贴合被加工物的磨削方法和磨削装置与流程
1.本发明涉及将两个透明部件或半透明部件贴合而得的贴合被加工物的磨削方法以及该贴合被加工物的磨削装置。
背景技术:
2.在利用磨具对半导体晶片等被加工物进行磨削的磨削装置中,例如如专利文献1所公开的那样,在将在一个面上粘贴有带的被加工物搬入到卡盘工作台之前,对被加工物的外周进行检测,根据该检测出的外周来识别被加工物的中心,使保持面的中心与被加工物的中心一致,使被加工物保持于保持面而利用磨具进行磨削。
3.在利用磨具对作为被加工物的透明部件或半透明部件的钽酸锂(litao3)进行磨削时,当在钽酸锂的一个面上粘贴带而以保持着一个面侧的状态进行磨削时,存在薄化后的钽酸锂弯曲而破裂的问题。因此,为了使薄化后的钽酸锂不弯曲,代替带而在透明或半透明的玻璃等较硬的材质的基质(支承部件)上粘贴钽酸锂,对基质侧进行保持而对钽酸锂进行磨削。
4.专利文献1:日本特开2009
‑
123790号公报
5.关于将支承部件和钽酸锂贴合而成的贴合被加工物,支承部件的中心与钽酸锂的中心稍微偏移。因此,为了确保即使彼此的中心稍微偏移地贴合钽酸锂也不从支承部件探出,钽酸锂的直径比支承部件小。
6.另外,为了减小通过磨削而薄化的钽酸锂的厚度差,在钽酸锂的外周上不形成表示晶体取向的缺口或定向平面,在支承部件上形成表示晶体取向的标记,使钽酸锂的中心与保持面的中心一致,使贴合被加工物保持于保持面,利用磨具对钽酸锂进行磨削而薄化。即,在磨削时存在保持面与支承部件的中心不一致的情况。另外,为了防止真空泄漏,并且为了能够利用支承部件覆盖保持面,支承部件比保持面大。
7.在钽酸锂上形成有表示晶体取向的标记的情况下的支承部件可以比保持面稍大,在磨削中,也可以使支承部件的中心与保持面的中心一致而使贴合被加工物保持于保持面。
技术实现要素:
8.因此,本发明的目的在于,提供一种磨削方法和磨削装置,在使将两个透明部件或半透明部件贴合而得的贴合被加工物保持于卡盘工作台的保持面上的情况下,能够选择性地切换使支承部件的中心与保持面的中心一致的情况和使作为被加工物的钽酸锂的中心与保持面的中心一致的情况。
9.根据本发明的一个方面,提供一种贴合被加工物的磨削方法,利用磨具对将呈圆板状且透明或半透明的被加工物和呈从该被加工物的外周向外探出的大小的圆板状且透明或半透明的支承部件这至少两个透明部件或半透明部件贴合而得的贴合被加工物的该被加工物进行磨削,其中,该贴合被加工物的磨削方法具有如下的工序:拍摄工序,利用照
相机按照包含该被加工物的外周和该支承部件的外周的方式对该贴合被加工物进行拍摄;外周识别工序,根据在通过该拍摄工序而拍摄的拍摄图像中彼此相邻的像素的亮度差来分别识别该支承部件的外周和该被加工物的外周;中心识别工序,根据通过该外周识别工序而识别的该支承部件的外周来识别该支承部件的中心,并且根据通过该外周识别工序而识别的该被加工物的外周来识别该被加工物的中心;保持工序,在实施了该中心识别工序之后,使该贴合被加工物的该支承部件保持于卡盘工作台的保持面上;以及磨削工序,利用磨具对通过该保持工序而保持的该贴合被加工物的该被加工物进行磨削,在该保持工序中,在选择性地实施了使该保持面的中心与该支承部件的中心一致而进行保持的情况和使该保持面的中心与该被加工物的中心一致而进行保持的情况之后,通过该磨削工序对该被加工物进行磨削。
10.优选的是,所述拍摄工序包含如下的暂放工序:使所述被加工物的外周和所述支承部件的外周从暂放工作台探出而将所述贴合被加工物暂放于该暂放工作台上,在所述拍摄工序中,利用配置在暂放于该暂放工作台的该贴合被加工物的下方的照明部从该贴合被加工物的下方向上方照射光,利用与该照明部对置配置的所述照相机按照包含该被加工物的外周和该支承部件的外周的方式对该贴合被加工物进行拍摄。
11.优选的是,在所述拍摄工序中,利用所述照相机按照包含由将所述贴合被加工物搬送到所述保持面上的搬送单元所保持的该贴合被加工物的所述被加工物的外周和所述支承部件的外周的方式对该贴合被加工物进行拍摄。
12.根据本发明的另一方面,提供一种磨削装置,其中,该磨削装置具有:卡盘工作台,其利用保持面对将呈圆板状且透明或半透明的被加工物和呈从该被加工物的外周向外探出的大小的圆板状且透明或半透明的支承部件这至少两个透明部件或半透明部件贴合而得的贴合被加工物的该支承部件进行保持;磨削单元,其利用磨具对该保持面所保持的该贴合被加工物的该被加工物进行磨削;搬送单元,其将该贴合被加工物搬送到该卡盘工作台的该保持面上并保持;照相机,其对该贴合被加工物进行拍摄;以及控制单元,其至少对该卡盘工作台、该磨削单元、该搬送单元以及该照相机进行控制,所述控制单元包含:外周识别部,其在利用该卡盘工作台的该保持面对该贴合被加工物进行保持之前,根据包含该被加工物的外周和该支承部件的外周在内的该贴合被加工物的拍摄图像来判别而识别该被加工物的外周和该支承部件的外周;中心识别部,其根据该外周识别部所识别的该支承部件的外周来识别该支承部件的中心,根据该外周识别部所识别的该被加工物的外周来识别该被加工物的中心;以及设定部,其设定当使该贴合被加工物保持于该卡盘工作台的该保持面上时是使该保持面的中心与该支承部件的中心一致还是使该保持面的中心与该被加工物的中心一致,该控制单元对该搬送单元进行控制,以使得根据该设定部的设定而使该贴合被加工物保持于该卡盘工作台的该保持面上。
13.优选的是,所述支承部件具有表示所述被加工物的晶体取向的标记,所述保持单元的所述保持面与该支承部件为俯视时相同的形状,该保持单元包含使该保持面以该保持面的中心为轴进行旋转的保持面旋转单元,所述控制单元对该保持面旋转单元进行控制,使所述搬送单元所保持的所述贴合被加工物的该支承部件的该标记与该保持面上所形成的对应于该标记的对应标记一致。
14.根据本发明的磨削方法,在保持工序中,能够选择性地实施使保持面的中心与支
