一种脚套焊接工装的制作方法
1.本实用新型涉及焊接技术,特别是涉及一种焊接领域的工装。
背景技术:
2.随着社会现代化的发展,越来越多的工厂添置了机械设备,而脚套是各个设备中的重要部件,起到了保持机体稳定性的作用。
3.目前的脚套焊接大多通过人工焊接,焊接效率低,精度差,通过设置脚套焊接用夹具,对脚套进行固定夹持和进给焊接,可大大提高焊接效率。且目前,人力成本极高已经成为一个不可避免的现实,传统的脚套焊接方式已经不能满足工厂降本节流的趋势,传统的人工制作简易定位并进行焊接的方式已经过时。因此,需要一种脚套焊接工装可以定位装夹待焊接脚套。
技术实现要素:
4.要解决的技术问题:本实用新型主要解决的技术问题是提供一种脚套焊接工装,可以实现待焊接脚套的装夹及定位,同时也可根据待焊接脚套的尺寸调节装置,更好的满足焊接需求。
5.技术方案:本实用新型解决其技术问题所采用的技术方案是提供一种脚套焊接工装,包括l型支板及定位机构,所述l型支板包括底板及背板,所述底板和背板呈直角设置,用于固定定位机构;
6.所述定位机构包括定位板,固定机构和定位调节机构;所述定位板固定于底板上,所述固定机构固定于底板或背板上,所述定位调节机构固定于背板上;
7.所述固定机构包括左侧固定机构及右侧固定机构,所述左侧固定机构和右侧固定机构用于将固定机构在x轴向上进行位置及装夹间距的调整;
8.所述定位调节机构包括y轴向调节机构和z轴向调节机构,所述y轴向调节机构和z轴向调节机构用于将定位调节机构在y和z轴向上进行位置的调整。
9.进一步的,所述固定机构的左侧固定机构和右侧固定机构一致且对称,分别包括第一l块、第二定位块及第三垫片;所述第一l块的一端固定在背板或底板上,所述第一l块另一端的外侧面连接有第二定位块,所述第一l块和第二定位块之间设有可调节厚度的第三垫片;
10.所述第三垫片可以更换以此带动第二定位块在x轴向上的移动调节。
11.进一步的,所述定位调节机构的y轴向调节机构包括第二l块、第三l块及第一垫片;所述第二l块一端连接于背板上,所述第二l块另一端的外侧面连接第三l块的一内侧面,所述第二l块和第三l块之间设有可调节高度的第一垫片,所述第一垫片可以更换以此带动第三l块在y轴向上的移动调节。
12.进一步的,所述定位调节机构的z轴向调节机构包括第二垫片及第一定位块,所述第一定位块连接第三l块的一外侧面,所述第一定位块和第三l块之间设有可调节厚度的第
二垫片,所述第二垫片可以更换以此带动第一定位块在z轴向上的移动调节。
13.进一步的,所述背板上固定有压钳固定板,所述压钳固定板用于预留出焊接快夹的安装位置。
14.进一步的,所述l型支板的底板下方设有垫脚,垫脚数量为2。
15.进一步的,所述定位板上设有第一产品定位销,所述第一定位块上设有第二产品定位销;所述第一产品定位销及第二产品定位销用于将带焊接脚套固定在该焊接工装上。
16.有益效果:
17.(1)本实用新型设置定位调节机构,通过更换第一垫片及第二垫片实现在y、z轴向上进行位置调整;
18.(2)本实用新型设置固定机构,通过更换第三垫片实现在x轴向上进行位置调整;
19.(3)本实用新型各个机构之间相互配合使得第一定位块及第二定位块的位置进行调整,方便对于不同脚套焊接过程中的定位及装夹;
20.(4)本实用新型设置第一产品定位销及第二产品定位销将脚套固定,更好的满足了焊接需求,可以快速精准的定位与装夹产品,并方便最终取出产品,适用于自动化脚套焊接;
21.(5)本实用新型定位采用车削的定位销,尺寸更精准,两端采用可调节板规避了因折弯导致的产品误差。
附图说明
22.此处所说明的附图用来提供对本实用新型的进一步理解,构成本技术的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
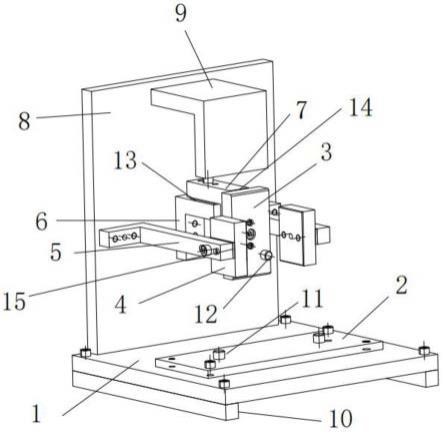
