一种厚大件新型浇注结构的制作方法
1.本实用新型涉及一种铸件浇铸的技术领域,尤其涉及一种厚大件新型浇注结构。
背景技术:
2.将液体金属浇铸到与零件形状相适应的铸造空腔中,待其冷却凝固后,以获得零件或毛坯的方法叫铸造。用铸造方法获得铸件叫铸造件。
3.保证其工作性能和力学性能要求、考虑铸造工艺和合金铸造性能对铸件结构的要求,铸件结构设计合理与否,对铸件的质量、生产率及其成本有很大的影响。
4.铸件质量不稳定,工序多,影响因素复杂,易产生许多缺陷。为此,人们一直在寻找解决的办法。
技术实现要素:
5.本实用新型提供一种铸件浇铸的技术领域,不仅有效保证铸件内部缺陷稳定,有效节省铁水,提高铸件出品率,工艺简单,体积小,还能直接做回炉料使用,外侧砂型较厚,不易跑火。
6.为实现上述目的,本实用新型提供以下的技术方案:
7.一种厚大件新型浇注结构,铸造模具上壳外部为长方体外型,铸造模具上壳顶部中心设有向下的浇口,浇口是分为三节的空腔,上部为漏斗型,中部为圆柱型,下部为略小于中部的圆柱型,浇口顶部设有陶瓷过滤片,陶瓷过滤片为扁圆柱型,陶瓷过滤片上设有过滤孔,浇口下部固定设有冒口,冒口为圆柱型底部设有向左的凸起,冒口内部设有冒口通道,冒口下部固定设有砂芯,砂芯中心上部内壁与冒口外壁形状、大小相配,砂芯中心下部设有铸件内腔,冒口和砂芯的外部设有铸件,铸件的内壁与冒口、砂芯的外壁形状、大小相配,铸件外部设有铸造模具下壳,铸造模具下壳外部为长方体外型,铸造模具下壳上端面与铸造模具上壳下端面固定接触。
8.进一步的,陶瓷过滤片上端面与铸造模具上壳上端面有间隙设置,陶瓷过滤片下部与浇口的腔壁紧密无缝隙固定。
9.进一步的,冒口底部设有的凸起与铸件中心内壁连接。
10.进一步的,砂芯底端面与铸造模具下壳有间隙设置,砂芯内部设置的铸件内腔呈中空的腔体。
11.进一步的,铸造模具上壳与铸造模具下壳都具有较厚的砂型外壳,外壳内部设置的浇口与冒口通道相通并连接在铸件上。
12.相对于现有技术,本实用新型的有益效果为:
13.本实用新型中,一种厚大件新型浇注结构,铸造模具上壳外部为长方体外型,铸造模具上壳顶部中心设有向下的浇口,浇口是分为三节的空腔,上部为漏斗型,中部为圆柱型,下部为略小于中部的圆柱型,浇口顶部设有陶瓷过滤片,陶瓷过滤片为扁圆柱型,陶瓷过滤片上设有过滤孔,浇口下部固定设有冒口,冒口为圆柱型底部设有向左的凸起,冒口内
部设有冒口通道,冒口下部固定设有砂芯,砂芯中心上部内壁与冒口外壁形状、大小相配,砂芯中心下部设有铸件内腔,冒口和砂芯的外部设有铸件,铸件的内壁与冒口、砂芯的外壁形状、大小相配,铸件外部设有铸造模具下壳,铸造模具下壳外部为长方体外型,铸造模具下壳上端面与铸造模具上壳下端面固定接触,得到了有效保证铸件内部缺陷稳定,提高铸件出品率,工艺简单,体积小,还能直接做回炉料使用的效果;
14.本实用新型中,陶瓷过滤片上端面与铸造模具上壳上端面有间隙设置,陶瓷过滤片下部与浇口的腔壁紧密无缝隙固定,得到了有效节省铁水的效果;
15.本实用新型中,铸造模具上壳与铸造模具下壳都具有较厚的砂型外壳,外壳内部设置的浇口与冒口通道相通并连接在铸件上,得到了外侧砂型较厚,不易跑火的效果。
附图说明
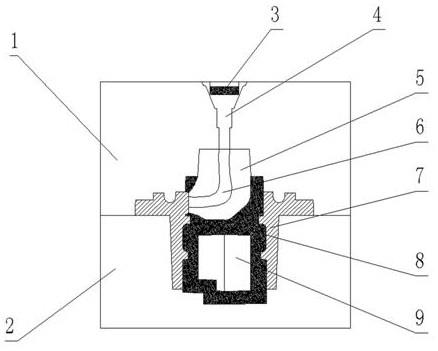
16.图1为本实用新型的剖视图;
17.图2为图1的局部剖视图。
18.图中,1.铸造模具上壳、2.铸造模具下壳、3.陶瓷过滤片、4.浇口、5.冒口、6.冒口通道、7.铸件、8.砂芯、9.铸件内腔。
具体实施方式
19.实施例:如图1、图2所示,包括铸造模具上壳1,铸造模具上壳1外部为长方体外型,铸造模具上壳1顶部中心设有向下的浇口4,浇口4是分为三节的空腔,上部为漏斗型,中部为圆柱型,下部为略小于中部的圆柱型,浇口4顶部设有陶瓷过滤片3,陶瓷过滤片3为扁圆柱型,陶瓷过滤片3上设有过滤孔,浇口4下部固定设有冒口5,冒口5为圆柱型底部设有向左的凸起,冒口5内部设有冒口通道6,冒口5下部固定设有砂芯8,砂芯8中心上部内壁与冒口5外壁形状、大小相配,砂芯8中心下部设有铸件内腔9,冒口5和砂芯8的外部设有铸件7,铸件7的内壁与冒口5、砂芯8的外壁形状、大小相配,铸件7外部设有铸造模具下壳2,铸造模具下壳2外部为长方体外型,铸造模具下壳2上端面与铸造模具上壳1下端面固定接触。
