一种螺尾锥销攻螺纹装置的制作方法
1.本实用新型涉及螺尾锥销生产技术领域,特别涉及一种螺尾锥销攻螺纹装置。
背景技术:
2.螺尾锥销是一种螺纹紧固件,是在圆锥销的一端攻一段螺纹,通常用于紧固件连接,销体难以取出的场合,其螺纹段可通过与工具螺纹连接,然后将销体拔出,而螺尾锥销的圆锥段可用锥面配合传递动力,因此定位精度比圆柱销高,在受到横向力时能够自锁,可用于经常拆卸的场合。
3.现有螺尾锥销加工螺纹段时,由于螺尾锥销有一段为圆锥形型,不便装夹,现有加工装置加工时很难保证加工精度,容易造成螺纹偏移的情况发生,针对上述问题,本实用新型提供了一种新的方案。
技术实现要素:
4.本实用新型的目的是提供一种螺尾锥销攻螺纹装置。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:
6.一种螺尾锥销攻螺纹装置,包括底座和工作台,所述工作台上设有丝杠,所述丝杠上安装有滑块,所述滑块上设有刀架,所述刀架上安装有螺纹切割刀,所述丝杠的一端与齿轮箱传动连接,所述齿轮箱安装在工作台的一侧,所述齿轮箱的外侧设有安装板,所述安装板上安装有电机,所述电机与齿轮箱传动连接,所述丝杠的上方设有与齿轮箱传动连接的装夹机构,所述装夹机构的一端通过轴承安装在齿轮箱上,所述装夹机构的另一端装夹有螺尾锥销。
7.进一步的,所述装夹机构包括装夹块、锁紧带和装夹孔,所述装夹孔的锥度与螺尾锥销的锥度相同设置,所述装夹孔的侧壁设有若干均布的变形槽,每个变形槽设有一块圆弧形的装夹块,若干所述装夹块的外侧设有锁紧槽,所述锁紧带安装在锁紧槽内,安装时,将螺尾锥销插装到装夹孔中,在插装的过程,由于螺尾锥销表面的锥度,螺尾锥销插入的过程挤压装夹块,使锁紧带绷紧,从而达到锁紧的目的。
8.进一步的,所述锁紧槽和锁紧带的数量为两个,可根据实际需求,选择锁紧带的数量。
9.进一步的,所述齿轮箱内安装有齿轮一、齿轮二、齿轮三和齿轮四,所述齿轮四安装在电机的输出轴上,所述齿轮二与齿轮四啮合,所述齿轮二、齿轮三与丝杠安装在同一轴上,所述齿轮三与齿轮一啮合,所述齿轮一安装通过键结构在装夹机构上,通过上述减速机构,将电极的动力传递给丝杠和装夹机构,丝杠转动带动滑块和螺纹切割刀的移动,同时装夹机构带动螺尾锥销旋转,使螺纹切割刀的移动速度与螺尾锥销的转动速度比例一致,提高攻出的螺纹的精度。
10.进一步的,所述电机采用伺服电机,采用伺服电机,可以精准控制装夹机构和丝杠转动,实现攻螺纹的精准控制。
11.综上所述,本实用新型具有以下有益效果:本实用新型可对螺尾锥销的装夹端快速装夹锁紧,并通过伺服电机、丝杠和齿轮箱结构,实现螺尾锥销转动速率与螺纹切割刀移速比例不变,提高螺纹的精度。
附图说明
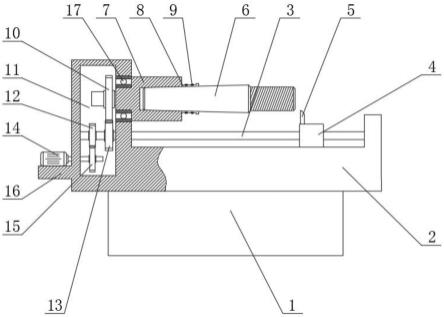
12.图1是本实用新型的整体结构示意图;
13.图2是本实用新型装夹机构的示意图。
14.图中,1、底座;2、工作台;3、丝杠;4、滑块;5、螺纹切割刀;6、螺尾锥销;7、装夹机构;8、装夹块;9、锁紧带;10、齿轮一;11、齿轮箱;12、齿轮二;13、齿轮三;14、电机;15、齿轮四;16、安装板;17、轴承;18、装夹孔。
具体实施方式
15.以下结合附图对本实用新型作进一步详细说明。
16.如图1-图2所示,一种螺尾锥销攻螺纹装置,包括底座1和工作台2,所述工作台2上设有丝杠3,所述丝杠3上安装有滑块4,所述滑块4上设有刀架,所述刀架上安装有螺纹切割刀5,所述丝杠3的一端与齿轮箱11传动连接,所述齿轮箱11安装在工作台2的一侧,所述齿轮箱11的外侧设有安装板16,所述安装板16上安装有电机14,所述电机14与齿轮箱11传动连接,所述丝杠3的上方设有与齿轮箱11传动连接的装夹机构7,所述装夹机构7的一端通过轴承17安装在齿轮箱11上,所述装夹机构7的另一端装夹有螺尾锥销6。
