一种用于焊接严缝的磁力夹具的制作方法
1.本实用新型属于机械设计技术领域,尤其属于焊接辅助工具设计技术领域,涉及一种用于焊接严缝的磁力夹具。
背景技术:
2.薄板板柱结构是铁路货车钢结构中一种常见的设计结构形式。试制、小批量或批量铺线制造过程中,由于工件尺寸、加工尺寸误差及自然变形等原因,组装时连接焊缝大,影响焊接质量,需经严缝后进行焊接。
3.现有方法是采用辅助卡兰进行严缝焊接。通常包括步骤:卡兰与侧墙板点固、手动拧卡兰丝杠严缝、点固板柱之间的连接焊缝、移除法兰、打磨清除严缝时的点固焊揪。该严缝方法存在以下问题:整个过程需要两个人配合,沿柱长度方向多点严缝,需多点进行卡具点固,点固与移除卡具过程,自然需要消耗相应材料,劳动量大,效率低;卡兰经点固、移除的损伤性重复使用,易损耗报废,整体生产成本消耗较高;在拧动丝杠严缝过程中,经常出现开揪的情况,需重新点固,可靠性受工人技能水平的影响;并且打磨去除焊揪易伤到母材。因此,针对薄板板柱结构的焊接需要设计更方便的辅助工具。
技术实现要素:
4.本实用新型根据现有技术的不足公开了一种用于焊接严缝的磁力夹具。本实用新型目的是提供一种适用于焊接过程中对常见板柱连接结构的严缝辅助焊接工具。
5.本实用新型通过以下技术方案实现:
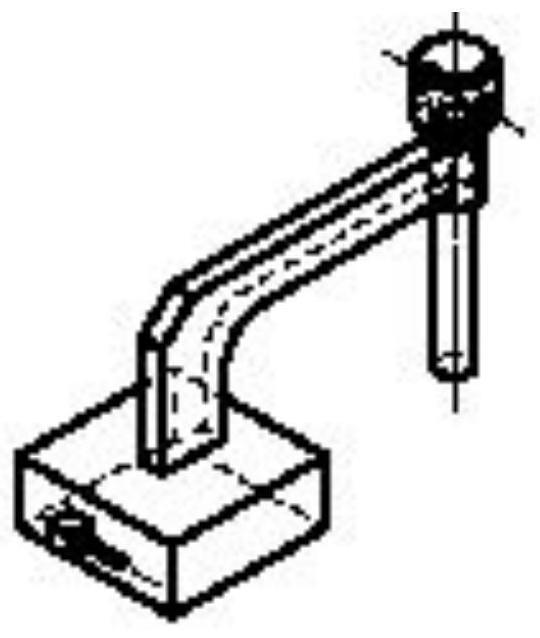
6.用于焊接严缝的磁力夹具,其特征在于:夹具包括磁力体和固定于磁力体上的调节机构;所述磁力体是至少底面为平面、具有可卸磁的磁力装置;磁力体上端部固定设置调节机构,调节机构包括固定于磁力体上端部的弯梁,弯梁另一端固定设置可竖直调节的调节丝杆。
7.本实用新型所述磁力体是具有自卸磁力机构的钕铁硼磁铁。
8.本实用新型所述磁力体还可以是可充磁和卸磁的电永磁铁。
9.所述弯梁为直角弯梁,竖直设置的支撑柱固定于磁力体上端部,水平设置的横梁端部固定设置可竖直调节的调节丝杆。
10.本实用新型装置具有以下优点:采用本实用新型磁力夹具在进行焊接严缝操作时,能够快速装卡,提高生产效率;操作中一个人就可以实现严缝,通过移动磁力机构到相应位置,启动磁力,手动拧动丝杠严缝,然后点固,关闭磁力即可完成;焊接严缝只需三个工步,可靠性高,效率提升。
11.采用本实用新型装置进行焊接严缝,取消丝杠严缝需点固焊、严缝后打磨去除点揪焊接,减少材料消耗,也保持了母材的原表面质量,减少材料消耗,局部提升产品表面质量;磁体结构在工业应用中结实,不容易损坏,使用性能可靠。
附图说明
12.图1是本实用新型装置立体结构示意图;
13.图2是本实用新型装置正面结构示意图;
14.图3是本实用新型应用状态示意图。
15.图中,1是磁力体,2是弯梁,3是薄板工件,4是焊缝,5是压紧丝杆,6是压头,7是柱工件。
具体实施方式
16.下面结合具体实施方式对本实用新型进一步说明,具体实施方式是对本实用新型原理的进一步说明,不以任何方式限制本实用新型,与本实用新型相同或类似技术均没有超出本实用新型保护的范围。
17.结合附图。
18.本实用新型用于焊接严缝的磁力夹具采用强力磁性吸力装置,用于焊接过程中对常见薄板工件3与柱工件7连接结构的严缝操作。适用于大多数水平位置正装组焊的板柱钢结构,如方管、角钢、u型柱件、帽型钢等和钢板组装,组装时能够保证连接焊缝≤1.5mm,利于焊接和焊接质量的保证。
19.根据磁力类型的不同,磁力体1可以采用采用钕铁硼磁铁或电永磁铁。
20.实施例一
21.采用钕铁硼磁铁:
22.钕铁硼磁铁结构:钕铁硼磁铁外型结构采用条型磁体、加装外盖。设计制造磁力体1体积为1dm3左右,即v=100x100x100=1dm3,体积过大,不方便操作,体积太小,力量不足。因此原则上体积越小、吸力越大越好。
23.钕铁硼磁铁特点:钕铁硼磁铁吸力300~800kgf,即能满足严缝所需力的要求,连接焊缝≤1.5mm即可,磁力体1带自卸磁力机构,使用方便,操作简单明了。
24.针对钕铁硼磁铁的吸力需要,其大小台阶根据以下方法可确定:
25.f=ρ*v*g*600,式中,f为磁吸力,ρ为密度,v为体积,g为重力加速度。以n35钕铁硼磁铁为例,密度ρ是0.0075g/mm3。磁力材料采用强磁最大磁力约为本身重量的640倍,本设计取600倍计算。
