一种安全线钢挂钩冲压模具的制作方法
1.本实用新型涉及建筑技术领域,具体来说,就是一种安全线钢挂钩冲压模具。
背景技术:
2.本实用新型技术提供了一种安全线钢挂钩冲压模具,钢结构的安装施工需要使用大量的安全线钢挂钩临时焊接在钢构件上,用于悬挂安全钢绳或施工人员的安全带扣,这种钢挂钩的通常制作方法是:首先在一个厚重的大木台上,按照钢挂钩弯折的角度或弧度固定扎入几根钢筋在大木台上,钢筋工利用杠杆原理围绕固定扎入的钢筋人工弯折钢挂钩,工人按不同方向弯折三次方可完成挂钩的制作,工人劳动强度大,效率很低,研发一种专用的模具安装在联合冲剪机上,可将钢筋一次性快速冲压成形钢挂钩,成形标准一致,效率非常高。为此需制作一对可合拢的凹和凸的半圆弧形模具,将需要压制成形的钢筋放置在凹形模具上,利用联合冲剪机带动凸形模具冲压钢筋即可得到成形的钢挂钩。
技术实现要素:
3.本实用新型技术是解决利用联合冲剪机一次性快速冲压制作半圆形钢挂钩的问题。
4.1.本实用新型技术
技术实现要素:
主要是:开发一种安全线钢挂钩冲压模具,制作一对凹形和凸形的圆弧形模具,其中凹形模具固定在联合冲剪机的台座上,凸形模具固定在联合冲剪机的冲头上,凹形模具的圆弧半径应比凸形模具的圆弧半径略大,当联合冲剪机冲压凸形模具与凹形模具合拢后即可冲压成形钢挂钩。
5.2.在凸形模具的顶面与侧面开有正交相通的圆孔,并对侧面圆孔攻有标准螺栓丝扣,由此,通过丝扣紧固螺栓可将凹形模具固定在联合冲剪机的冲头上。
6.3.凹形模具焊接在模具底板上,在模具底座板上钻有4个螺栓孔,由4个螺栓卡在联合冲孔机台座的燕尾槽中,紧固4个螺栓的螺母即可固定凹形模具。
7.4.在凹形模具上开有通长的弧形槽,弧形槽的圆半径比需冲压钢筋的半径大0.5mm,由此稳定住需冲压的钢筋不会滚动。
附图说明
8.为了更清楚地说明本实用新型实施例中的技术方案,下面对实施例描述中所需要使用的附图作简单介绍,显然,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
9.图1是本实用新型实施例提供的凸形模具轴测图。
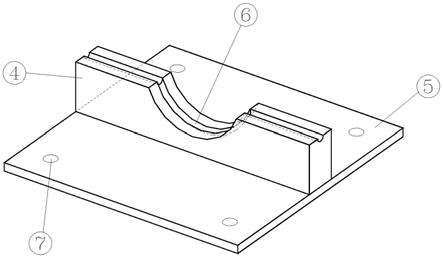
10.图2是本实用新型实施例提供的凹形模具轴测图。
11.附图标记:1-凸形模具,2-圆孔,3-攻丝孔,4-凹形模具,5-模具底板,6-弧形槽,7-螺栓孔
具体实施方式
12.【1】下面对本实用新型做进一步说明,以便充分理解本实用新型,本实用新型显然也可以用不同于此描述的其他方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下根据实际情况做类似推广、演绎,因此,不应以此描述的具体内容限制本实用新型的保护范围。
13.【2】本实用新型的图示为示意性的,图示主要为说明技术含义,均没有按制图比例绘制,此处进行具体实施描述给出了各种具体组成部件的规格尺寸,但完全可以用其他类似规格与尺寸替换,不应以此作为对本实用新型的保护范围构成限制。
14.【3】本实用新型是针对某特定联合冲剪机设计,但也可用于其它类似场合,不应以此作为对本实用新型的保护范围构成限制。
15.实施例:为了使本技术领域的人员更好地理解本实用新型实施例中的技术方案,并使本实用新型实施例的上述目的、技术特征、构造方式能具体明确,下面结合图1和图2对本实用新型实施例中的技术方案作进一步详细的说明。
16.1.请参考图1和图2,显示了本实用新型的构造方式。实施例设计的构造各具体尺寸主要取决于制作钢挂钩的尺寸和冲剪机的冲头构造及台座构造尺寸。
17.2.本实用新型设计的凸形模具1采用规格为-50
×
70
×