承部件的中心一致而进行保持的情况和使保持面的中心与被加工物的中心一致而进行保持的情况,之后,能够通过磨削工序对被加工物进行磨削。
15.拍摄工序包含如下的暂放工序:使被加工物的外周和支承部件的外周从暂放工作台探出而将贴合被加工物暂放于暂放工作台上,在拍摄工序中,利用配置在暂放于暂放工作台的贴合被加工物的下方的照明部从贴合被加工物的下方向上方照射光,利用与照明部对置配置的照相机按照包含被加工物的外周和支承部件的外周的方式对贴合被加工物进行拍摄,由此能够容易地取得在拍摄工序后进行的外周识别工序中所需的拍摄图像。
16.在拍摄工序中,利用照相机按照包含由将贴合被加工物搬送到保持面上的搬送单元所保持的贴合被加工物的被加工物的外周和支承部件的外周的方式对贴合被加工物进行拍摄,由此能够容易地取得在拍摄工序后进行的外周识别工序中所需的拍摄图像。
17.根据本发明的磨削装置,能够选择性地实施使保持面的中心与支承部件的中心一致而进行保持的情况和使保持面的中心与被加工物的中心一致而进行保持的情况,之后,能够对被加工物进行磨削。
18.支承部件具有表示被加工物的晶体取向的标记,保持单元的保持面与支承部件为俯视时相同的形状,保持单元具有使保持面以保持面的中心为轴进行旋转的保持面旋转单元,由此,控制单元对保持面旋转单元进行控制,能够使搬送单元所保持的贴合被加工物的支承部件的标记与保持面上所形成的对应于该标记的对应标记一致,之后,通过进行磨削,能够使被加工物薄化至均匀的厚度。
附图说明
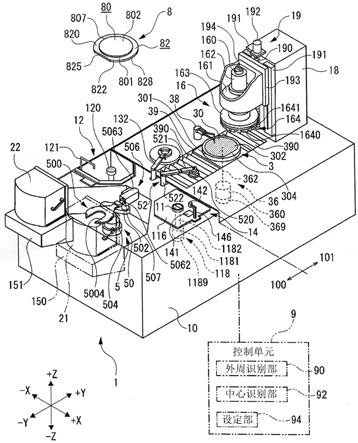
19.图1是示出磨削装置的一例的立体图。
20.图2是示出在第1实施方式的拍摄工序中利用照相机按照包含被加工物的外周和支承部件的外周的方式对贴合被加工物进行拍摄的情况的侧视图。
21.图3是示出通过拍摄工序而拍摄的拍摄图像的一例的示意图。
22.图4是示出在第2实施方式的拍摄工序中利用照相机按照包含被加工物的外周和支承部件的外周的方式对贴合被加工物进行拍摄的情况的侧视图。
23.图5是将组值作为纵轴并且将横轴作为拍摄图像中的x轴方向的位置而示出的曲线图的一例。
24.标号说明
25.8:贴合被加工物;80:被加工物;801:被加工物的正面;802:被加工物的被磨削面;807:被加工物的外周;82:支承部件;820:支承部件的正面;822:支承部件的背面;828:支承部件的外周;825:支承部件的标记;1:磨削装置;10:装置基座;100:搬入搬出区域;101:加工区域;18:柱;150:第1盒载台;151:第2盒载台;21:第1盒;22:第2盒;11:暂放工作台;118:暂放工作台旋转单元;1181:电动机;1182:主轴;116:暂放工作台支承基座;14:拍摄单元;141:照明部;142:照相机;5:搬送单元;50:机器人;500:机器人手部;5004:吸附面;502:手部水平移动机构;504:手部上下移动机构;506:手部反转机构;507:臂连结部;52:装载臂;520:搬送垫;521:臂部;522:旋转轴部;132:卸载臂;12:清洗单元;120:旋转工作台;121:清洗喷嘴;3:保持单元;30:卡盘工作台;302:保持面;304:对应标记;39:罩;36:保持面旋转单元;360:电动机;362:主轴;38:厚度测量单元;19:磨削进给机构;16:磨削单元;164:磨削磨
轮;1640:磨具;9:控制单元;90:外周识别部;92:中心识别部;94:设定部。
具体实施方式
26.图1所示的磨削装置1是利用磨削单元16对构成保持单元3的卡盘工作台30所保持的贴合被加工物8的被加工物80进行磨削的装置。磨削装置1的装置基座10上的前方(
‑
y方向侧)成为相对于卡盘工作台30进行贴合被加工物8的搬入搬出的区域即搬入搬出区域100,装置基座10上的后方(+y方向侧)成为通过磨削单元16进行保持在卡盘工作台30上的贴合被加工物8的磨削加工的区域即加工区域101。
27.另外,本发明的加工装置也可以构成为具有粗磨削单元和精磨削单元这2轴作为磨削单元,将利用旋转的转动工作台保持着贴合被加工物8的卡盘工作台30定位于各磨削单元的下方。
28.磨削装置1磨削的被加工物是图1所示的将呈圆板状且透明或半透明的被加工物80和呈从被加工物80的外周807向外探出的大小的圆板状且透明或半透明的支承部件82这至少两个透明部件或半透明部件贴合而得的贴合被加工物8。
29.被加工物80例如是由作为透明或半透明部件的钽酸锂构成的圆形的晶片,在图1中朝向下方的被加工物80的正面801使用未图示的粘接剂等而被粘接于支承部件82的正面820。被加工物80的与正面801相反的一侧的被加工物80的背面成为被实施磨削加工的被磨削面802。另外,被加工物80也可以是由作为透明或半透明部件的sic形成的晶片。
30.直径比被加工物80大的支承部件82由透明或半透明的玻璃构成,在图1中朝向下方的背面822成为被卡盘工作台30的保持面302保持的被保持面。另外,除了玻璃以外,支承部件82也可以由作为透明或半透明部件的蓝宝石或尖晶石等形成。另外,构成支承部件82的玻璃也可以透明或半透明地实施着色。
31.贴合被加工物8通过将被加工物80和支承部件82作为一体来进行处理加工,能够提高磨削后的较薄的被加工物80的操作性,并且能够防止被加工物80的翘曲和破损。有时贴合被加工物8的被加工物80的中心与支承部件82的中心稍微偏移。
32.在本实施方式中,在支承部件82的外周828上形成有表示被加工物80的晶体取向的标记825。该标记825例如是通过将支承部件82的外周部分沿切线方向平直地切除而形成的。
33.另外,也可以在被加工物80上通过将外周的一部分平直地切除而形成作为表示晶体取向的标记的定向平面。或者,表示被加工物80的晶体取向的缺口也可以朝向被加工物80的中心以向径向内侧凹陷的状态形成于被加工物80的外周。在这些情况下,也可以成为在支承部件82上未形成有表示被加工物80的晶体取向的标记825的圆形。
