汽车零部件定位工装的制作方法
1.本实用新型涉及汽车零部件生产的技术领域,尤其涉及汽车零部件定位工装。
背景技术:
2.现有的汽车零部件的定位夹紧还采用的是人工定位方式,在打孔或者零件表面加工的时候一旦定位不准或者限位不稳都会导致零件位置发生改变从而导致零件打孔位置错误,打磨位置错误,进而导致零件报废。
技术实现要素:
3.本实用新型的技术方案提供了汽车零部件定位工装,能够自动化实现零件的限位夹紧,具体技术方案如下:
4.汽车零部件定位工装,包括载料盘、限位装置、抵接装置和基准板,载料盘承载零件,所示限位装置限制零件至少三个自由度,抵接装置将零件推抵在基准板上。
5.通过载料盘盛放和初步定位零件位置,然后通过限位装置卡在零件的定位孔的位置从而限制零件的位置和自由度,通过抵接装置将装置推靠在基准板上从而让零件依据基准定位,同时限定死零件剩余的自由度,实现了零件的自动夹紧限位工作,保证了定位限位效果同时提升了工作效率。
6.载料盘上还设有至少两个导向柱和卡接块,导向柱对应设置在卡接块四周。
7.卡接块可升降的安装在载料盘上。
8.抵接装置包括抵接头与液压缸,抵接头安装在液压缸上。
9.基准板上开设有两个螺纹孔,螺纹孔内安装有螺钉,抵接头将零件抵接在螺钉上。
10.限位装置设置为四个,限位装置包括限位头、液压缸和对接块,限位头通过连杆铰接在液压缸上并将零件压在对接块顶端。
附图说明
11.此处的附图被并入说明书中并构成说明书的一部分,示出了符合本实用新型的实施例,并与说明书一起用于解释本实用新型的原理,其中:
12.图1为汽车零部件定位工装的立体结构示意图(带零件);
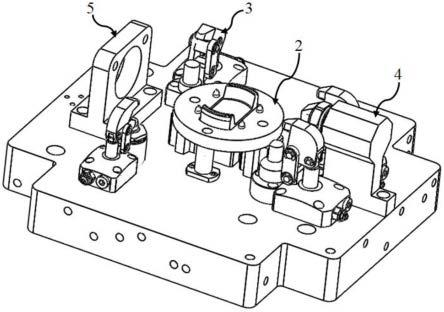
13.图2为汽车零部件定位工装的立体结构示意图(不带零件);
14.图3为载料盘的立体结构示意图;
15.图4为限位装置的立体结构示意图。
16.附图标记:1零件、2载料盘、3限位装置、4抵接装置、5基准板、6导向柱、7卡接块、8限位头、9液压缸、10对接块
具体实施方式
17.下文的公开提供了许多不同的实施方式或例子用来实现本实用新型的不同结构。
为了简化本实用新型的公开,下文中对特定例子的部件和设置进行描述。当然,它们仅仅为示例,并且目的不在于限制本实用新型。此外,本实用新型可以在不同例子中重复参考数字和/或参考字母,这种重复是为了简化和清楚的目的,其本身不指示所讨论各种实施方式和/或设置之间的关系。此外,本实用新型提供了的各种特定的工艺和材料的例子,但是本领域普通技术人员可以意识到其他工艺的应用和/或其他材料的使用。
18.现有的汽车零部件的定位夹紧还采用的是人工定位方式,在打孔或者零件表面加工的时候一旦定位不准或者限位不稳都会导致零件位置发生改变从而导致零件打孔位置错误,打磨位置错误,进而导致零件报废。
19.为了能够自动化实现零件的限位夹紧,本实用新型的技术方案提供了汽车零部件定位工装。技术方案如下:
20.下面根据图1至图4对本实用新型做进一步详细说明。
21.如图1、图2、图3和图4所示,本实用新型提供了汽车零部件定位工装,包括载料盘2、限位装置3、抵接装置4和基准板5,载料盘2承载零件1,所示限位装置3限制零件1至少三个自由度,抵接装置4将零件1推抵在基准板5上。
22.通过载料盘2盛放和初步定位零件1位置,然后通过限位装置3卡在零件1的定位孔的位置从而限制零件1的位置和自由度,通过抵接装置4将装置推靠在基准板5上从而让零件1依据基准定位,同时限定死零件1剩余的自由度,实现了零件1的自动夹紧限位工作,保证了定位限位效果同时提升了工作效率。
