一种小型零件局部镀膜工装的制作方法
1.本实用新型涉及镀膜工装技术领域,特别是一种小型零件局部镀膜工装。
背景技术:
2.pvd(physical vapor deposition)即物理气相沉积,是当前国际上广泛应用的先进的表面处理技术。其工作原理就是在真空条件下,利用气体放电使气体或被蒸发物质部分离化,在气体离子或被蒸发物质离子轰击作用的同时把蒸发物或其反应物沉积在基材上。
3.因产品功能性需求,很多零件只要部分进行特殊镀层处理,其余部分不进行处理,因此需要进行遮蔽保护。遮蔽工装孔较小时,遮蔽孔间隙要低于0.02mm,通过机械手臂自动化摆放无法达到此精度,难以直接将小型零件放入遮蔽孔中。
4.为此我们研发了一种小型零件局部镀膜工装,用以解决以上问题。
技术实现要素:
5.本实用新型目的是为了克服现有技术的不足而提供一种小型零件局部镀膜工装,具有便于小间隙镀膜件的摆放,便于产品错位移动,便于工装定位和遮蔽盘定位等优点。
6.为达到上述目的,本实用新型采用的技术方案是:一种小型零件局部镀膜工装,包括自上而下依次设置的一压板、一预排列板、一遮蔽盘、一底盘与一底座,所述预排列板的顶端处设有均布的第一零件孔,所述遮蔽盘的顶端处设有均布的第二零件孔,所述底座的两端中间位置处各设有一第一弧形槽,所述底座的两侧中间位置处各设有一第二弧形槽,所述底座的顶端处设有多个定位柱,所述定位柱靠近所述第二弧形槽设置,所述底盘、所述遮蔽盘、所述预排列板与所述压板依次穿设在所述定位柱上,所述遮蔽盘与所述底盘通过螺钉组件连接,所述底盘的顶端处设有均布的圆通孔,所述圆通孔与所述第二零件孔的数量相同,镀膜工装呈多行多列拼接设置。
7.优选的,所述第一零件孔的长度大于所述第二零件孔的长度,所述第一零件孔的宽度大于所述第二零件孔的宽度,所述第一零件孔与所述第二零件孔相对应设置。
8.优选的,相邻两所述第一零件孔长度方向的水平间距小于所述第一零件孔的长度,相邻两所述第一零件孔宽度方向的水平间距小于所述第一零件孔的宽度。
9.优选的,所述第一零件孔为方形或者椭圆形。
10.优选的,所述压板的一对角处各设有第一缺口,所述压板对应所述定位柱处设有第一定位孔。
11.优选的,所述预排列板的一对角处各设有第二缺口,所述预排列板对应所述定位柱处设有第二定位孔,所述第二缺口设置在所述第一缺口的下侧。
12.优选的,所述遮蔽盘的四角处各设有第一连接孔,所述遮蔽盘对应所述定位柱处设有第三定位孔。
13.优选的,所述底盘的四角处各设有一第二连接孔,所述底盘对应所述定位柱处设
有第四定位孔。
14.优选的,所述螺钉组件包括内六角螺钉与六角螺母,所述内六角螺钉依次穿过所述第一连接孔与所述第二连接孔设置,并且通过所述六角螺母将所述遮蔽盘和所述底盘压接。
15.优选的,所述底座的四角处各设有通孔。
16.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
17.1.便于第二零件孔间隙小于0.02mm的局部镀膜件的摆放;
18.2.通过自动化设备将局部镀膜产品放入间隙较大的第一零件孔中,间隙0.02mm~0.2mm,便于产品错位移入第二零件孔;
19.3.定位柱便于压板、预排列板、遮蔽盘与底盘的定位;
20.4.第一缺口、第二缺口与通孔便于内六角螺钉将遮蔽盘与底盘的连接。
附图说明
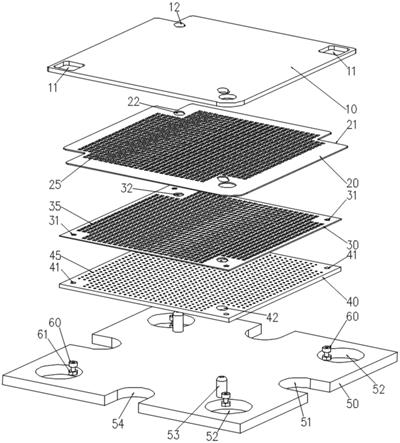
21.附图1为本实用新型实施例一的爆炸图;
22.附图2为本实用新型实施例一的装配图;
23.附图3为本实用新型实施例二的爆炸图;
24.附图4为本实用新型实施例二的装配图。
具体实施方式
