一种磁铁玩具自动组装机的制作方法
1.本实用新型涉及组装设备领域,具体涉及一种磁铁玩具自动组装机。
背景技术:
2.现有一种磁铁玩具由中空铁管、磁铁芯和塑料堵头组成,在组装时通过将磁铁芯塞入中空铁管,之后在中空铁管的两端插入塑料堵头完成组装,现有的组装方式通过人工进行组装,不仅工人劳动强度较大,且生产效率较低。
技术实现要素:
3.本实用新型的目的是:提供一种磁铁玩具自动组装机,能够自动对中空铁管、磁铁芯和塑料堵头进行上料组装,降低工人劳动强度,提高生产效率。
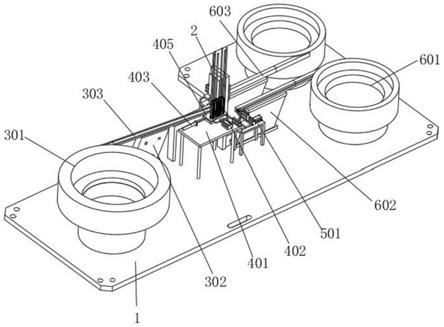
4.为了实现上述目的,本实用新型提供如下的技术方案:一种磁铁玩具自动组装机,具有底板上从左至右依次设置有铁管上料机构、磁铁上料机构、气缸座、堵头安装机构和堵头上料机构,所述铁管上料机构包括第一振动上料盘、第一直振上料机和铁管料道,所述铁管料道的右端向下倾斜,所述磁铁上料机构包括磁铁上料底座、推料气缸、顶料气缸、插入气缸、载料座、料框、推料板、顶料杆和插入杆,所述推料板、顶料杆和插入杆均与载料座可滑动连接,所述堵头安装机构包括堵头安装底座、xy移动模组和夹爪气缸,所述堵头上料机构包括第二振动上料盘、第二直振上料机和堵头料道,所述气缸座的左右两侧分别设置有阻挡气缸和导向气缸,所述阻挡气缸的活塞杆上固定连接有挡板,所述导向气缸的活塞杆上固定连接有导向板,所述堵头安装机构和堵头上料机构均具有两个,两个所述堵头上料机构沿气缸座相对设置,所述堵头安装机构与堵头上料机构一一对应设置。
5.进一步的,所述第一振动上料盘和第一直振上料机均与底板固定连接,所述铁管料道与第一直振上料机固定连接,所述铁管料道的进料口与第一振动上料盘的出料口对应设置。
6.进一步的,所述磁铁上料底座与底板固定连接,所述推料气缸、顶料气缸和插入气缸均与磁铁上料底座固定连接,所述料框与载料座固定连接,所述载料座上开有插孔,所述插孔与铁管料道对应设置,所述插入杆与插孔对应设置。
7.进一步的,所述堵头安装底座与底板固定连接,所述xy移动模组与堵头安装底座固定连接,所述夹爪气缸与xy移动模组的移动台固定连接。
8.进一步的,所述第二振动上料盘和第二直振上料机均与底板固定连接,所述堵头料道与第二直振上料机固定连接,所述堵头料道的进料口与第二振动上料盘的出料口对应设置。
9.本实用新型的有益效果为:通过铁管上料机构、磁铁上料机构、堵头安装机构和堵头上料机构的配合使用,能够自动对中空铁管、磁铁芯和塑料堵头进行上料组装,降低工人劳动强度,提高生产效率。
附图说明
10.图1为本实用新型一种磁铁玩具自动组装机的第一视角示意图;
11.图2为本实用新型一种磁铁玩具自动组装机的第二视角示意图;
12.图3为本实用新型一种磁铁玩具自动组装机的第三视角示意图;
13.图4为本实用新型一种磁铁玩具自动组装机的磁铁放置示意图;
14.图5为本实用新型一种磁铁玩具自动组装机的磁铁上料机构处爆炸示意图;
15.图6为本实用新型一种磁铁玩具自动组装机的堵头安装机构示意图;
16.图7为本实用新型一种磁铁玩具自动组装机的气缸座处结构示意图;
17.图8为本实用新型一种磁铁玩具自动组装机的磁铁插入工位示意图。
18.图中:1、底板;2、气缸座;301、第一振动上料盘;302、第一直振上料机;303、铁管料道;401、磁铁上料底座;402、推料气缸;403、顶料气缸;404、插入气缸;405、载料座;406、料框;407、推料板;408、顶料杆;409、插入杆;501、堵头安装底座;502、xy移动模组;503、夹爪气缸;601、第二振动上料盘;602、第二直振上料机;603、堵头料道;7、阻挡气缸;701、挡板;8、导向气缸;801、导向板。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
