1.本实用新型涉及热力工程设备技术领域,特别是管壳式换热器管板和薄壁换热管的胀接工艺装备。
背景技术:2.管壳式换热的管板与换热管之间的连接,除了强度胀接,均采用了焊接。焊接连接是通过局部高温使换热管和管板融为一体,结构整体型强,但局部高温会形成焊接残余应力,焊接残余应力的存在会加大接头处内应力,从而使接头在使用过程中失效风险增加;对于采用薄壁管的管壳式换热器,若焊接工艺控制不当或操作失误极易出现换热管焊穿等加工缺陷。强度胀接方式,是通过控制管子塑性变形,利用变形与管板上的孔形成有密封性能的过盈配合,对薄壁管的适应性更强。实际使用过程中,因管壳式换热器的管程和壳程流通介质温度不同,由此导致筒体和换热管在工作状态时的膨胀量也不相同,若两者的膨胀差处理不当将造成管板与换热管接头处产生极大的温差应力,严重时会危及管壳式换热器的安全运行。一般情况是通过在筒体上设环形膨胀节来消除管板与筒体的膨胀差进行处理。该方法需要增加筒体焊缝和膨胀节,增加加工成本。
技术实现要素:3.为解决管壳式换热器在工作状态下,换热管与管板间因膨胀差带来的温差应力问题,减少膨胀节的应用,本实用新型公开了一种用于换热管和管板装配的预应力胀接工装。
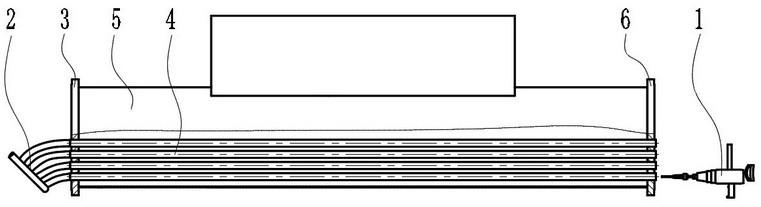
4.本实用新型一种预应力胀接工装,由胀管装置1和预热装置2组成,被加工工件由固定端管板3,换热管4,筒体5,自由端管板6组成。其预应力胀接工艺过程如下:首先根据管壳式换热器工作条件,确定预膨胀设定值,接着焊接固定端管板3和筒体5,焊接完成后胀接固定端管板3与换热管4,然后用预热装置2对换热管4进行加热,待换热管4膨胀至预膨胀设定值后,再用胀管装置1对自由端管板6和换热管4进行胀接,最后焊接自由端管板6和筒体5。预膨胀设定值是一个变化值,是根据被加工工件的实际工作状态核算确定的。
5.本实用新型一种预应力胀接工装应用时,对换热管4进行加热的方法可以是蒸汽加热、电加热或其他加热方法。
6.本实用新型一种预应力胀接工装用于换热管4与固定端管板3或活动管板4之间接口处的胀接工具,可以是机械胀管装置、液压胀管装置、橡胶胀管装置或其他适用于管板和管子的胀接装置。
附图说明
7.附图1为本实用新型一种预应力胀接工装的构成图。图中序号为:1—胀管装置,2—预热装置,3—固定端管板,4—换热管,5—筒体,6—自由端管板。
8.附图2为本实用新型一种预应力胀接工装的蒸汽加热应用实例图。图中序号为:1—胀管装置,2a1—蒸汽母管,2a2—蒸汽支管,3—固定端管板,4—换热管,5—筒体,6—自
由端管板。
9.附图3为本实用新型一种预应力胀接工装的电加热应用实例图。图中序号为:1—胀管装置,2b1—配电装置,2b2—电阻丝,3—固定端管板,4—换热管,5—筒体,6—自由端管板。
10.附图4为采用膨胀节的管壳式换热器胀接示意图。图中序号为:1—胀管装置,3—固定端管板,8a—筒体a,8b—膨胀节,4—换热管。
具体实施方式
11.下面结合附图和具体实例作进一步说明:
12.参见附图1,本实用新型一种预应力胀接工装,由胀管装置1和预热装置2组成,被加工工件由固定端管板3,换热管4,筒体5,自由端管板6组成,其预应力胀接工艺过程如下: a) 根据管壳式换热器工作条件,确定预膨胀设定值。 b) 装焊固定端管板3和筒体5。 c) 用胀管装置1对固定端管板3和换热管4接口处进行胀接。 d) 用预热装置2,从固定端管板3一端对换热管4进行加热,换热管4自由膨胀至预膨胀设定值。 e) 根据预膨胀设定值定位自由端管板6,并用胀管装置1对自由端管板6和换热管4接口处进行胀接。 f) 装焊自由端管板6和筒体5。 g) 筒体缓冷至常温。
