渡倒角刃之间,所述成型刃处设有头部容屑槽,所述头部容屑槽与成型刃相交处设有刀尖平台。排屑槽的小螺旋角设计,有效的改善了扩孔加工过程中不断屑、缠屑的情况,避免铁屑划伤孔壁,影响孔加工;刃部头部设计足够大的容屑槽,保证排屑通畅。排屑通畅。排屑通畅。
技术研发人员:李振丰 奚旭东 孔小波
受保护的技术使用者:苏州锑玛刀具科技有限公司
技术研发日:2021.08.31
技术公布日:2022/3/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1