一种提高汽车钳体铸件打磨生产效率的专用夹具的制作方法
1.本实用新型涉及一种汽车钳体铸件的夹具,尤其是涉及一种提高汽车钳体铸件打磨生产效率的专用夹具。
背景技术:
2.公知的,打磨清理是钳体铸件生产过程中必经的工序,无论是铸件剪切浇注系统后的切口,还是因为模具磨损、模具之间的配合间隙过大产生的飞边毛刺都需要打磨清理,打磨清理是一项费力费人费时的工作。
3.目前在汽车钳体的铸造行业中,大多数中小型铸造厂在清理铸件内浇口、飞边、毛刺时均采用人工打磨的方式;人工打磨的方式在清理产品生产量大、毛刺多、内浇口厚大的铸件时,会很受限,不仅生产效率低、工作噪音大,而且打磨时产生的粉尘会对人体健康造成严重的影响。
技术实现要素:
4.为了克服背景技术中的不足,本实用新型公开了一种提高汽车钳体铸件打磨生产效率的专用夹具。
5.为了实现所述发明目的,本实用新型采用如下技术方案:
6.一种提高汽车钳体铸件打磨生产效率的专用夹具,包括底板、高度限位块、限位支座和气缸,在底板的上面两侧对应设有“l”形的高度限位块和限位支座,高度限位块的上端面的中部设有开口,左右限位块通过螺钉固定在开口内,在高度限位块上端面的两边均设有前后限位块,在高度限位块、限位支座之间设有气缸,气缸的输出轴上铰接有u形叉,在气缸壳体上铰接有折弯形的压紧杆,u形叉的上端铰接在压紧杆的上部折弯杆上,在压紧杆的上端设有水平向外延伸的压紧头。
7.所述的提高汽车钳体铸件打磨生产效率的专用夹具,高度限位块、限位支座的横向板均通过底板上销孔内的销子定位。
8.所述的提高汽车钳体铸件打磨生产效率的专用夹具,底板通过螺栓固定在自动打磨机工作台的上面。
9.所述的提高汽车钳体铸件打磨生产效率的专用夹具,气缸固定在自动打磨机工作台上,气缸的上部穿过底板的中部孔位于底板的上面。
10.所述的提高汽车钳体铸件打磨生产效率的专用夹具,前后限位块的上面均设有水平台阶。
11.由于采用了上述技术方案,本实用新型具有如下有益效果:
12.本实用新型所述的提高汽车钳体铸件打磨生产效率的专用夹具,通过设置高度限位块和限位支座,可将钳体铸件平放,机器打磨区域覆盖面广,对打磨对称性结构的钳体铸件具有可趁用性;本实用新型结构简单、操作方便,装夹紧固,连续生产稳定且效率高。
附图说明
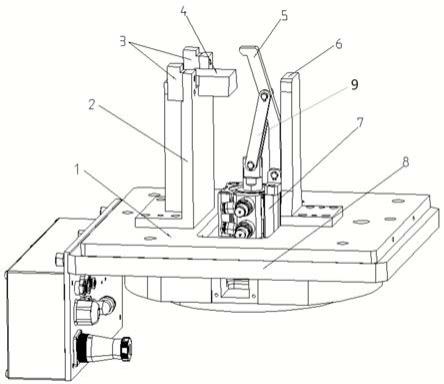
13.图1是本实用新型的结构示意图。
14.图2是本实用新型放置钳体铸件的结构示意图。
15.图3是钳体铸件的结构示意图。
16.图中:1、底板;2、高度限位块;3、前后限位块;4、左右限位块;5、压紧杆;6、限位支座;7、气缸;8、自动打磨机工作台;9、u形叉;10、钳体铸件;11、翼板;12、后板体。
具体实施方式
17.通过下面的实施例可以详细的解释本实用新型,公开本实用新型的目的旨在保护本实用新型范围内的一切技术改进。
18.结合附图1-2所述的提高汽车钳体铸件打磨生产效率的专用夹具,包括底板1、高度限位块2、限位支座6和气缸7,在底板1的上面两侧对应设有“l”形的高度限位块2和限位支座6,高度限位块2的上端面的中部设有开口,左右限位块4通过螺钉固定在开口内,在高度限位块2上端面的两边均设有前后限位块3,在高度限位块2、限位支座6之间设有气缸7,气缸7的输出轴上铰接有u形叉9,在气缸7壳体上铰接有折弯形的压紧杆5,u形叉的上端铰接在压紧杆5的上部折弯杆上,在压紧杆5的上端设有水平向外延伸的压紧头。