13.通过步骤a),对管壳式换热器的工作状态进行了分析,明确了其实际工作状态;通过步骤d)、e)、f),使得换热管(4)与筒体(5)在接近工作状态下进行装配,即该换热器可以在较小的温差应力条件下进行工作;通过步骤g),减缓了管壳式加工过程中产生预应力的变化梯度。该预应力为热应力,有自限性,在步骤a)时已确定其最大值,故该预应力在冷态时不会造成设备损伤。
14.参见附图2,本实用新型一种预应力胀接工装的蒸汽加热应用实例。蒸汽加热装置由蒸汽母管2a1和若干支管2a2组成,各支管连接至换热管4内部。加热蒸汽由蒸汽母管2a1通过支管2a2接入换热管4对换热管4进行加热。
15.参见附图3,本实用新型一种预应力胀接工装的电加热应用实例,电加热装置由配电装置2b1和若干电阻丝2b2组成,电阻丝2b2连接至换热管4内部。电阻丝2b2利用电能在换热管4内发热,对换热管4进行加热。
16.参见附图4,此为采用膨胀节的管壳式换热器胀接示意图。通过本实用新型所述预应力胀接工装进行制造的管壳式换热器,则不采用膨胀节,以此降低成本。
17.本实用新型一种预应力胀接工装,通过先预热后胀接的方式连接换热管和管板,在生产过程中对换热管和管板接口处施加了与工况条件相反的预应力,此预应力在换热器正常工作时,会随着换热器的热膨胀而消失,从而增加设备运行可靠性。
18.本实用新型一种预应力胀接工装,避免了在管壳式换热器中使用膨胀节,减少了焊缝和辅助零件,在降低产品成本同时增加了设备的可靠性。
技术特征:1.一种预应力胀接工装,由胀管装置(1)和预热装置(2)组成,被加工工件由固定端管板(3),换热管(4),筒体(5),自由端管板(6)组成,其特征是:先焊接固定端管板(3)和筒体(5),焊接完成后胀接固定端管板(3)与换热管(4),然后用预热装置(2)对换热管(4)进行加热,待换热管(4)膨胀至预膨胀设定值后,再用胀管装置(1)对自由端管板(6)和换热管(4)进行胀接,最后焊接自由端管板(6)和筒体(5)。2.根据权利要求1所述的预应力胀接工装,其特征是:预膨胀设定值是一个变化值,是根据被加工工件的实际工作状态核算确定的。3.根据权利要求1所述的预应力胀接工装,其特征是:对换热管(4)进行加热的方法是蒸汽加热或电加热。4.根据权利要求1所述的预应力胀接工装,其特征是:用于换热管(4)与固定端管板(3)或自由端管板(6)之间接口处的胀接工具,是机械胀管装置,或液压胀管装置,或橡胶胀管装置。
技术总结本实用新型提供了一种用于换热管与管板装配的预应力胀接工装,通过核算确定换热管和筒体的膨胀差,对换热管预热,让换热管和管板在接近工况条件下胀接并固定,换热器冷却后即在换热管和管板之间施加了一个适当的、与工况条件相反的预应力。此预应力在换热器正常工作时,会随着换热器的热膨胀而消失,从而增加设备运行可靠性,不再使用膨胀节,减少了焊缝和辅助零件,降低了生产制造成本。降低了生产制造成本。降低了生产制造成本。
技术研发人员:张杨 郑利华
受保护的技术使用者:希望深蓝空调制造有限公司
技术研发日:2021.12.09
技术公布日:2022/5/25