一种压铸机料筒漏水快速修复焊补结构的制作方法
1.本实用新型涉及压铸技术领域,具体为一种压铸机料筒漏水快速修复焊补结构。
背景技术:
2.料筒是压铸机台比较重要的一个活动压射部件,具有光洁度高,通心度高,型号全,质量好,价格低,可维修等优点,现在的料筒大多为一体式的。
3.现有的料筒使用压射频率高,铝液温度较高,料筒冷却水一直循环在冷却料筒,生产周期短,冷和热交替使料筒套容易出现漏水现象,更换成本较大,经济效益低,损坏后继续使用则不能保证压铸件产品质量。
技术实现要素:
4.基于此,本实用新型的目的是提供一种压铸机料筒漏水快速修复焊补结构,以解决现有的料筒使用压射频率高,生产周期短,冷和热交替使料筒套容易出现漏水现象,更换成本较大,损坏后继续使用则不能保证压铸件产品质量的技术问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种压铸机料筒漏水快速修复焊补结构,包括料筒,所述料筒的壁上通过车床对料筒进行切割出有单边具有一定角度的凹槽一和凹槽二,所述凹槽一和凹槽二的形状与焊件一和焊件二的形状及尺寸相互适配焊补,且在所述凹槽一和凹槽二用于容纳焊件一和焊件二。
6.通过采用上述技术方案,将原有一体的压铸料筒进行切割后再焊补,方便更换维修,不必更换压铸料筒,延长料管使用寿命,节约产品的生产成本,缩短了原材料的采购周期,结构简单可靠。
7.本实用新型进一步设置为,所述凹槽一的单边尺寸深度3mm,宽度5mm,所述凹槽二的单边尺寸深度4mm,宽度6mm,所述凹槽一和凹槽二公差为+0.0/-0.1mm。
8.通过采用上述技术方案,将料筒破损处打磨出规定尺寸的凹槽一和凹槽二,便于固定尺寸的焊件一和焊件二的焊接。
9.本实用新型进一步设置为,所述焊件一和焊件二采用skd61材质制成,硬度为hrc40~42,且公差为+0/-0.1mm。
10.通过采用上述技术方案,焊件一和焊件二的材质和硬度保持与料筒一致,防止料筒在焊接后受力不均匀。
11.本实用新型进一步设置为,所述焊件一和焊件二的内部边缘高于料筒面0~0.5mm,所述焊件一和焊件二与凹槽一和凹槽二焊接固定。
12.通过采用上述技术方案,焊件一和焊件二的边缘略高于料筒,便于焊接后对焊件一和焊件二打磨。
13.本实用新型进一步设置为,所述焊件一和焊件二安装于料筒凹槽一和凹槽二内。
14.通过采用上述技术方案,采用先安装后焊接的方式可提高焊接的精度,确保焊缝的质量。
15.综上所述,本实用新型主要具有以下有益效果:
16.本实用新型通过将原有一体的压铸料筒进行切割后再焊补,方便更换维修,不必更换压铸料筒,延长料管使用寿命,节约产品的生产成本,缩短了原材料的采购周期,结构简单可靠。
附图说明
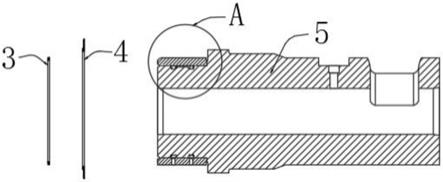
17.图1为本实用新型的修复前和焊件一与焊件二正视剖视图;
18.图2为本实用新型的图1中a的放大图;
19.图3为本实用新型的修复后正视剖视图;
20.图4为本实用新型的图4中b的放大图。
21.图中:1、凹槽一;2、凹槽二;3、焊件一;4、焊件二;5、料筒。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
23.下面根据本实用新型的整体结构,对其实施例进行说明。
24.一种压铸机料筒漏水快速修复焊补结构,如图1-4所示,包括料筒5,料筒5的壁上通过车床对料筒5进行切割出有单边具有一定角度的凹槽一1和凹槽二2,,便于焊件一3和焊件二4的安装,凹槽一1和凹槽二2的形状与焊件一3和焊件二4的形状及尺寸相互适配焊补,且在凹槽一1和凹槽二2用于容纳焊件一3和焊件二4,在安装焊件一3和焊件二4后焊接可对料筒5进行快速修复。
25.请参阅图2,凹槽一1的单边尺寸深度3mm,宽度5mm,凹槽二2的单边尺寸深度4mm,宽度6mm,凹槽一1和凹槽二2公差为+0.0/-0.1mm,将料筒5破损处打磨出规定尺寸的凹槽一1和凹槽二2,便于固定尺寸的焊件一3和焊件二4的焊接。