26.假设以10mm*10mm*10mm=1000mm3n35方块钕铁硼磁铁为例进行计算,所产生的力为:f=[(10x10x10)x0.0075x600]/1000=4.5(公斤力)。
[0027]
由此可知,一个1cm3的方块磁铁能产生4.5公斤的吸力;一般情况下薄板严缝,无卡滞的情况下,300~600公斤的力,即可满足设计要求,方块体积钕铁硼磁铁块体积约增加60~130倍,取值100倍计算,体积远远小于1dm3,能达到设计预期。
[0028]
采用钕铁硼磁铁装置进行严缝焊接时,首先将磁力装置放到薄板工件3平板面上,旋转手柄磁力开关吸紧板材,然后手动旋转压紧丝杆5,压紧柱工件7型钢将焊缝4进行严缝,严缝后点固,最后旋转手柄磁力开关切断磁力,手动移动到下一个严缝工位,如此重复进行。
[0029]
实施例二
[0030]
采用电永磁铁磁力体:
[0031]
电永磁铁是通过电能来控制永磁材料磁场的磁力线走向,使之对外表征磁性(充磁状态)或无磁性(退磁状态),以实现自主对物料的吸附和释放。
[0032]
电永磁铁结构:电永磁铁的磁场经由钟盖、磁极和被吸物形成回路;磁力产生部分(可逆磁钢、永久磁钢、线圈、磁极)放置于钟盖的空腔中,并用绝缘胶固定;可逆磁钢置于线圈中间,强磁磁钢放在线圈外;外盖采用钢板整体加工或焊接结构。
[0033]
电永磁铁特点:采用了导磁性能及加工性能良好的优质电工铸钢或低碳钢作为磁路的导磁物;线圈的材料一般为铜材,绝缘性能及耐热性能优良;较好的防潮性能,工业应用中安全可靠,使用寿命长;磁路独特,磁力强劲等。
[0034]
电永磁铁外形尺寸为100*100*60mm3~150*150*60mm3,按公式计算,有极磁部分1cm2产生吸力23kg,实际产生300kg≦最大吸力≦500kg的磁力,满足无卡滞状态下板柱结构的严缝要求。
[0035]
本实用新型装置磁力体1与卡兰调节装置之间采用销、焊接或螺栓连接,如图所示。按磁力体1力的计算需要,匹配选用或定制相应的合适的弯梁结构设计。采用电永磁铁装置进行严缝焊接时,首先将磁力装置放到薄板工件3平面上,对电永磁铁通电即进行充电,旋转手柄磁力开关吸紧板材,然后手动旋转压紧丝杆5,压紧柱工件7型钢进行焊缝4严缝,严缝后点固,最后旋转手柄切断磁力,手动移动到下一个严缝工位,如此重复进行。充一次电可用7天左右的时间。
技术特征:
1.一种用于焊接严缝的磁力夹具,其特征在于:夹具包括磁力体和固定于磁力体上的调节机构;所述磁力体是至少底面为平面、具有可卸磁的磁力装置;磁力体上端部固定设置调节机构,调节机构包括固定于磁力体上端部的弯梁,弯梁另一端固定设置可竖直调节的调节丝杆。2.根据权利要求1所述的用于焊接严缝的磁力夹具,其特征在于:所述磁力体是具有自卸磁力机构的钕铁硼磁铁。3.根据权利要求1所述的用于焊接严缝的磁力夹具,其特征在于:所述磁力体是可充磁和卸磁的电永磁铁。4.根据权利要求1或2或3所述的用于焊接严缝的磁力夹具,其特征在于:所述弯梁为直角弯梁,竖直设置的支撑柱固定于磁力体上端部,水平设置的横梁端部固定设置可竖直调节的调节丝杆。
技术总结
本实用新型公开了一种用于焊接严缝的磁力夹具。夹具包括磁力体和固定于磁力体上的调节机构;磁力体是至少底面为平面、具有可卸磁的磁力装置;磁力体上端部固定设置调节机构,调节机构包括固定于磁力体上端部的弯梁,弯梁另一端固定设置可竖直调节的调节丝杆;弯梁为直角弯梁,竖直设置的支撑柱固定于磁力体上端部,水平设置的横梁端部固定设置可竖直调节的调节丝杆。本实用新型磁力夹具在进行焊接严缝操作时,能够快速装卡,生产效率高;装置取消丝杠严缝需点固焊、严缝后打磨去除点揪焊接,减少材料消耗,也保持了母材的原表面质量,减少材料消耗,局部提升产品表面质量;磁体结构在工业应用中结实,不容易损坏,使用性能可靠。使用性能可靠。使用性能可靠。
技术研发人员:王维靖 冯丽娥 李春琴 卜庆海
受保护的技术使用者:中车眉山车辆有限公司
技术研发日:2021.09.28
技术公布日:2022/7/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1