34.在磨削装置1的装置基座10的正面侧(
‑
y方向侧)设置有载置能够呈搁板状收纳多个贴合被加工物8的盒的第1盒载台150和第2盒载置台151,在第1盒载置台150上载置有呈搁板状收纳多个加工前的贴合被加工物8的第1盒21,在第2盒载台151上载置有呈搁板状收纳多个加工后的贴合被加工物8的第2盒22。
35.磨削装置1具有将贴合被加工物8搬送并保持于保持单元3的保持面302上的搬送单元5。在本实施方式中,搬送单元5具有:机器人50,其从第1盒21中搬出贴合被加工物8;以及装载臂52,其将例如通过机器人50载置于暂放工作台11且识别出被加工物80的中心或支
承部件82的中心的贴合被加工物8从暂放工作台11搬送到卡盘工作台30。
36.如图1所示,在第1盒21的+y方向侧的开口的后方配设有机器人50。机器人50是多关节机器人,其具有:机器人手部500,其具有对贴合被加工物8进行吸附保持的吸附面;手部水平移动机构502,其使机器人手部500沿水平方向移动;电动致动器等手部上下移动机构504,其使机器人手部500沿上下方向移动;以及手部反转机构506,其例如使机器人手部500的吸附面5004上下反转。
37.手部水平移动机构502例如由多个臂部件等构成,成为通过旋转电动机使在内部具有带轮机构的旋转臂进行旋转的构造。手部水平移动机构502能够使机器人手部500在水平面内(x轴y轴平面内)旋转移动,并且能够使多个臂部件从相互交叉的状态变形为彼此呈直线状的状态等,并且能够使机器人手部500在水平面内直线移动。
38.在手部水平移动机构502的下部侧连接有手部上下移动机构504,手部上下移动机构504与手部水平移动机构502一起使机器人手部500在z轴方向上上下移动,从而将机器人手部500定位于规定的高度。
39.在手部水平移动机构502的臂部件上经由柱状的臂连结部507固定有壳体5063,该壳体5063将在图1中具有与z轴方向垂直的y轴方向的轴心的主轴5062支承为能够旋转。例如,在壳体5063的内部收纳有对主轴5062进行旋转驱动的反转电动机。
40.主轴5062的前端侧从壳体5063向
‑
y方向突出,在该前端侧配设有供机器人手部500的根部侧安装的保持架。未图示的反转电动机使主轴5062旋转规定的角度,与之相伴,经由保持架而与主轴5062连接的机器人手部500进行旋转,能够使机器人手部500的吸附面5004反转而进行切换。
41.对贴合被加工物8进行吸附保持的板状的机器人手部500例如整体具有俯视大致u状的外形。另外,机器人手部500并不限定于本实施方式的形状,也可以整体成为俯视大致饭勺形状。
42.例如,将在图1中朝向机器人手部500的上侧的面作为对贴合被加工物8进行吸引保持的吸附面5004。另外,机器人手部500的吸附面5004的相反面也可以成为吸附面。吸附面5004被平滑地精加工,另外,为了不损伤贴合被加工物8,也可以对吸附面5004的端部进行倒角。在吸附面5004上开设有多个吸引孔。另外,也可以在吸引孔中配设有能够变形的橡胶吸盘等。而且,为了不妨碍机器人手部500的旋转移动,具有挠性的树脂管经由接头等而与各吸引孔连通,该树脂管与真空产生装置或者喷射器机构等吸引源连接。
43.在与机器人50相邻的位置设置有暂放工作台11。圆形的暂放工作台11例如直径比贴合被加工物8小,暂放工作台11的平坦的上表面成为暂放贴合被加工物8的暂放面。暂放面与未图示的吸引源连通,能够对贴合被加工物8进行吸引保持。
44.在暂放工作台11的下侧连接有由电动机1181和主轴1182等构成的暂放工作台旋转单元118,暂放工作台11能够通过轴向为z轴方向的主轴1182进行旋转。主轴1182经由未图示的轴承等而被配设在装置基座10上的暂放工作台支承基座116支承为能够旋转。
45.电动机1181例如是伺服电动机,电动机1181的编码器1189与还具有作为伺服放大器的功能的图1所示的控制单元9连接,在从控制单元9的输出接口向电动机1181提供动作信号而主轴1182进行旋转之后,将检测到的旋转角度作为编码器信号而输出至控制单元9的输入接口。而且,接收到电动机1181的旋转角度作为编码器信号的控制单元9能够识别暂
放工作台11的旋转角度。
46.在本实施方式中,在暂放工作台11的附近配设有用于拍摄贴合被加工物8的拍摄单元14。而且,拍摄单元14例如具有:例如同轴落射的照明部141,其配设于暂放工作台支承基座116,位于比暂放工作台11靠下方的位置;以及照相机142,其在z轴方向上与照明部141对置。
47.照明部141例如由能够照射多个可见光的led(light emitting diode:发光二极管)构成,但并不限定于此,也可以是氙气灯等。当从所连接的未图示的电源提供电力时,照明部141发光,并朝向照相机142向上方照射光。
48.照相机142例如安装在竖立设置于暂放工作台支承基座116上的侧视大致l字的支承柱146的上部前端,由捕捉从照明部141射出的光的透镜等光学系统和输出由光学系统成像的被摄体像的ccd等受光元件等构成。另外,照相机142也可以能够沿水平方向移动。
49.在暂放工作台11的附近配设有装载臂52。装载臂52具有:臂部521,其与水平方向平行地延伸,在其前端的下表面侧安装有搬送垫520;旋转轴部522,其轴向为z轴方向,使臂部521沿水平方向进行旋转移动;以及搬送垫520,其利用其下表面对贴合被加工物8进行吸引保持。例如,装载臂52能够通过未图示的气缸机构而上下移动。装载臂52例如对暂放于暂放工作台11的贴合被加工物8进行吸引保持,并向被定位于装载臂52的附近的保持单元3的卡盘工作台30搬送。
50.在图1所示的例子中,搬送垫520的直径比被加工物80的直径小,仅对被加工物80的被磨削面802的中央区域进行吸引保持,但也可以构成为对被加工物80的被磨削面802的大致整个面进行吸引保持。搬送垫520能够利用由多孔部件等构成的平坦的下表面对贴合被加工物8进行吸引保持。