20.参考图1-图8所示的一种磁铁玩具自动组装机,具有底板1上从左至右依次设置有铁管上料机构、磁铁上料机构、气缸座2、堵头安装机构和堵头上料机构,所述铁管上料机构包括第一振动上料盘301、第一直振上料机302和铁管料道303,所述铁管料道303的右端向下倾斜,所述磁铁上料机构包括磁铁上料底座401、推料气缸402、顶料气缸403、插入气缸404、载料座405、料框406、推料板407、顶料杆408和插入杆409,所述推料板407、顶料杆408和插入杆409均与载料座405可滑动连接,所述堵头安装机构包括堵头安装底座501、xy移动模组502和夹爪气缸503,所述堵头上料机构包括第二振动上料盘601、第二直振上料机602和堵头料道603,所述气缸座2的左右两侧分别设置有阻挡气缸7和导向气缸8,所述阻挡气缸7的活塞杆上固定连接有挡板701,所述导向气缸8的活塞杆上固定连接有导向板801,所述堵头安装机构和堵头上料机构均具有两个,两个所述堵头上料机构沿气缸座2相对设置,所述堵头安装机构与堵头上料机构一一对应设置。
21.所述第一振动上料盘301和第一直振上料机301均与底板1固定连接,所述铁管料道303与第一直振上料机302固定连接,所述铁管料道303的进料口与第一振动上料盘302的出料口对应设置。
22.所述磁铁上料底座401与底板1固定连接,所述推料气缸402、顶料气缸403和插入气缸404均与磁铁上料底座401固定连接,所述料框406与载料座405固定连接,所述载料座405上开有插孔,所述插孔与铁管料道303对应设置,所述插入杆409与插孔对应设置。
23.所述堵头安装底座501与底板1固定连接,所述xy移动模组502与堵头安装底座501固定连接,所述夹爪气缸503与xy移动模组502的移动台固定连接。
24.所述第二振动上料盘601和第二直振上料机602均与底板1固定连接,所述堵头料
道603与第二直振上料机602固定连接,所述堵头料道603的进料口与第二振动上料盘601的出料口对应设置。
25.本实用新型的工作原理是:本实用新型在使用时,首先阻挡气缸7和导向气缸8的活塞杆均伸出,铁管由第一振动上料盘301和第一直振上料机302对进行上料,塑料堵头由第二振动盘601和第二直振上料机601进行上料,当铁管上料至磁铁插入工位时,铁管由挡板701进行限位,接着推料气缸402将料框406最下层的磁铁芯整排推入载料座405位于顶料杆408的位置(每排磁铁芯有多个磁铁芯,每个铁管内装入一个磁铁芯),接着顶料气缸403活塞杆伸出,将磁铁芯推入通孔内,最后由插入气缸404驱动插入杆409将磁铁芯顶入磁铁插入工位处的铁管内,接着阻挡气缸活塞杆收回,装入磁铁芯的铁管在后续铁管上料的推动下上料至导向板801处,此时由xy移动模组502驱动夹爪气缸503夹取堵头料道603末端的塑料堵头(夹爪气缸503夹取塑料堵头露出堵头料道603的部分),将其脱离堵头料道603并插入铁管内完成组装,在铁管不断上料的作用下,装有磁铁的铁管将吸附在铁管料道303上并在导向板801的导向下沿着铁管料道303向下移动。
26.上述实施例用于对本实用新型作进一步的说明,但并不将本实用新型局限于这些具体实施方式。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1