一种用于轧辊生产的金属型铸造装置的制作方法
1.本实用新型涉及轧辊制造技术领域,尤其是一种用于轧辊生产的金属型铸造装置。
背景技术:
2.随着钢铁企业的发展,轧辊超声波探伤检测作为轧辊质量检测的一大指标,钢厂对轧辊探伤检测要求越来越严,部分用户要求轧辊全径向穿透,且不允许有底波衰减的情况。由于轧辊辊颈存在热节,常规砂型铸造容易造成辊颈芯部产生疏松缺陷,在探伤检测时出现底波衰减,严重的在使用过程中出现断裂事故。模具是铸造业的重要设备,模具的好坏直接影响到铸件的质量。传统铸件的生产方式耗时耗力,人工成本高,且由于各步骤均为人工操作,工艺效果无法统一,生产的铸件的质量一致性较低。而金属型铸造方法由于其生产效率高、劳动环境清洁、铸件表面光滑和内部组织致密等优点而被广泛应用。
技术实现要素:
3.本实用新型需要解决的技术问题是提供一种用于轧辊生产的金属型铸造装置,使得整体操作简单,便于消除轧辊轴颈疏松缺陷质量问题,提高产品质量,简化操作流程,便于使用喷涂方式造型。
4.为解决上述技术问题,本实用新型所采用的技术方案是:
5.一种用于轧辊生产的金属型铸造装置,包括金属型以及金属底箱,所述金属底箱与铸件接触面处设置有两根加工膛线;所述两根加工膛线相互间距5mm,加工膛线的宽度为1mm,加工膛线深度为2mm,加工膛线的底部设置有圆角;金属底箱与金属型相配合。
6.本实用新型技术方案的进一步改进在于:所述加工膛线水平设置。
7.本实用新型技术方案的进一步改进在于:所述金属底箱还包括左半模、右半模、加紧机构,金属型卡接在金属底箱内部。
8.本实用新型技术方案的进一步改进在于:所述金属底箱还包括固定连接在金属底箱外侧壁面上的伸出柱,伸出柱的轴线与金属底箱的轴线相垂直。
9.由于采用了上述技术方案,本实用新型取得的技术进步是:
10.本实用新型使得整体操作简单,便于消除轧辊轴颈疏松缺陷质量问题,提高了产品质量,简化了操作流程,便于使用喷涂方式造型。
附图说明
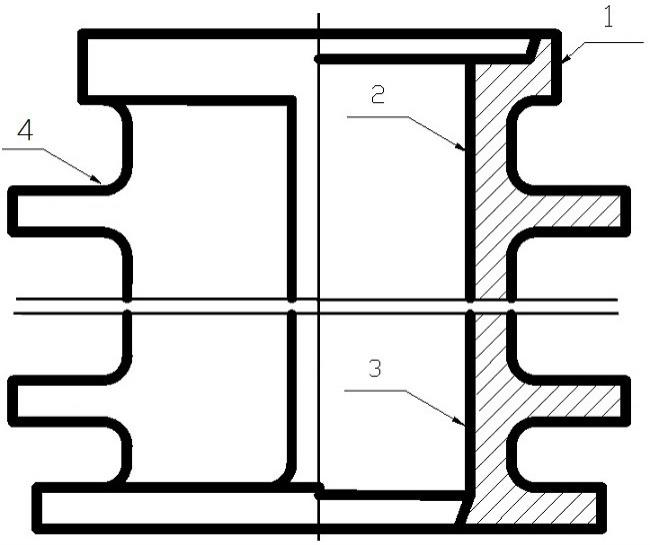
11.图1是本实用新型的铸件半剖结构示意图;
12.图2是本实用新型的金属型膛线的截面示意图;
13.其中,1、金属底箱,2、加工膛线,3、非浇注部位,4、伸出柱。
具体实施方式
14.下面结合实施例对本实用新型做进一步详细说明:
15.如图1、图2所示,一种用于轧辊生产的金属型铸造装置,包括金属型以及金属底箱1,金属型卡接在金属底箱1内部。所述金属底箱1的内侧壁面上包括有浇注部位和非浇注部位3,浇注铸件部位设置有加工膛线2。
16.所述金属底箱1与铸件接触面处设置有两根加工膛线2;所述两根加工膛线2相互间距5mm,加工膛线2的宽度为1mm,加工膛线2深度为2mm,加工膛线2的底部设置有圆角;金属底箱1与金属型相配合;所述加工膛线2水平设置。
17.所述金属底箱1还包括左半模、右半模、加紧机构。
18.所述金属底箱1还包括固定连接在金属底箱1外侧壁面上的伸出柱4,伸出柱4的轴线与金属底箱1的轴线相垂直。
19.工作原理或者使用方法:
20.制作材质为ht200的金属底箱1,采用电阻炉将底箱加热至一定温度,后在金属底箱1与浇注铁水接触面上喷上一定厚度的涂料,在非接触部位用水玻璃自硬砂填实,将金属底箱1与冷型进行组装后进行浇注使用。
21.步骤为:
22.1、根据轧辊尺寸设计金属底箱1的箱体尺寸,金属底箱1材质选用ht200。
23.2、在箱体内壁与轧辊铸件接触面处设置加工膛线2。
24.3、将制作好的底箱与浇注铸件非接触部位填上水玻璃自硬砂。
25.4、将金属底箱1放入电阻炉内,将砂箱加热至100-150℃。
26.5、将加热好的金属底箱1放置在喷涂架上,采用喷枪在底箱与铸件接触的面上喷上4-5mm的石英粉涂料。
27.6、将金属底箱1与冷型进行组装后进行浇注使用。
技术特征:
1.一种用于轧辊生产的金属型铸造装置,包括金属型以及金属底箱(1),其特征在于:所述金属底箱(1)与铸件接触面处设置有两根加工膛线(2);所述两根加工膛线(2)相互间距5mm,加工膛线(2)的宽度为1mm,加工膛线(2)深度为2mm,加工膛线(2)的底部设置有圆角;金属底箱(1)与金属型相配合。2.根据权利要求1所述的一种用于轧辊生产的金属型铸造装置,其特征在于:所述加工膛线(2)水平设置。3.根据权利要求1所述的一种用于轧辊生产的金属型铸造装置,其特征在于:所述金属底箱(1)还包括左半模、右半模、加紧机构,金属型卡接在金属底箱(1)内部。4.根据权利要求1所述的一种用于轧辊生产的金属型铸造装置,其特征在于:所述金属底箱(1)还包括固定连接在金属底箱(1)外侧壁面上的伸出柱(4),伸出柱(4)的轴线与金属底箱(1)的轴线相垂直。
技术总结
本实用新型公开了一种用于轧辊生产的金属型铸造装置,涉及轧辊制造技术领域,包括金属型以及金属底箱,所述金属底箱与铸件接触面处设置有两根加工膛线;所述两根加工膛线相互间距5mm,加工膛线的宽度为1mm,加工膛线深度为2mm,加工膛线的底部设置有圆角;金属底箱与金属型相配合。本实用新型使得整体操作简单,便于消除轧辊轴颈疏松缺陷质量问题,提高产品质量,简化操作流程,便于使用喷涂方式造型。便于使用喷涂方式造型。便于使用喷涂方式造型。
技术研发人员:李晓刚
受保护的技术使用者:中钢集团邢台机械轧辊有限公司
技术研发日:2021.12.29
技术公布日:2022/9/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1