51.在装载臂52的旁边设置有卸载臂132,该卸载臂132由吸引垫等构成,在对加工后的被加工物80的被磨削面802进行吸引保持的状态下进行旋转。
52.在卸载臂132的可动范围内配置有对由卸载臂132搬送的加工后的贴合被加工物8进行清洗的单片式的清洗单元12。清洗单元12利用直径比贴合被加工物8小的旋转工作台120对支承部件82进行吸引保持,从在所保持的被加工物80的上方进行旋转移动的清洗喷嘴121向旋转的被加工物80的上表面即被磨削面802喷射清洗水,从而进行被磨削面802的清洗。另外,清洗喷嘴121能够喷射空气而使清洗后的贴合被加工物8干燥。
53.保持单元3具有卡盘工作台30,能够利用保持面302对贴合被加工物8的支承部件82进行吸引保持。在本实施方式中,卡盘工作台30具有:吸附部300,其由多孔部件等构成,对支承部件82进行吸附;以及框体301,其对吸附部300进行支承。吸附部300与真空产生装置等未图示的吸引源连通,通过吸引源进行吸引而产生的吸引力被传递到作为吸附部300的露出面(上表面)的保持面302,由此卡盘工作台30能够在保持面302上对贴合被加工物8进行吸引保持。
54.例如,保持面302与形成于支承部件82的作为表示被加工物80的晶体取向的平直的切口的标记825对应而呈俯视时与支承部件82相同的形状。即,圆形的吸附部300的外周与标记825对应地沿切线方向被平直地切除而形成有对应标记304。另外,保持单元3的卡盘工作台30的保持面302的中心例如成为假设保持面302为完全的圆形时的该圆的中心。
55.卡盘工作台30被构成保持单元3的罩39从周围包围,通过配设于罩39和与罩39连
结的蛇腹罩390的下方的未图示的工作台移动机构,能够在装置基座10上沿y轴方向往复移动。未图示的工作台移动机构是使电动滑块沿y轴方向直线运动的滚珠丝杠机构等。
56.保持单元3具有使卡盘工作台30以保持面302的中心为轴进行旋转的保持面旋转单元36。保持面旋转单元36构成为在卡盘工作台30的下侧连接主轴362,通过电动机360对该主轴362进行旋转驱动。
57.电动机360例如是伺服电动机,电动机360的旋转编码器369与还具有作为伺服放大器的功能的控制单元9连接,在从控制单元9的输出接口向电动机360提供动作信号而使主轴362旋转之后,将主轴362的旋转角度作为编码器信号而输出至控制单元9的输入接口。而且,接收到编码器信号的控制单元9能够识别卡盘工作台30的旋转角度、与卡盘工作台30的保持面302上的支承部件82的标记825对应的平直的切口的对应标记304的周向位置。
58.在加工区域101的后方(+y方向侧)竖立设置有柱18,在柱18的
‑
y方向侧的前表面上配设有磨削进给机构19,该磨削进给机构19将磨削单元16和卡盘工作台30沿与保持面302垂直的z轴方向相对地进行磨削进给。磨削进给机构19具有:滚珠丝杠190,其具有z轴方向的轴心;一对导轨191,它们与滚珠丝杠190平行地配设;电动机192,其与滚珠丝杠190的上端连结,使滚珠丝杠190进行转动;升降板193,其内部的螺母与滚珠丝杠190螺合,侧部与导轨191滑动接触;以及保持架194,其与升降板193连结,对磨削单元16进行保持,当电动机192使滚珠丝杠190进行转动时,伴随于此,升降板193被导轨191引导而沿z轴方向往复移动,保持架194所保持的磨削单元16沿z轴方向进行磨削进给。
59.磨削单元16利用磨具1640对保持单元3的保持面302所保持的贴合被加工物8的被加工物80进行磨削,该磨削单元16具有:旋转轴160,其轴向为z轴方向;壳体161,其将旋转轴160支承为能够旋转;电动机162,其对旋转轴160进行旋转驱动;圆环状的安装座163,其与旋转轴160的下端连接;以及磨削磨轮164,其以能够装卸的方式安装于安装座163的下表面。
60.磨削磨轮164具有:磨轮基台1641;以及大致长方体形状的多个磨具1640,它们呈环状配设于磨轮基台1641的底面上。磨具1640例如是通过规定的粘合剂等将磨削磨粒等固定而成型的。
61.在旋转轴160的内部沿旋转轴160的轴向(z轴方向)贯通地形成有成为磨削水的通道的未图示的流路。该流路穿过安装座163,在磨轮基座1641的底面以能够朝向磨具1640喷出磨削水的方式开口。
62.在成为下降至对被加工物80进行磨削时的高度位置的磨削磨轮164的附近的位置例如配设有在磨削中以接触式的方式对被加工物80的厚度进行测量的厚度测量单元38。另外,厚度测量单元38也可以是非接触式的厚度测量单元。
63.磨削装置1具有:外周识别部90,其在利用保持单元3的保持面302对贴合被加工物8进行保持之前,根据拍摄单元14所拍摄的包含被加工物80的外周807和支承部件82的外周828在内的贴合被加工物8的拍摄图像来判别而识别被加工物80的外周807和支承部件82的外周828;中心识别部92,其根据外周识别部90所识别的支承部件82的外周828来识别支承部件82的中心,根据外周识别部90所识别的被加工物80的外周807来识别被加工物80的中心;设定部94,其设定当使贴合被加工物8保持于保持面302时是使保持面302的中心与支承部件82的中心一致还是使保持面302的中心与被加工物80的中心一致;以及控制单元9,其
为了根据设定部94的设定而使贴合被加工物8保持于保持面302上而至少对输送单元5、即机器人50和装载臂52进行控制。