25.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
26.实施例一
27.附图1和附图2中,一种小型零件局部镀膜工装,包括自上而下依次设置的一压板10、一预排列板20、一遮蔽盘30、一底盘40与一底座50。小型零件尺寸在5mm以下,最小厚度1mm,宽度1.7mm。
28.预排列板20的顶端处设有均布的第一零件孔25。遮蔽盘30的顶端处设有均布的第二零件孔35。第一零件孔25的长度大于第二零件孔35的长度,第一零件孔25的宽度大于第二零件孔35的宽度,第一零件孔25与第二零件孔35相对应设置,第一零件孔25与第二零件孔35数量相同,便于产品错位移动,第一零件孔25为方形或者椭圆形。两相邻第二零件孔35的间距小于两相邻第一零件孔25的间距。
29.底座50的两端中间位置处各设有一第一弧形槽51。底座50的两侧中间位置处各设有一第二弧形槽54,底座50的顶端处设有多个定位柱53,定位柱53靠近第二弧形槽54设置。底盘40、遮蔽盘30、预排列板20与压板10依次穿设在定位柱53上,遮蔽盘30与底盘40通过螺钉组件连接,底盘40的顶端处设有均布的圆通孔45,圆通孔45与第二零件孔35的数量相同,镀膜工装呈多行多列拼接设置。
30.相邻两第一零件孔25长度方向的水平间距小于第一零件孔25的长度,并且大于相邻两第二零件孔35的间距,便于小型零件的错位移动,相邻两第一零件孔25宽度方向的水平间距小于第一零件孔25的宽度。第一零件孔25与第二零件孔35的高度相同,小型零件的高度大于第一零件孔25的高度。
31.压板10的一对角处各设有矩形的第一缺口11,预排列板20的一对角处各设有第二
缺口21,遮蔽盘30的四角处各设有第一连接孔31,底盘40的四角处各设有一第二连接孔41,底座50的四角处各设有通孔52,第一缺口11、第二缺口21与通孔52便于内六角螺钉60将遮蔽盘30与底盘40固定。
32.压板10对应定位柱53处设有第一定位孔12,预排列板20对应定位柱53处设有第二定位孔22,第二缺口21设置在第一缺口11的下侧,遮蔽盘30对应定位柱53处设有第三定位孔32,底盘40对应定位柱53处设有第四定位孔42。第一定位孔12、第二定位孔22、第三定位孔32与第四定位孔42便于定位柱53的定位连接。
33.螺钉组件包括内六角螺钉60与六角螺母61,内六角螺钉60依次穿过第一连接孔31与第二连接孔41设置,并且通过六角螺母61将遮蔽盘30和底盘40压接。
34.第二零件孔35作为遮蔽孔,其间隙过大(超出零件尺寸上限0.02mm~0.05mm),则遮蔽效果明显较差,镀层会进入遮蔽孔中。先采用自动化摆放将需要局部镀膜的产品放入一个间隙较大的工装预排列孔中(间隙0.02mm~0.2mm),自动化方式可选择多种摆放方式(包括但不限于整列机、振动盘、机械手等);通过压板10和预排列板20将产品转移到遮蔽盘30中,然后整体摆放后进行镀膜处理。
35.起始状态:预排列板20与遮蔽盘30的孔位处于错位状态,小型零件不会掉入第二零件孔35中;此时将小型零件摆放在预排列板20的第一零件孔25中;在预排列板20上面覆盖压板10,压板10压住预排列板20中的小型零件,推动预排列板20使其移动到第一零件孔25与第二零件孔35的孔位对齐的位置;在压板10的作用下,小型零件从预排列板20的孔中落入遮蔽盘30的第二零件孔35中。
36.实施例二
37.附图3和附图4中,一种小型零件局部镀膜工装的结构和尺寸同实施例一,仅定位柱53靠近通孔52设置,压板10的四角处都设有l形的第一缺口11。
38.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1