20.所述的陶瓷过滤片3上端面与铸造模具上壳1上端面间隙设置,陶瓷过滤片3下部与浇口4的腔壁紧密无缝隙固定,所述的冒口5底部设有的凸起与铸件7中心内壁连接,所述的砂芯8底端面与铸造模具下壳2有间隙设置,砂芯8内部设置的铸件内腔9呈中空的腔体,所述的铸造模具上壳1与铸造模具下壳2都具有砂型外壳,外壳内部设置的浇口4与冒口通道6相通并连接在铸件7上。
21.工作过程:首先做好铸造模具上壳1、铸造模具下壳2和砂芯8,并将其组合在一起,浇注时铁水直接进入浇口4,然后铁水通过陶瓷过滤片3进行过滤,接下来铁水进入冒口5,最后进入铸造模具上壳1、铸造模具下壳2和砂芯8组成的铸件7腔体,冒口5位于铸件7的中间心部位置,冒口5周边环绕铸件7,铸件7对冒口5起到保温作用,延长冒口5内铁水最后凝固时间,对铸件7起到良好的补缩效果,铸造模具下壳外部为长方体外型,铸造模具下壳上端面与铸造模具上壳下端面固定接触,得到了有效保证铸件内部缺陷稳定,提高铸件出品率,工艺简单,体积小,还能直接做回炉料使用的效果。
技术特征:
1.一种厚大件新型浇注结构,其特征在于:包括铸造模具上壳(1),铸造模具上壳(1)外部为长方体外型,铸造模具上壳(1)顶部中心设有向下的浇口(4),浇口(4)是分为三节的空腔,上部为漏斗型,中部为圆柱型,下部为略小于中部的圆柱型,浇口(4)顶部设有陶瓷过滤片(3),陶瓷过滤片(3)为扁圆柱型,陶瓷过滤片(3)上设有过滤孔,浇口(4)下部固定设有冒口(5),冒口(5)为圆柱型底部设有向左的凸起,冒口(5)内部设有冒口通道(6),冒口(5)下部固定设有砂芯(8),砂芯(8)中心上部内壁与冒口(5)外壁形状、大小相配,砂芯(8)中心下部设有铸件内腔(9),冒口(5)和砂芯(8)的外部设有铸件(7),铸件(7)的内壁与冒口(5)、砂芯(8)的外壁形状、大小相配,铸件(7)外部设有铸造模具下壳(2),铸造模具下壳(2)外部为长方体外型,铸造模具下壳(2)上端面与铸造模具上壳(1)下端面固定接触。2.根据权利要求1所述的一种厚大件新型浇注结构,其特征在于:所述的陶瓷过滤片(3)上端面与铸造模具上壳(1)上端面间隙设置,陶瓷过滤片(3)下部与浇口(4)的腔壁紧密无缝隙固定。3.根据权利要求1所述的一种厚大件新型浇注结构,其特征在于:所述的冒口(5)底部设有的凸起与铸件(7)中心内壁连接。4.根据权利要求1所述的一种厚大件新型浇注结构,其特征在于:所述的砂芯(8)底端面与铸造模具下壳(2)有间隙设置,砂芯(8)内部设置的铸件内腔(9)呈中空的腔体。5.根据权利要求1所述的一种厚大件新型浇注结构,其特征在于:所述的铸造模具上壳(1)与铸造模具下壳(2)都具有砂型外壳,外壳内部设置的浇口(4)与冒口通道(6)相通并连接在铸件(7)上。
技术总结
本实用新型属于铸造模具领域,公开了一种厚大件新型浇注结构,包括铸造模具上壳,铸造模具上壳外部为长方体外型,铸造模具上壳顶部中心设有向下的浇口,浇口顶部设有陶瓷过滤片,浇口下部固定设有冒口,冒口内部设有冒口通道,冒口下部固定设有砂芯,砂芯中心上部内壁与冒口外壁形状、大小相配,砂芯中心下部设有铸件内腔,冒口和砂芯的外部设有铸件,铸件外部设有铸造模具下壳,铸造模具下壳外部为长方体外型,铸造模具下壳上端面与铸造模具上壳下端面固定接触。本实用新型的有益效果为:有效保证铸件内部缺陷稳定,有效节省铁水,提高铸件出品率,工艺简单,体积小,能直接做回炉料使用,外侧砂型较厚,不易跑火。不易跑火。不易跑火。
技术研发人员:许春峰 张文卿 余鑫海
受保护的技术使用者:林州市全成机械铸造有限公司
技术研发日:2020.12.29
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1