64.在本实施方式中,控制单元9能够进行装置整体的控制即能够实施搬送单元5以外的发明结构要素的控制,但也可以与进行装置整体的控制的控制单元分体。控制单元9具有按照控制程序进行运算处理的处理器以及存储器等存储介质等,经由未图示的有线或无线的通信路径而与搬送单元5的机器人50、搬送单元5的装载臂52、保持面旋转单元36以及暂放工作台旋转单元118等电连接,通过控制单元9来进行由机器人50所实现的贴合被加工物8从第1盒21的搬出动作的控制和磨削后的贴合被加工物8向第2盒22的搬入动作的控制、由装载臂52所实现的从暂放工作台11至卡盘工作台30的贴合被加工物8的搬送动作的控制、对贴合被加工物8进行吸引保持的卡盘工作台30的旋转动作的控制、以及由暂放工作台旋转单元118所实现的暂放工作台11的旋转动作的控制等。
65.在本实施方式中,例如,外周识别部90、中心识别部92以及设定部94包含在控制单元9中。设定部94例如设定于控制单元9的存储介质的一个区域。例如,磨削装置1具有未图示的触摸面板等来作为用于供作业者向磨削装置1输入加工条件等的输入单元。在使用磨削装置1对贴合被加工物8实施磨削加工时,在作业者从输入单元向磨削装置1输入与被加工物80的种类等对应的加工条件的各种信息(磨削单元16的磨削进给速度、卡盘工作台30的旋转速度等)的情况下,在使贴合被加工物8保持于卡盘工作台30的保持面302时,例如当选择使保持面302的中心与支承部件82的中心一致的情况并进行输入时,将该选择结果设定并存储于设定部94。
66.记述了外周识别处理的程序被存储在控制单元9的存储介质中,当从拍摄单元14的照相机142发送来拍摄图像数据时,外周识别部90从存储介质中读出并执行记述了外周识别处理的程序。记述了中心识别处理的程序被存储在控制单元9的存储介质中,当外周识别部90识别到被加工物80的外周807并且识别到支承部件82的外周828时,中心识别部92从存储介质中读出并执行记述了中心识别处理的程序。
67.以下,对使用图1所示的本发明的磨削装置1实施本发明的贴合被加工物8的磨削方法时的各工序进行说明。在本实施方式中,当作业者在开始磨削加工之前对磨削装置1的加工条件进行设定时,在贴合被加工物8中被加工物80的中心与支承部件82的中心存在偏差的情况下,不选择使卡盘工作台30的保持面302的中心与支承部件82的中心一致的情况,而是选择使卡盘工作台30的保持面302的中心与被加工物80的中心一致的情况来对设定部94进行设定。
68.另外,在被加工物80自身上形成有表示晶体取向的标记的情况下,也可以以使卡盘工作台30的保持面302的中心与支承部件82的中心一致的方式对设定部94进行设定。
69.(1)贴合被加工物8从第1盒21的搬出
70.例如,机器人50的机器人手部500被定位于第1盒21内的目标的被加工物80的高度位置。例如,在第1盒21内,被加工物80的被磨削面802朝向上侧,在搁板上支承有支承部件82的外周部分。而且,例如,机器人手部500的吸附面5004被设置为朝向上侧(+z方向侧)的状态。
71.机器人手部500进行旋转,从第1盒21的开口进入到第1盒21的内部的规定的位置,例如以使机器人手部500的中心与支承部件82的中心大致一致的方式对机器人手部500进
行定位。接着,机器人手部500上升,使吸附面5004从下侧与朝向支承部件82的下方的背面822接触而进行吸引保持,进而,机器人手部500上升直至支承部件82的外周部分从搁板稍微分离。
72.进而,对贴合被加工物8进行了吸引保持的机器人手部500从第1盒21退出。另外,机器人手部500也可以使吸附面5004从上侧与贴合被加工物8抵接,从而对被加工物8的被加工物80进行吸引保持。
73.(2
‑
1)拍摄工序的第1实施方式
74.接着,实施利用照相机142按照包含被加工物80的外周807和支承部件82的外周828的方式对被加工物8进行拍摄的拍摄工序。以下说明的拍摄工序是第1实施方式的拍摄工序,包含使被加工物80的外周807和支承部件82的外周828从暂放工作台11探出而将贴合被加工物8暂放于暂放工作台11的暂放工序。
75.具体而言,构成搬送单元5的机器人50使贴合被加工物8移动到暂放工作台11的上方,使机器人手部500的中心与暂放工作台11的中心大致一致。然后,通过机器人50,将贴合被加工物8以支承部件82的背面822朝向下侧的方式载置于暂放工作台11。即,按照使暂放工作台11进入机器人手部500的u字状的开口部分的方式,机器人手部500下降而将贴合被加工物8载置于暂放工作台11上。然后,如图2所示,使被加工物80的外周807和支承部件82的外周828从暂放工作台11探出,将贴合被加工物8暂放在暂放工作台11上而进行吸引保持。之后,机器人手部500从贴合被加工物8上退避。
76.如图2所示,暂放在暂放工作台11上的被加工物8的被加工物80的外周807和支承部件82的外周828成为进入到照相机142与照明部141之间的状态。而且,例如,使照相机142的焦点对准贴合被加工物8的上表面,将被加工物80的外周807和支承部件82的外周828纳入照相机142的拍摄区域内。照明部141点亮而向上方照射照明光(例如可见光线)。该照明光的一部分透过作为透明部件或半透明部件的支承部件82和作为透明部件或半透明部件的被加工物80而成为透过光,并通过照相机142的光学系统而被受光元件接受,形成图3所示的第1拍摄图像40。
77.第1拍摄图像40例如是亮度值为8比特灰度、即0~255的256种所表现的规定尺寸的1个像素(1个画素)的集合体。所形成的第1拍摄图像40的每1个像素的亮度值由入射到照相机142的受光元件的各个像素的光量决定。
78.照明部141射出的照明光被作为透明部件或半透明部件的支承部件82吸收而变弱,并被支承部件82上的作为透明或半透明部件的被加工物80吸收而进一步变弱。即,对与图3所示的支承部件82对应的受光元件的入射光量多,该1个像素成为图3的第1拍摄图像40中的灰色,对与被加工物80对应的受光元件的入射光量少,该1个像素的亮度值与表示支承部件82的像素相比下降,成为图3的第1拍摄图像40中的更接近黑色的较浓的灰色。