19.所述的提高汽车钳体铸件打磨生产效率的专用夹具,高度限位块2、限位支座6的横向板均通过底板1上销孔内的销子定位。
20.所述的提高汽车钳体铸件打磨生产效率的专用夹具,底板1通过螺栓固定在自动打磨机工作台8的上面。
21.所述的提高汽车钳体铸件打磨生产效率的专用夹具,气缸7固定在自动打磨机工作台8上,气缸7的上部穿过底板1的中部孔位于底板1的上面。
22.所述的提高汽车钳体铸件打磨生产效率的专用夹具,前后限位块3的上面均设有水平台阶。
23.实施本实用新型所述的提高汽车钳体铸件打磨生产效率的专用夹具,在使用时,钳体铸件如图3所示,钳体铸件为对称性结构,中部为圆筒结构,在其前部两侧均延伸有翼板11,后部延伸有中部带长孔的后板体12;高度限位块2和限位支座6均通过底板1上销孔内的销子进行定位,并通过螺丝固定,钳体铸件的两翼分别套设在高度限位块2上端面的两臂上,并通过前后限位块3上面的水平台阶限位;限位支座6支撑在后板体后端下面,气缸7的输出端向下缩回,带动u形叉9拉动压紧杆5向钳体铸件中部的端面上压紧,即可启动自动打磨机进行全方位的打磨工作。
24.本实用新型未详述部分为现有技术。
25.为了公开本实用新型的发明目的而在本文中选用的实施例,当前认为是适宜的,但是,应了解的是,本实用新型旨在包括一切属于本构思和实用新型范围内的实施例的所有变化和改进。
技术特征:
1.一种提高汽车钳体铸件打磨生产效率的专用夹具,包括底板、高度限位块、限位支座和气缸,其特征是:在底板的上面两侧对应设有“l”形的高度限位块和限位支座,高度限位块的上端面的中部设有开口,左右限位块通过螺钉固定在开口内,在高度限位块上端面的两边均设有前后限位块,在高度限位块、限位支座之间设有气缸,气缸的输出轴上铰接有u形叉,在气缸壳体上铰接有折弯形的压紧杆,u形叉的上端铰接在压紧杆的上部折弯杆上,在压紧杆的上端设有水平向外延伸的压紧头。2.根据权利要求1所述的提高汽车钳体铸件打磨生产效率的专用夹具,其特征是:高度限位块、限位支座的横向板均通过底板上销孔内的销子定位。3.根据权利要求1所述的提高汽车钳体铸件打磨生产效率的专用夹具,其特征是:底板通过螺栓固定在自动打磨机工作台的上面。4.根据权利要求1所述的提高汽车钳体铸件打磨生产效率的专用夹具,其特征是:气缸固定在自动打磨机工作台上,气缸的上部穿过底板的中部孔位于底板的上面。5.根据权利要求1所述的提高汽车钳体铸件打磨生产效率的专用夹具,其特征是:前后限位块的上面均设有水平台阶。
技术总结
一种提高汽车钳体铸件打磨生产效率的专用夹具,涉及一种汽车钳体铸件的夹具,包括底板、高度限位块、限位支座和气缸,在底板的上面两侧对应设有“L”形的高度限位块和限位支座,高度限位块的上端面的中部设有开口,左右限位块通过螺钉固定在开口内,在高度限位块上端面的两边均设有前后限位块,在高度限位块、限位支座之间设有气缸,气缸的输出轴上铰接有U形叉,在气缸壳体上铰接有折弯形的压紧杆,U形叉的上端铰接在压紧杆的上部折弯杆上,在压紧杆的上端设有水平向外延伸的压紧头;本实用新型结构简单、操作方便,装夹紧固,连续生产稳定且效率高。效率高。效率高。
技术研发人员:王新乐 丁元刚 焦洛洛 李彦威
受保护的技术使用者:洛阳古城机械有限公司
技术研发日:2021.07.30
技术公布日:2022/3/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1