一种立柱加工专用夹具的制作方法
1.本实用新型涉及一种立柱加工专用夹具,属于机械加工的工装夹具领域。
背景技术:
2.我公司近期研发生产的vmc850q系列立式加工中心拥有较高的加工精度和稳定性在市场上获得广泛好评。其在机械加工过程中为保证立柱的几何精度,必须在龙门五面加工中心上一次装夹切削完成,由于立柱本身复杂的结构,导致产生较多需要避让的干涉位置,在使用传统的通用工装夹具时操作工需进行繁琐、沉重的定位、卡压等产前准备工作且生产效率低下,加工件精度离散、一致性较差。因此亟需设计一款立柱加工专用夹具改善此种情况。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种立柱加工专用夹具,该夹具采用普通定位块结合液压元件的可调式定位块组合的形式,不仅实现了定位的效率高,而且定位精度高,同时节约了大量的人力物力,从而节省加工成本。
4.为解决以上问题,本实用新型的具体技术方案如下:一种立柱加工专用夹具,在底座的后部左右两侧对称设有固定支撑模块,两固定支撑模块间距可调,前部设有枕式支撑模块,固定支撑模块与枕式支撑模块之间设置有对称的空腔,两空腔之间设置有侧向定位模块;
5.枕式支撑模块结构包括枕座,枕座上方设置有t型槽,t型槽内滑动连接有左定位座和右定位座,t型槽一端固定连接有侧顶,左定位座和右定位座之间设置有三位液压夹紧装置,三位液压夹紧装置与枕座固定,自装卸装置通过缸杆与三位液压夹紧装置连接。
6.所述的固定支撑模块结构为:基座上设置有可调式定位块、液压夹持器装置和侧顶装置。
7.所述的自装卸装置结构为:压板下表面与立柱内部筋格接触并通过双头螺柱与本体连接,本体内部水平嵌有插销,插销两端均通过压缩弹簧与本体两侧连接,本体内部嵌有固定拨环和活动拨环,固定拨环位于插销上端,活动拨环位于插销下端,固定拨环和活动拨环与三位液压装置缸杆同轴运动,根据缸杆的上限位、中间位、下限位控制插销的运动实现松开、压紧、待机的三个动作。
8.旋转所述的可调式定位块调节顶面与底座上表面之间的距离。
9.所述的侧向定位模块结构包括在基座、定位架和调整螺栓,调整螺栓固定在定位架上,且轴线与底座的长度方向一致,旋转调整螺栓可调节定位架后面与工件侧面的距离。
10.该型专用夹具采用固定支撑模块组及枕式支撑模块对待夹持立柱的上下和前后进行限位,采用侧向定位模块对立柱的左右进行定位,从而实现零件的有效定位,同时由于固定支撑模块组及枕式支撑模块上的装置距离可调,从而摆脱了单一型号,单一夹具的问题,可以大幅度的降低产前准备时间,简化机加工流程,降低生产成本,提高工件精度一致
性。
附图说明
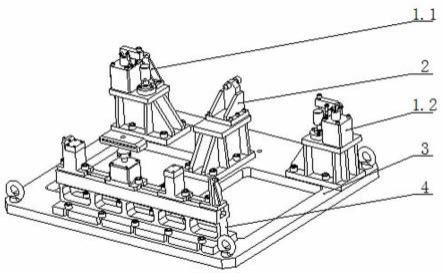
11.图1为申请夹具的整体结构示意图。
12.图2为固定支撑模块的轴测图。
13.图3为侧向定位模块轴测图。
14.图4为枕式支撑模块轴测图。
15.图5为图4的局部放大示意图。
16.图6为插销结构示意图。
17.图7为自装卸装置剖视图。
18.图8为本申请夹具的工作状态示意图。
具体实施方式
19.如图1所示,一种立柱加工专用夹具,在底座3的后部左右两侧对称设有固定支撑模块1.1,两固定支撑模块1.1间距可调,前部设有枕式支撑模块4,固定支撑模块1.1与枕式支撑模块4之间设置有对称的空腔3.1,两空腔3.1之间设置有侧向定位模块2;
20.枕式支撑模块4结构包括枕座4.1,枕座4.1上方设置有t型槽4.8,t型槽4.8内滑动连接有左定位座4.3和右定位座4.7,t型槽4.8一端固定连接有侧顶4.2,左定位座4.3和右定位座4.7之间设置有三位液压夹紧装置4.6,三位液压夹紧装置4.6与枕座4.1固定,自装卸装置4.5通过缸杆与三位液压夹紧装置4.6连接。
21.所述的固定支撑模块1.1结构为:基座1.1.4上设置有可调式定位块1.1.3、液压夹持器装置1.1.1和侧顶装置1.1.2。
22.所述的自装卸装置4.5结构为:压板4.5.1下表面与立柱内部筋格接触并通过双头螺柱4.5.2与本体4.5.3连接,本体4.5.3内部水平嵌有插销4.5.6,插销4.5.6两端均通过压缩弹簧4.5.7与本体4.5.3两侧连接,本体4.5.3内部嵌有固定拨环4.5.5和活动拨环4.5.8,固定拨环4.5.5位于插销4.5.6上端,活动拨环4.5.8位于插销4.5.6下端,固定拨环4.5.5和活动拨环4.5.8与三位液压装置4.6缸杆同轴运动,根据缸杆的上限位、中间位、下限位控制插销4.5.6的运动实现松开、压紧、待机的三个动作。