79.照相机142将拍摄到图3所示的被加工物80的外周807、支承部件82的外周828以及比支承部件82靠外侧的空间400(扩散板400)的贴合被加工物8的第1拍摄图像40发送到图1所示的控制单元9。该第1拍摄图像40存储于控制单元9的存储介质。
80.例如,图2所示的暂放工作台11进行旋转,改变贴合被加工物8的外周部分相对于固定的照相机142的位置。而且,关于暂放工作台11所吸引保持的贴合被加工物8的同样的拍摄图像,利用照相机142拍摄多个部位(例如,与先拍摄的部位在贴合被加工物8的周向上
分离的另外两处)。即,进一步形成拍摄到被加工物80的外周807、支承部件82的外周828以及空间400的贴合被加工物8的第2拍摄图像和第3拍摄图像,并存储于控制单元9的存储介质。
81.(2
‑
2)拍摄工序的第2实施方式
82.在拍摄工序中,也可以实施以下所示的第2实施方式的拍摄工序来代替上述第1实施方式的拍摄工序。在第2实施方式的拍摄工序中,利用照相机142按照包含由将图1所示的贴合被加工物8搬送到卡盘工作台30的保持面302上的搬送单元5所保持的贴合被加工物8的被加工物80的外周807和支承部件82的外周828的方式对被加工物8进行拍摄。
83.具体而言,例如,在控制单元9对搬送单元5的控制下,由将贴合被加工物8从第1盒21以被加工物80朝向上侧的状态搬出的机器人50不经由暂放工作台11而将贴合被加工物8直接交接到装载臂52。
84.如图4所示,装载臂52对被加工物80的被磨削面802进行吸附而对贴合被加工物8进行吸引保持。例如,作为搬送垫520的保持面的下表面与支承部件82的中心大致一致。在将贴合被加工物8交接到装载臂52的机器人50从贴合被加工物8的下方退避之后,装载臂52使贴合被加工物8旋转移动和上下移动,将贴合被加工物8定位于使贴合被加工物8的被加工物80的外周807和支承部件82的外周828进入照相机142与照明部141之间的位置。
85.之后,拍摄单元14对贴合被加工物8的拍摄与第1实施方式的拍摄工序大致同样地进行。即,与由装载臂52所实现的被加工物80的移动一起,形成拍摄到被加工物80的外周807、支承部件82的外周828以及空间400的贴合被加工物8的第1拍摄图像、第2拍摄图像以及第3拍摄图像。另外,在第2实施方式的拍摄工序中,也可以利用照相机142按照包含机器人50所保持的贴合被加工物8的被加工物80的外周807和支承部件82的外周828的方式对贴合被加工物8进行拍摄。
86.(3)外周识别工序
87.例如,在实施了第1实施方式(或者第2实施方式)的拍摄工序之后,实施如下的外周识别工序:图1所示的外周识别部90根据在通过拍摄工序而拍摄的图3所示的第1拍摄图像40中彼此相邻的像素的亮度差来判别而分别识别支承部件82的外周828和被加工物80的外周807。
88.外周识别部90例如在规定的分辨率的假想的输出画面(x轴y轴垂直坐标平面)上显示图3所示的第1拍摄图像40。而且,外周识别部90根据第1拍摄图像40的相邻的像素的亮度差来判别支承部件82的外周828和被加工物80的外周807,并识别各自的x轴坐标x1和x轴坐标x2。
89.另外,在图3所示的第1拍摄图像40中,示出了作为支承部件82与空间400的边界部分的支承部件82的外周828和作为支承部件82与被加工物80的边界部分的被加工物80的外周807能够按照各像素不向+x方向跳出而在y轴方向上整齐排列的方式拍摄的情况,但也存在各像素向+x方向跳出而形成第1拍摄图像的情况。即,有时在边界部分(在图3中为+x方向至第12列的像素列)中混合存在亮度不同的像素而形成拍摄图像。
90.在该情况下,例如,外周识别部90在显示在输出画面上的第1拍摄图像40中,确定空间400与支承部件82的外周828的临时的边界部分(在图3中为+x方向至第12列的像素列)。而且,也可以为,计算表示该临时的边界部分中的空间400的亮度值(在图1中为白色)
的像素在y轴方向上的数量,并且计算表示该边界部分中的支承部件82的外周828的亮度值(在图3中为浅灰色)的像素在y轴方向上的数量,如果计算出的表示空间400的像素数比计算出的表示支承部件82的外周828的像素数多,则判断为第12列的像素列表示空间400,如果假设计算出的表示空间400的像素数比计算出的表示支承部件82的外周828的像素数少,则判断为第12列的像素列表示支承部件82的外周828。
91.例如,图1所示的外周识别部90选定图3所示的第1拍摄图像40中的支承部件82的外周828的x轴坐标x1上的y轴方向上的任意的像素的1个,将该像素的x轴y轴坐标识别为用于在后述的中心识别工序中识别支承部件82的中心的边缘坐标(x1,y1),并存储于控制单元9的存储介质。另外,外周识别部90选定第1拍摄图像40中的被加工物80的外周807的x轴坐标x2上的y轴方向上的任意的像素的1个,将该像素的x轴y轴坐标识别为用于在后述的中心识别工序中识别被加工物80的中心的边缘坐标(x2,y2),并存储于控制单元9的存储介质。
92.这样的图1所示的外周识别部90对支承部件82的外周828和被加工物80的外周807的判别及识别也针对表示支承部件82的外周828和被加工物80的外周807并拍摄了在贴合被加工物8的周向上分离的两处的未图示的第2拍摄图像和第3拍摄图像来进行。即,关于支承部件82的另外两个未图示的边缘坐标和关于被加工物80的另外两个未图示的边缘坐标被存储在控制单元9的存储介质中。另外,外周识别部90也可以不使用第2拍摄图像和第3拍摄图像而是根据第1拍摄图像40,除了用于识别支承部件82的中心的边缘坐标(x1,y1)以外还选定另外两个未图示的边缘坐标,也可以除了用于识别被加工物80的中心的边缘坐标(x2,y2)以外还选定另外两个未图示的边缘坐标。
