一种整体式焊接工装的制作方法
1.本实用新型涉汽车零件焊接技术领域,尤其涉及一种整体式焊接工装。
背景技术:
2.大多数汽车零部件生产都需要用到焊接技术。这些零件在焊接时经常需要设计专门的工装夹具进行定位。一些长度较大的工件在焊接时,为了使在工件长度方向上的各焊接点具有较小的误差,需要使工装具有较好的平面度,这样将工件夹持定位在工装上时,才能防止各焊接位置与预定位置存在落差。
3.现有技术中的焊接工装一般安装在加工台上,由于加工大长度工件的加工台面的长度较大,也难以保证平面度,因此,若采用将工装分布式的安装在加工台上,各个工装之间必然难以保证平面度。而当采用整体式的焊接工装时,工装底座必然也较长(一般超过1m),又会造成难以保证平面精度的问题。
4.因此,有必要设计一种具有较好平面度的用于大长度工件焊接用的整体式焊接工装。
技术实现要素:
5.为解决背景技术中存在的技术问题,本实用新型提出一种整体式焊接工装。
6.本实用新型提出的一种整体式焊接工装,包括底座,底座上安装有若干个定位块和若干个压紧夹具,定位块具有用于与工件配合的定位面,压紧夹具用于将工件夹持在定位面上;
7.底座包括第一底板、第二底板和连接板,连接板分别通过螺栓与第一底板和第二底板固定连接,以将第一底板和第二底板桥接在一起形成底座,并且第一底板的底面和第二底板的底面位于同一平面。
8.优选地,连接板是从第一底板和/或第二底板上裁切成型的。
9.优选地,第一底板与第二底板厚度相同。
10.优选地,第一底板和第二底板上均设有螺栓锁紧孔。
11.优选地,定位面上安装有用于将工件定位的定位销。
12.优选地,压紧夹具为手动夹钳。
13.在本实用新型中,该焊接工装通过连接板将第一底板和第二底板桥接固定在一起形成了底座整体,由于第一底板和第二底板长度不大,可以具有较好的加工平面度,进行使连接在一起后的底座具有较好的平面度。因此,该焊接工装具有较好的平面度,可以保证大长度工件焊接加工的精度较高。
附图说明
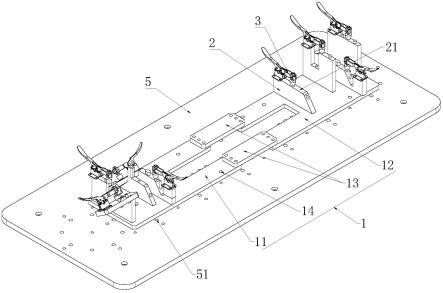
14.图1为实施例中提出的一种整体式焊接工装装夹工件时的立体图;
15.图2为图1中的焊接工装拆除工件后的立体图。
具体实施方式
16.请参照图1-2所示,根据本实用新型实施例的一种整体式焊接工装,包括底座1,底座1上安装有定位块2和压紧夹具3,定位块2具有用于与工件4配合的定位面21,压紧夹具3用于将工件4夹持在定位面21上。
17.其中,底座1包括第一底板11、第二底板12和连接板13,连接板13分别通过螺栓与第一底板11和第二底板12固定连接,以将第一底板11和第二底板12桥接在一起形成底座1,并且第一底板11的底面和第二底板12的底面位于同一平面。
18.根据本实施例的该焊接工装,底座1通过连接板13将第一底板11和第二底板12桥接固定在一起形成,第一底板11和第二底板12形成底座1的两个主体部分。采用此种方式的好处是,由于第一底板11和第二底板12长度不大(一般不超过0.5m),在制造该焊接工装时,可以保证第一底板11和第二底板12各自的平面度较好,当通过连接板13将第一底板11和第二底板12桥接在一起时,使第一底板11的底面和第二底板12的底面位于同一平面,即可保证底座1的整体平面度较好。
19.因此,该焊接工装解决了工装底座1较长时难以具有较好平面度的问题,使大长度工件焊接时的加工精度得以提高。
20.值得一提的是,该焊接工装的底座1不限于只包括如示例中的第一底板11和第二底板12两个主体部分,当底座1需要更长时,也可采用同样的桥接方式将更多的底板连接在一起以形成底座1整体。