23.图1是本实用新型提供的一种脚套焊接工装的整体结构示意图;
24.图2是图1所示工装的固定机构及定位调节机构的结构示意图;
25.图3为本实用新型提供的一种脚套焊接工装搭配产品使用的示意图。
26.附图标记说明:1、底板;2、定位板;3、第一定位块;4、第二定位块;5、第一l块;6、第二l块;7、第三l块;8、背板;9、压钳固定板;10、垫脚;11、第一产品定位销; 12、第二产品定位销;13、第一垫片;14、第二垫片;15、第三垫片;16、带焊接脚套。
具体实施方式
27.下面结合附图对本实用新型较佳实施例进行详细阐述,以使实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
28.请参阅图1、图2、图3,一种脚套焊接工装,包括l型支板及定位机构;
29.所述l型支板包括底板(1)及背板(8),所述底板(1)和背板(8)呈直角设置,用于固定定位机构;
30.所述定位机构包括定位板(2),固定机构和定位调节机构;所述定位板(2)固定于底板 (1)上,所述固定机构及定位调节机构固定于背板(8)上;
31.所述固定机构包括左侧固定机构及右侧固定机构,所述左侧固定机构和右侧固定
机构用于将固定机构在x轴向上进行位置及装夹间距的调整;
32.所述定位调节机构包括y轴向调节机构和z轴向调节机构,所述y轴向调节机构和z轴向调节机构用于将定位调节机构在y和z轴向上进行位置的调整。
33.所述固定机构的左侧固定机构和右侧固定机构一致且对称,分别包括第一l块(5)、第二定位块(4)及第三垫片(15);所述第一l块(5)的一端固定在背板(8)或底板(1) 上,所述第一l块(5)另一端的外侧面连接有第二定位块(4),所述第一l块(5)和第二定位块(4)之间设有可调节厚度的第三垫片(15);所述第三垫片(15)可以更换以此带动第二定位块(4)在x轴向上的移动调节。
34.所述定位调节机构的y轴向调节机构包括第二l块(6)、第三l块(7)及第一垫片(13);所述第二l块(6)一端连接于背板(8)上,所述第二l块(6)另一端的外侧面连接第三l块(7)的一内侧面,所述第二l块(6)和第三l块(7)之间设有可调节高度的第一垫片(13),所述第一垫片(13)可以更换以此带动第三l块(7)在y轴向上的移动调节。
35.所述定位调节机构的z轴向调节机构包括第二垫片(14)及第一定位块(3),所述第一定位块(3)连接第三l块(7)的一外侧面,所述第一定位块(3)和第三l块(7)之间设有可调节厚度的第二垫片(14),所述第二垫片(14)可以更换以此带动第一定位块(3) 在z轴向上的移动调节。
36.所述定位板(2)上设有第一产品定位销(11),所述第一定位块(3)上设有第二产品定位销(12);所述第一产品定位销(11)及第二产品定位销(12)用于将带焊接脚套固定在该焊接工装上。
37.所述背板(8)上固定有压钳固定板(9),所述压钳固定板(9)用于预留出焊接快夹的安装位置。
38.所述l型支板的底板(1)下方设有垫脚(10),垫脚(10)数量为2,垫脚可以使本实用新型放置更加平稳。
39.本实用新型提供的一种脚套焊接工装的工作原理如下:
40.焊接脚套时,使用固定机构装夹待焊接脚套,并根据脚套尺寸通过更换第三垫片(15)对第二定位块(4)进行x轴向上的移动调节,以此调整2个第二定位块(4)之间的间距装夹脚套,避免了因折弯导致的产品误差。
41.待焊接脚套固定在定位调节机构前,根据待焊接脚套的尺寸更换第一垫片(13)及第二垫片(14)的厚度以此进行第一定位块(3)在y轴向上及z轴向上的调节。
42.通过本实用新型可以实现待焊接脚套的装夹定位可调节,可以适应不同尺寸的脚套加工,节省人力,有利于直接搭载智能机器人进行焊接,促进实现自动化加工进程。
43.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1