93.另外,如以下说明的那样,例如外周识别部90也可以根据第1拍摄图像40识别支承部件82的外周828和被加工物80的外周807。例如,在图3所示的第1拍摄图像40中,将沿x轴方向连续排列的表示支承部件82的10个像素作为对象而识别为1组,求出从成为对象的第1组的10像素的外侧向中央在x轴方向上对称的像素的亮度值的差。即,在将第1组的10个像素从+x方向侧起设为第1个像素、第2个像素、~第9个像素以及第10个像素的情况下,计算第1个像素与第10个像素的亮度差、第2个像素与第9个像素的亮度差、第3个像素与第8个像素的亮度差、第4个像素与第7个像素的亮度差、以及第5个像素与第6个像素的亮度差这共计5个亮度差。作为一例,如果第1个像素的亮度值为255且第10个像素的亮度值为255,则第1个像素与第10个像素的亮度差=0。
94.此外,将计算出的5个亮度差的总和计算为第1组的组值。该组值表示构成第1组的10个像素中的相邻的中央的像素的亮度。作为一例,第1组的组值=0。
95.与上述同样地,将以从第1组朝向支承部件82的中央侧、即在图3中朝向
‑
x方向侧偏移了1个像素的开头的像素(第1组中的第2个像素)为开头的10个像素认定为第2组,进而与计算出第1组值的情况同样地计算第2组的组值。进而,从支承部件82的外周侧朝向中央侧依次计算第3组的组值、第4组的组值、第5组的组值等。
96.进而,外周识别部90制作图5所示的曲线图g1,该曲线图g1将计算出的第1组的组值、第2组的组值、第3组的组值等设为纵轴,并且将横轴设为图3所示的第1拍摄图像40的x轴方向上的组的位置。然后,如曲线图g1所示,例如从第7组的组值=255成为第8组的组值=
‑
255,认定为组值大幅振动,将该组值大幅振动的第8组的图3中的x轴坐标位置认定为表
示被加工物80的外周807的边缘坐标。即,将组值认定为10像素内的中央的像素的亮度值,将彼此相邻的像素的亮度值的差认定为边缘坐标。例如,将组值设为第5个像素的亮度值。
97.(4)中心识别工序
98.接着,通过图1所示的中心识别部92来实施如下的中心识别工序:根据通过外周识别工序而识别的支承部件82的外周828来识别支承部件82的中心,并且根据通过外周识别工序而识别的被加工物80的外周807来识别被加工物80的中心。中心识别工序通过以往公知的基于3点的边缘坐标的几何学运算处理来进行。
99.即,基于包含暂放于暂放工作台11的贴合被加工物8的支承部件82的边缘坐标(x1,y1)的3个边缘坐标,在虚拟画面上定义连结边缘坐标(x1,y1)和关于支承部件82的第2个边缘坐标的第1假想直线,进而定义连结边缘坐标(x1,y1)和关于支承部件82的第3个边缘坐标的第2假想直线,将通过第1假想直线的中点的第1垂线与通过第2假想直线的中点的第2垂线的交点识别为支承部件82的中心829(参照图2)。中心识别部92使用包含边缘坐标(x2,y2)的关于被加工物80的3个边缘坐标,实施与识别支承部件82的中心的作业相同的作业,从而识别被加工物80的中心809(参照图2)。
100.(5)保持工序
101.如上所述,例如在识别了图2所示的暂放工作台11所保持的贴合被加工物8的支承部件82的中心829和被加工物80的中心809之后,使贴合被加工物8的支承部件82保持于保持单元3的保持面302。在保持工序中,选择性地实施使保持面302的中心与识别出的支承部件82的中心829一致而进行保持的情况、以及使保持面302的中心与识别出的被加工物80的中心809一致而进行保持的情况。
102.在本实施方式中,由于在加工开始前由作业者对图1所示的设定部94设定了使卡盘工作台30的保持面302的中心与贴合被加工物8的被加工物80的中心809一致,因此在控制单元9的控制下,以保持面302的中心与识别出的被加工物80的中心809一致的方式执行保持作业。另外,在本实施方式中,支承部件82形成有表示被加工物80的晶体取向的标记825,保持单元3的保持面302与支承部件82为俯视时相同的形状,具有作为平直的切口的对应标记304,因此控制单元9还进行如下的控制:控制保持面旋转单元36,使搬送单元5的装载臂52所保持的贴合被加工物8的支承部件82的标记825与保持面302上所形成的对应于标记825的对应标记304一致。
103.具体而言,例如在图2所示的暂放工作台11上,通过拍摄单元14进行贴合被加工物8的拍摄,从该拍摄图像中通过控制单元9的例如外周识别部90来识别支承部件82的标记825。进而,在控制单元9对暂放工作台旋转单元118的电动机1181的控制下,对贴合被加工物8进行吸引保持的暂放工作台11旋转规定角度,支承部件82的标记825被定位于规定方向。
104.进而,实施控制单元9对搬送单元5的装载臂52的控制,例如,按照使在暂放工作台11上朝向上侧的被加工物80的被磨削面802的中心809(参照图2)与搬送垫520的中心一致的方式将搬送垫520定位于被加工物80的上方。接着,搬送垫520下降而与被加工物80的被磨削面802接触,对被加工物80进行吸引保持。接着,搬送垫520上升,将被加工物80从暂放工作台11搬出。
105.图1所示的装载臂52保持着被加工物80时的支承部件82的标记825的周向上的位
置在从暂放工作台11保持并搬出被加工物80时已经被控制单元9识别,因此在控制单元9对保持面旋转单元36的控制下,使卡盘工作台30旋转规定角度,进行对位以便使贴合被加工物8的标记825的位置与卡盘工作台30的对应标记304一致。然后,按照使卡盘工作台30的保持面302的中心与搬送垫520的中心一致的方式,在使被加工物80的被磨削面802朝上的状态下将贴合被加工物8载置在保持面302上。贴合被加工物8被装载臂52保持为被加工物80的中心809与搬送垫520的中心一致,因此保持面302的中心与被加工物80的中心809成为一致的状态。另外,形成于保持面302的对应标记304与支承部件82的标记825成为一致的状态。而且,通过将未图示的吸引源产生的吸引力传递到保持面302,保持单元3利用保持面302对贴合被加工物8的支承部件82侧进行吸引保持。