23.旋转所述的可调式定位块1.1.3调节顶面与底座3上表面之间的距离。
24.所述的侧向定位模块2结构包括在基座2.3、定位架2.2和调整螺栓2.1,调整螺栓2.1固定在定位架2.2上,且轴线与底座的长度方向一致,旋转调整螺栓2.1可调节定位架2.2后面与工件侧面的距离。
25.本实用新型的工作过程如下:如图6所示将所要加工的立柱vmc850q立式加工中心立柱吊运到本专用夹具上方位置,启动外部设备液压泵站,调节固定支撑模块1.1上的液压夹持器1.1.1松开、枕式支撑模块4中的三维液压夹紧装置4.6至下限位,取下自装卸装置4.5,松开各模块中侧顶至安全位置,工件缓缓下落至工件底面特定位置与各定位块接触,缓缓落实工件,使用扳手微调可调式定位块1.13,直至拉表查看正向偏差为零,工件水平。旋转各项侧顶贴合工件侧面,直至拉表查看侧向偏差为零,工件垂直,调节完毕。安放自装卸装置4.5,启动三维液压夹紧装置4.6至中间位停留五秒中后向下夹紧。启动固定夹持模
块1.1中的液压夹持器1.1.1夹紧工件,撤除吊钩,工件装夹定位完毕。加工完成后启动三位液压夹紧装置4.6至上限位停留五秒后向下移动至下限位脱开自装卸装置4.5并取下。松开固定夹持模块1.1中的液压夹持器1.1.1。松开各向侧顶。工件吊起,撤除完毕。
技术特征:
1.一种立柱加工专用夹具,其特征在于;在底座(3)的后部左右两侧对称设有固定支撑模块(1.1),两固定支撑模块(1.1)间距可调,前部设有枕式支撑模块(4),固定支撑模块(1.1)与枕式支撑模块(4)之间设置有对称的空腔(3.1),两空腔(3.1)之间设置有侧向定位模块(2);枕式支撑模块(4)结构包括枕座(4.1),枕座(4.1)上方设置有t型槽(4.8),t型槽(4.8)内滑动连接有左定位座(4.3)和右定位座(4.7),t型槽(4.8)一端固定连接有侧顶(4.2),左定位座(4.3)和右定位座(4.7)之间设置有三位液压夹紧装置(4.6),三位液压夹紧装置(4.6)与枕座(4.1)固定,自装卸装置(4.5)通过缸杆与三位液压夹紧装置(4.6)连接。2.如权利要求1所述的立柱加工专用夹具,其特征在于;所述的固定支撑模块(1.1)结构为:基座(1.1.4)上设置有可调式定位块(1.1.3)、液压夹持器装置(1.1.1)和侧顶装置(1.1.2)。3.如权利要求1所述的立柱加工专用夹具,其特征在于;所述的自装卸装置(4.5)结构为:压板(4.5.1)下表面与立柱内部筋格接触并通过双头螺柱(4.5.2)与本体(4.5.3)连接,本体(4.5.3)内部水平嵌有插销(4.5.6),插销(4.5.6)两端均通过压缩弹簧(4.5.7)与本体(4.5.3)两侧连接,本体(4.5.3)内部嵌有固定拨环(4.5.5)和活动拨环(4.5.8),固定拨环(4.5.5)位于插销(4.5.6)上端,活动拨环(4.5.8)位于插销(4.5.6)下端,固定拨环(4.5.5)和活动拨环(4.5.8)与三位液压装置(4.6)缸杆同轴运动,根据缸杆的上限位、中间位、下限位控制插销(4.5.6)的运动实现松开、压紧、待机的三个动作。4.如权利要求2所述的立柱加工专用夹具,其特征在于;旋转所述的可调式定位块(1.1.3)调节顶面与底座(3)上表面之间的距离。5.如权利要求1所述的立柱加工专用夹具,其特征在于;所述的侧向定位模块(2)结构包括在基座(2.3)、定位架(2.2)和调整螺栓(2.1),调整螺栓(2.1)固定在定位架(2.2)上,且轴线与底座的长度方向一致,旋转调整螺栓(2.1)可调节定位架(2.2)后面与工件侧面的距离。
技术总结
本实用新型涉及一种立柱加工专用夹具,属于机械加工的工装夹具领域。一种立柱加工专用夹具,在底座的后部左右两侧对称设有固定支撑模块,两固定支撑模块间距可调,前部设有枕式支撑模块,固定支撑模块与枕式支撑模块之间设置有对称的空腔,两空腔之间设置有侧向定位模块。该夹具采用普通定位块结合液压元件的可调式定位块组合的形式,不仅实现了定位的效率高,而且定位精度高,同时节约了大量的人力物力,从而节省加工成本。从而节省加工成本。从而节省加工成本。
技术研发人员:徐永利 张猛 盖立亚 杨祥东 李巍庆 李志丹 张望 杨晓帆 赵元 刘博 陈立明 郑阳 李春生 季亮 乔海龙 高永泉
受保护的技术使用者:沈阳优尼斯智能装备有限公司
技术研发日:2021.11.27
技术公布日:2022/6/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1