26.请参阅图1,焊件一3和焊件二4采用skd61材质制成,硬度为hrc40~42,且公差为+0/-0.1mm,焊件一3和焊件二4的材质和硬度保持与料筒5一致,防止料筒5在焊接后受力不均匀。
27.请参阅图4,焊件一3和焊件二4的内部边缘高于料筒5面0~0.5mm,焊件一3和焊件二4与凹槽一1和凹槽二2焊接固定,焊件一3和焊件二4的边缘略高于料筒5,便于焊接后对焊件一3和焊件二4打磨。
28.请参阅图4,焊件一3和焊件二4安装于料筒5凹槽一1和凹槽二2内,采用先安装后焊接的方式可提高焊接的精度,确保焊缝的质量。
29.本实用新型的工作原理为:凹槽一1的深度为3mm,宽度为5mm,公差为+0.0/-0.1mm,截面尺寸为3*5*110mm,凹槽二2的深度为4mm,宽度为6mm.,公差为+0.0/-0.1mm,截面尺寸为4*6*110mm,为了配合安装与凹槽内,焊件一3和焊件二4采用skd61材质焊条,硬度为hrc40~42,焊件的公差为+0/-0.1mm,焊件一3和焊件二4外部边缘低于于料管面0~0.05mm,为了提高使用寿命,焊满与凹槽一1与凹槽二2内,然后按尺寸加工平焊件焊满凹槽一1与凹槽二2内,料筒加热到200℃,保温时间为1小时,采用自动或手动的方式进行均匀焊
补,按原尺寸要求加工平,以φ80的料筒5为例,目前市场价5千元左右,2.5万模次左右就会漏水,快速修复一个成本价格在500元,还可以继续使用2万模次,比换一个新的经济效益高,为企业节约了成本,压铸件的质量也得到了保证。
30.尽管已经示出和描述了本实用新型的实施例,但本具体实施例仅仅是对本实用新型的解释,其并不是对实用新型的限制,描述的具体特征、结构、材料或者特点可以在任何一个或多个实施例或示例中以合适的方式结合,本领域技术人员在阅读完本说明书后可在不脱离本实用新型的原理和宗旨的情况下,可以根据需要对实施例做出没有创造性贡献的修改、替换和变型等,但只要在本实用新型的权利要求范围内都受到专利法的保护。
技术特征:
1.一种压铸机料筒漏水快速修复焊补结构,包括料筒(5),其特征在于:所述料筒(5)的壁上通过车床对料筒(5)进行切割出有单边具有一定角度的凹槽一(1)和凹槽二(2),所述凹槽一(1)和凹槽二(2)的形状与焊件一(3)和焊件二(4)的形状及尺寸相互适配焊补,且在所述凹槽一(1)和凹槽二(2)用于容纳焊件一(3)和焊件二(4)。2.根据权利要求1所述的一种压铸机料筒漏水快速修复焊补结构,其特征在于:所述凹槽一(1)的单边尺寸深度3mm,宽度5mm,所述凹槽二(2)的单边尺寸深度4mm,宽度6mm,所述凹槽一(1)和凹槽二(2)公差为+0.0/-0.1mm。3.根据权利要求1所述的一种压铸机料筒漏水快速修复焊补结构,其特征在于:所述焊件一(3)和焊件二(4)采用skd61材质制成,硬度为hrc40~42,且公差为+0/-0.1mm。4.根据权利要求1所述的一种压铸机料筒漏水快速修复焊补结构,其特征在于:所述焊件一(3)和焊件二(4)的内部边缘高于料筒(5)面0~0.5mm,所述焊件一(3)和焊件二(4)与凹槽一(1)和凹槽二(2)焊接固定。5.根据权利要求1所述的一种压铸机料筒漏水快速修复焊补结构,其特征在于:所述焊件一(3)和焊件二(4)安装于料筒(5)凹槽一(1)和凹槽二(2)内。
技术总结
本实用新型公开了一种压铸机料筒漏水快速修复焊补结构,涉及压铸技术领域,包括料筒,所述料筒的壁上通过车床对料筒进行切割出有单边具有一定角度的凹槽一和凹槽二,所述凹槽一和凹槽二的形状与焊件一和焊件二的形状及尺寸相互适配焊补,且在所述凹槽一和凹槽二用于容纳焊件一和焊件二。本实用新型将原有一体的压铸料筒进行切割后再焊补,方便更换维修,不必更换压铸料筒,延长料管使用寿命,节约产品的生产成本,缩短了原材料的采购周期,结构简单可靠。简单可靠。简单可靠。
技术研发人员:阳伦山 纪旭
受保护的技术使用者:长沙博大科工股份有限公司
技术研发日:2021.11.18
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1