106.(6)磨削工序
107.在选择使卡盘工作台30的保持面302的中心与贴合被加工物8的被加工物80的中心809一致的情况而实施保持工序之后,未图示的工作台移动机构使卡盘工作台30向+y方向移动。而且,保持着贴合被加工物8的卡盘工作台30按照磨削单元16的磨削磨轮164的旋转中心相对于被加工物80的旋转中心809沿水平方向偏移规定的距离并且磨具1640的旋转轨迹通过被加工物80的旋转中心809的方式定位被加工物80。
108.进而,通过磨削进给机构19向
‑
z方向搬送磨削单元16,通过旋转的磨具1640与卡盘工作台30所保持的被加工物80的被磨削面802抵接而进行磨削。另外,伴随着保持面旋转单元36使卡盘工作台30以规定的旋转速度进行旋转,保持面302上的被加工物80也进行旋转,因此磨具1640对被加工物80的整个被磨削面802进行磨削加工。在磨削中,向磨具1640与被加工物80的被磨削面802的接触部位提供磨削水,对接触部位进行冷却、清洗。
109.在磨削加工中,通过厚度测量单元38依次测量被加工物80的厚度。然后,在磨削单元16从已被正常地磨削至完工厚度的被加工物80上升而分离之后,通过未图示的工作台移动机构,卡盘工作台30向
‑
y方向移动而移动至卸载臂132的附近。
110.(7)对被加工物80进行磨削后的作业
111.接着,卸载臂132对贴合被加工物8的被磨削面802进行吸引保持,将贴合被加工物8从卡盘工作台30搬送到旋转工作台120。接着,清洗喷嘴121一边按照以规定角度在被加工物80的上方往复的方式进行旋转移动,一边朝向下方的被加工物80喷射清洗水,另外,通过使吸引保持着贴合被加工物8的旋转工作台120以规定的旋转速度进行旋转,向被加工物80的整个被磨削面802提供清洗水,从而进行清洗。
112.在清洗单元12中进行了贴合被加工物8的清洗、干燥后,机器人50将贴合被加工物8从清洗单元12搬出,并收纳于第2盒22。
113.如上所述,本发明的贴合被加工物8的磨削方法具有:拍摄工序,在保持工序之前,利用照相机142按照包含被加工物80的外周807和支承部件82的外周828的方式对贴合被加工物8进行拍摄;外周识别工序,根据在通过拍摄工序而拍摄的拍摄图像中彼此相邻的像素的亮度差来分别识别支承部件82的外周828和被加工物80的外周807;以及中心识别工序,根据通过外周识别工序而识别的支承部件82的外周828来识别支承部件82的中心829,并且根据通过外周识别工序而识别的被加工物80的外周807来识别被加工物80的中心809,由此,在保持工序中,能够选择性地实施使保持面302的中心与支承部件82的中心829一致而进行保持的情况、以及使保持面302的中心与被加工物80的中心809一致而进行保持的情
况,进而能够在磨削工序中对被加工物80进行磨削。
114.如第1实施方式的拍摄工序那样,拍摄工序包含使被加工物80的外周807和支承部件82的外周828从暂放工作台11探出而将贴合被加工物8暂放于暂放工作台11上的暂放工序,利用配置于暂放的贴合被加工物8的下方的照明部141从贴合被加工物8的下方向上方照射光,利用与照明部141对置配置的照相机142按照包含被加工物80的外周807和支承部件82的外周828的方式对被加工物8进行拍摄,由此能够容易地取得在拍摄工序后进行的外周识别工序中所需的拍摄图像。
115.如第2实施方式的拍摄工序那样,在拍摄工序中,利用照相机142按照包含由将贴合被加工物8搬送到保持面302的搬送单元5的装载臂52或者机器人50所保持的贴合被加工物8的被加工物80的外周807和支承部件82的外周828的方式对贴合被加工物8进行拍摄,由此能够容易地取得在拍摄工序后进行的外周识别工序中所需的拍摄图像。
116.另外,如上所述,对贴合被加工物8进行磨削的本发明的磨削装置1具有:外周识别部90,其在利用保持单元3的保持面302对贴合被加工物8进行保持之前,根据包含被加工物80的外周807和支承部件82的外周828在内的贴合被加工物8的拍摄图像来判别而识别被加工物80的外周807和支承部件82的外周828;中心识别部92,其根据外周识别部90所识别的支承部件82的外周828来识别支承部件82的中心829,根据外周识别部90所识别的被加工物80的外周807来识别被加工物80的中心809;搬送单元5,其将贴合被加工物8搬送到保持面302上并保持;设定部94,其设定当使贴合被加工物8保持于保持面302时是使保持面302的中心与支承部件82的中心829一致还是使保持面302的中心与被加工物80的中心809一致;以及控制单元9,其为了根据设定部94的设定而使贴合被加工物8保持于保持面302上而至少对搬送单元5进行控制,由此,能够选择性地实施使保持面302的中心与支承部件82的中心829一致而进行保持的情况、以及使保持面302的中心与被加工物80的中心809一致而进行保持的情况,之后,能够对被加工物80进行磨削。
117.支承部件82上形成有表示被加工物80的晶体取向的标记825,保持单元3的保持面302与支承部件82为俯视时相同的形状,保持单元3具有使保持面302以保持面302的中心为轴进行旋转的保持面旋转单元36,由此控制单元9对保持面旋转单元36进行控制,能够使搬送单元5所保持的贴合被加工物8的支承部件82的标记825与保持面302上所形成的对应于标记825的对应标记304一致,之后,通过进行磨削,能够使被加工物80薄化至均匀的厚度。
118.本发明的贴合被加工物的磨削方法并不限定于上述实施方式,当然可以在其技术思想的范围内以各种不同的方式实施。另外,附图中图示的磨削装置1的结构等也不限定于此,能够在能够发挥本发明的效果的范围内适当变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1