300mm的厚钢板制作,宽度取50mm,高度取70mm,长度取300mm,中部的圆弧形半径为40mm,在顶部面的中央处钻φ20.5的圆孔2,圆孔2 的深度为30mm,在侧面中间距顶面15mm处钻m12的攻丝孔3,直通到圆孔2。
18.3.本实用新型设计的凹形模具4采用规格为-50
×
70
×
300mm的厚钢板制作,宽度取50mm,高度取70mm,长度取300mm,中部的圆弧形半径为50mm,沿凹形模具4的顶面中央刨出一条半径为 5.5mm的弧形槽6;采用-20
×
300
×
300mm的中厚钢板制作模具底板 5,以模具板中心按照250mm
×
250mm的矩形对称位置钻4个φ17.5 的螺栓孔7,将凹形模具4按中央位置焊接于模具底板5,二条贴角焊缝高度取6.0mm。
19.4.联合冲剪机安装φ20的冲头,可直接插入到凸形模具1的顶面圆孔2中,用标准m12的螺栓插入攻丝孔3中,紧固该螺栓可固定住凸形模具1。
20.5.用4个m16的标准螺栓,卡进联合冲剪机台座的燕尾槽中,滑移至适当位置配合穿入模具底板5的4个螺栓孔,紧固该4个螺栓可固定住凹形模具4。
21.6.裁剪300mm长的φ10(直径为10mm)钢筋放置在凹形模具4 上面的弧形槽6中,开动联合冲剪机,即可得到成形的钢挂钩,钢挂钩的中央处是半径40mm的半圆形,钢挂钩二边直接焊在施工中的钢构件上,用于安装安全钢绳或施工人员的安全带扣。
22.7.工程实践表明,使用本实用新型钢挂钩冲压模具,使得钢挂钩的制作简单方便,效率很高,钢挂钩成形标准统一,值得推广应用。
技术特征:
1.一种安全线钢挂钩冲压模具,其特征在于:制作一对可合拢的半圆形凹、凸模具,其中凸形模具(1)安装于联合冲剪机的冲头上,凹形模具(4)安装在联合冲剪机的台座上,所述凹形模具(4)的圆形半径应大于所述凸形模具(1)的圆形半径,其所述凹形模具(4)的圆形半径为所述凸形模具(1)圆形半径再加上制作钢挂钩钢筋的直径值,将裁剪好的钢筋放置在所述凹形模具(4)的弧形槽(6)中,电动操作联合冲剪机的冲头使安装其上的所述凸形模具(1)直接冲压钢筋,钢筋按照所述凸形模具(1)的形状压制成形,成为安全线钢挂钩。2.根据权利要求1所述的一种安全线钢挂钩冲压模具,其特征在于:所述凸形模具(1)的顶面上钻有圆孔(2)以配合连接联合冲剪机的冲头,在所述凸形模具(1)的一个侧面有攻丝孔(3)与所述圆孔(2)正交相通,所述攻丝孔(3)中攻有标准螺母丝扣,通过所述攻丝孔(3)可紧固标准螺栓将所述凸形模具(1)固定在联合冲剪机的冲头上。3.根据权利要求1所述的一种安全线钢挂钩冲压模具,其特征在于:所述凹形模具(4)焊接在模具底板(5)上,所述模具底板(5)上钻有4个螺栓孔(7),由4个标准螺栓卡在联合冲剪机台座的燕尾槽中,紧固4个标准螺栓的螺母可将所述凹形模具(4)固定在联合冲剪机台座上。4.根据权利要求1所述的一种安全线钢挂钩冲压模具,其特征在于:在所述凹形模具(4)开有通长的所述弧形槽(6),所述弧形槽(6)的半径比需冲压钢筋的半径大0.5mm,由此稳定冲压钢筋不会滚动。
技术总结
本实用新型公开了一种安全线钢挂钩冲压模具,钢结构的安装施工需要使用大量的安全线钢挂钩临时焊接在钢构件上,用于安装安全钢绳或施工人员的安全带扣,这类钢挂钩通常采用钢筋弯折,由人工扳手将一裁剪好的钢筋做三次不同方向的弯折而成形,效率很低,研发一种专用的凹形和凸形模具安装在联合冲剪机上,可将钢筋一次性快速冲压成形钢挂钩,成形标准一致,效率非常高。效率非常高。效率非常高。
技术研发人员:常宫斌 王毅 常竞 郑浩 唐明超 陈友泉
受保护的技术使用者:杭萧钢构(江西)有限公司
技术研发日:2021.09.27
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1