17.进一步的,所述装夹机构7包括装夹块8、锁紧带9和装夹孔18,所述装夹孔18的锥度与螺尾锥销6的锥度相同设置,所述装夹孔18的侧壁设有若干均布的变形槽,每个变形槽设有一块圆弧形的装夹块8,若干所述装夹块8的外侧设有锁紧槽,所述锁紧带9安装在锁紧槽内,安装时,将螺尾锥销6插装到装夹孔18中,在插装的过程,由于螺尾锥销6表面的锥度,螺尾锥销6插入的过程挤压装夹块8,使锁紧带9绷紧,从而达到锁紧的目的。
18.进一步的,所述锁紧槽和锁紧带9的数量为两个,可根据实际需求,选择锁紧带9的数量。
19.进一步的,所述齿轮箱11内安装有齿轮一10、齿轮二12、齿轮三13和齿轮四15,所述齿轮四15安装在电机14的输出轴上,所述齿轮二12与齿轮四15啮合,所述齿轮二12、齿轮三13与丝杠3安装在同一轴上,所述齿轮三13与齿轮一10啮合,所述齿轮一10安装通过键结构在装夹机构7上,通过上述减速机构,将电极14的动力传递给丝杠3和装夹机构7,丝杠3转动带动滑块4和螺纹切割刀5的移动,同时装夹机构7带动螺尾锥销6旋转,使螺纹切割刀5的移动速度与螺尾锥销6的转动速度比例一致,提高攻出的螺纹的精度。
20.进一步的,所述电机14采用伺服电机,采用伺服电机,可以精准控制装夹机构7和丝杠3转动,实现攻螺纹的精准控制。
21.本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
技术特征:
1.一种螺尾锥销攻螺纹装置,包括底座(1)和工作台(2),其特征在于:所述工作台(2)上设有丝杠(3),所述丝杠(3)上安装有滑块(4),所述滑块(4)上设有刀架,所述刀架上安装有螺纹切割刀(5),所述丝杠(3)的一端与齿轮箱(11)传动连接,所述齿轮箱(11)安装在工作台(2)的一侧,所述齿轮箱(11)的外侧设有安装板(16),所述安装板(16)上安装有电机(14),所述电机(14)与齿轮箱(11)传动连接,所述丝杠(3)的上方设有与齿轮箱(11)传动连接的装夹机构(7),所述装夹机构(7)的一端通过轴承(17)安装在齿轮箱(11)上,所述装夹机构(7)的另一端装夹有螺尾锥销(6)。2.根据权利要求1所述的一种螺尾锥销攻螺纹装置,其特征在于:所述装夹机构(7)包括装夹块(8)、锁紧带(9)和装夹孔(18),所述装夹孔(18)的锥度与螺尾锥销(6)的锥度相同设置,所述装夹孔(18)的侧壁设有若干均布的变形槽,每个变形槽设有一块圆弧形的装夹块(8),若干所述装夹块(8)的外侧设有锁紧槽,所述锁紧带(9)安装在锁紧槽内。3.根据权利要求2所述的一种螺尾锥销攻螺纹装置,其特征在于:所述锁紧槽和锁紧带(9)的数量为两个。4.根据权利要求3所述的一种螺尾锥销攻螺纹装置,其特征在于:所述齿轮箱(11)内安装有齿轮一(10)、齿轮二(12)、齿轮三(13)和齿轮四(15),所述齿轮四(15)安装在电机(14)的输出轴上,所述齿轮二(12)与齿轮四(15)啮合,所述齿轮二(12)、齿轮三(13)与丝杠(3)安装在同一轴上,所述齿轮三(13)与齿轮一(10)啮合,所述齿轮一(10)安装通过键结构在装夹机构(7)上。5.根据权利要求4所述的一种螺尾锥销攻螺纹装置,其特征在于:所述电机(14)采用伺服电机。
技术总结
本实用公开了一种螺尾锥销攻螺纹装置,包括底座和工作台,所述工作台上设有丝杠,所述丝杠上安装有滑块,所述滑块上设有刀架,所述刀架上安装有螺纹切割刀,所述丝杠的一端与齿轮箱传动连接,所述齿轮箱安装在工作台的一侧,所述齿轮箱的外侧设有安装板,所述安装板上安装有电机,所述电机与齿轮箱传动连接,所述丝杠的上方设有与齿轮箱传动连接的装夹机构,所述装夹机构的一端通过轴承安装在齿轮箱上,所述装夹机构的另一端装夹有螺尾锥销;本实用新型可对螺尾锥销的装夹端快速装夹锁紧,并通过伺服电机、丝杠和齿轮箱结构,实现螺尾锥销转动速率与螺纹切割刀移速比例不变,提高螺纹的精度。螺纹的精度。螺纹的精度。
技术研发人员:陈清杨 杨军
受保护的技术使用者:江西晟金机械股份有限公司
技术研发日:2022.02.10
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1