21.本实施例中,定位块2和压紧夹具3的数量可以根据工件定位需要具体设定,压紧夹具3采用手动夹钳,方便使用。定位面21上还安装有用于将工件定位的定位销,采用定位销定位工件的方式,具有防呆功能,便于工件拆装。
22.在进一步地实施例中,该焊接工装的连接板13是从第一底板11和/或第二底板12上裁切成型的。参照图2,连接板13设置了两块,两块连接板13是分别从第一底板11和第二底板12上切割下来的,两块连接板13安装在第一底板11和第二底板12切割后的缺口两侧。切割下来的连接板13可以与第一底板11、第二底板12保证同样的平面度,利于保证底座1的平面度,同时,也节省了制作该焊接工装的材料,可以节省生产成本。
23.为了便于切割制作连接板13,也为了使连接板13能够更方便地将第一底板11与第二底板12连接,第一底板11与第二底板12的厚度优选是相同的,这样,将连接板13切割后直接安装在第一底板11和第二底板12上,便可以保证第一底板11和第二底板12的底面位于同一平面,即可以保证底座1的整体平面度。
24.在本实施例中,第一底板11和第二底板12上均设有螺栓锁紧孔14,通过螺栓锁紧孔14安装螺栓可将第一底板11和第二底板12锁紧安装在加工台5上,并且加工台5上还设有定位销孔51,通过安装定位销可将底座1定位,这样方便对该焊接工装进行的拆卸和安装。
25.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种整体式焊接工装,其特征在于,包括底座(1),底座(1)上安装有若干个定位块(2)和若干个压紧夹具(3),定位块(2)具有用于与工件配合的定位面(21),压紧夹具(3)用于将工件夹持在定位面(21)上;底座(1)包括第一底板(11)、第二底板(12)和连接板(13),连接板(13)分别通过螺栓与第一底板(11)和第二底板(12)固定连接,以将第一底板(11)和第二底板(12)桥接在一起形成底座(1),并且第一底板(11)的底面和第二底板(12)的底面位于同一平面。2.根据权利要求1所述的整体式焊接工装,其特征在于,连接板(13)是从第一底板(11)和/或第二底板(12)上裁切成型的。3.根据权利要求2所述的整体式焊接工装,其特征在于,第一底板(11)与第二底板(12)厚度相同。4.根据权利要求1所述的整体式焊接工装,其特征在于,第一底板(11)和第二底板(12)上均设有螺栓锁紧孔(14)。5.根据权利要求1-4任意一项所述的整体式焊接工装,其特征在于,定位面(21)上安装有用于将工件定位的定位销。6.根据权利要求1-4任意一项所述的整体式焊接工装,其特征在于,压紧夹具(3)为手动夹钳。
技术总结
本实用新型公开了一种整体式焊接工装,包括底座,底座上安装有若干个定位块和若干个压紧夹具,底座包括第一底板、第二底板和连接板,连接板分别通过螺栓与第一底板和第二底板固定连接,以将第一底板和第二底板桥接在一起形成底座,并且第一底板的底面和第二底板的底面位于同一平面。该焊接工装具有较好的平面度,可以保证大长度工件焊接加工的精度较高。可以保证大长度工件焊接加工的精度较高。可以保证大长度工件焊接加工的精度较高。
技术研发人员:叶劲松 滕强 夏秋 胡凯 徐汉 刘泉福
受保护的技术使用者:安徽沃霖汽车科技有限责任公司
技术研发日:2021.11.30
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1