23.载料盘2上还设有至少两个导向柱6和卡接块7,导向柱6对应设置在卡接块7四周。
24.通过导向柱6初步定位零件1的位置,然后通过卡接块7固定死零件1在载料盘2上的位置
25.卡接块7可升降的安装在载料盘2上。
26.通过卡接块7可升降的设置,当零件1加工完毕后卡接块7可以通过下降的方式将零件1留在载料盘2上,避免后道工序因为卡接力道过大难以获取零件1,为整个生产链的自动化生产提供保障。当然升降载料盘2也可以实现此功能。
27.抵接装置4包括抵接头与液压缸9,抵接头安装在液压缸9上。
28.基准板5上开设有两个螺纹孔,螺纹孔内安装有螺钉,抵接头将零件1抵接在螺钉上。
29.通过螺纹孔的设置保证了基准板5的基准可调。
30.限位装置3设置为四个,限位装置3包括限位头8、液压缸9和对接块10,限位头8通过连杆铰接在液压缸9上并将零件1压在对接块10顶端。
31.本领域技术人员在考虑说明书及实践这里实用新型的实用新型后,将容易想到本实用新型的其它实施方案。本申请旨在涵盖本实用新型的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本实用新型的一般性原理并包括本实用新型的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本实用新型的真正范围和精神由权利要求指出。
32.应当理解的是,本实用新型并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本实用新型的范围仅由所附的权利要求来限制。
技术特征:
1.汽车零部件定位工装,其特征在于,包括载料盘、限位装置、抵接装置和基准板,所述载料盘承载零件,所示限位装置限制零件至少三个自由度,所述限位装置设置为四个,所述限位装置包括限位头、液压缸和对接块,所述限位头通过连杆铰接在所述液压缸上并将零件压在所述对接块顶端,所述抵接装置将零件推抵在所述基准板上。2.根据权利要求1所述的汽车零部件定位工装,其特征在于,所述载料盘上还设有至少两个导向柱和卡接块,所述导向柱对应设置在所述卡接块四周。3.根据权利要求2所述的汽车零部件定位工装,其特征在于,所述卡接块可升降的安装在所述载料盘上。4.根据权利要求1所述的汽车零部件定位工装,其特征在于,所述抵接装置包括抵接头与液压缸,所述抵接头安装在所述液压缸上。5.根据权利要求4所述的汽车零部件定位工装,其特征在于,所述基准板上开设有两个螺纹孔,所述螺纹孔内安装有螺钉,所述抵接头将零件抵接在螺钉上。
技术总结
本实用新型公开了汽车零部件定位工装,涉及汽车零部件生产的技术领域,汽车零部件定位工装包括载料盘、限位装置、抵接装置和基准板,载料盘承载零件,所示限位装置限制零件至少三个自由度,抵接装置将零件推抵在基准板上。通过载料盘盛放和初步定位零件位置,然后通过限位装置卡在零件的定位孔的位置从而限制零件的位置和自由度,通过抵接装置将装置推靠在基准板上从而让零件依据基准定位,同时限定死零件剩余的自由度,实现了零件的自动夹紧限位工作,保证了定位限位效果同时提升了工作效率。保证了定位限位效果同时提升了工作效率。保证了定位限位效果同时提升了工作效率。
技术研发人员:莫明磊
受保护的技术使用者:无锡丰利硕科技有限公司
技术研发日:2021.12.02
技术公布日:2022/7/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1