油缸砂模成型模具的制作方法
1.本实用新型涉及一种油缸砂模成型模具。
背景技术:
2.重型机械中的油缸通常采用铸造工艺来生产,由于成型后的油缸在使用过程中需将油缸内的油液排出,因此需要在油缸的底部设置有排油孔。而现有用于铸造油缸的模具不利于排油孔的成型。同时在在铸造油缸过程中引流砂容易进入油缸的型腔中影响油缸的成型质量。
技术实现要素:
3.本实用新型的目的在于提供该油缸砂模成型模具,该油缸砂模成型模具放被方便制作油缸,并可在浇铸时防止引流砂进入油缸型腔内。
4.本实用新型的技术方案在于:一种油缸砂模成型模具,包括砂箱,所述砂箱内设置有经型砂填充造型后形成的油缸型腔,砂箱内位于油缸型腔的下方设置有用于使油缸型腔的底面形成圆弧面且接触钢水的表面光滑、平整的成型冷铁块,所述成型冷铁块上安装有使成型的油缸底部形成螺纹孔的芯骨,砂箱内位于型砂的上部设置有主浇道,位于主浇道的浇口杯上侧设置有实现引流砂与钢水分离的分离机构,主浇道经分浇道分别与油缸型腔的中部、下部相连接。
5.进一步地,所述砂箱内位于型砂中埋设有木模,所述木模的一端伸入油缸型腔并刻有用于使成型后的油缸表面形成铸字的字槽。
6.进一步地,所述砂箱内竖向设置有埋于油缸型腔内使成型的油缸上部两侧分别形成竖向孔的砂芯。
7.进一步地,所述砂箱内位于竖向孔的砂芯下部分别埋设有一整圈的冷铁支撑块,所述冷铁支撑块与接触钢水的表面光滑、平整。
8.进一步地,所述砂箱上位于型砂的上方沿圆周方向设置有3个明冒口,砂箱内的两侧部且位于竖向孔的上方分别设置有暗冒口。
9.进一步地,所述砂芯为铬铁矿树脂砂。
10.进一步地,所述砂箱包括自下而上依次叠放且上下通透的下、中、上筐板,筐板的两侧部及前后侧分别固定有吊轴,且筐板的周部设置有加强凸筋。
11.进一步地,所述型砂内埋设有实现型砂紧固的焊接钢筋,所述型砂为石英树脂砂。
12.进一步地,所述分离机构包括安装于浇口杯上侧并呈圆锥状的铝壳,所述型砂的上端面且位于铝壳的四周设置有下沉凹面,所述铝壳的厚度为1mm。
13.与现有技术相比较,本实用新型具有以下优点:该油缸砂模成型模具方便制作油缸,并使用油缸底部形成螺纹孔,并可在浇铸时防止引流砂进入油缸型腔内,防止引流砂进入型腔中,提高油缸的质量。同时采用带有字槽的木模更有利于在油缸表面铸字
附图说明
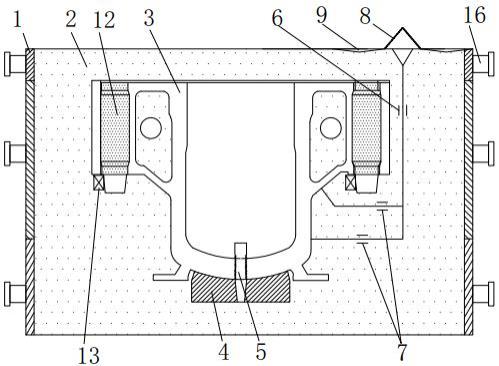
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的去除砂箱后的结构示意图;
16.图3为本实用新型的图2的俯视示意图;
17.图4为本实用新型的油缸的结构示意图;
18.图5为本实用新型的油缸的侧视图;
19.图中:1-砂箱2-型砂3-油缸型腔4-成型冷铁块5-芯骨6-主浇道7-分浇道8-铝壳9-下沉凹面10-铸字区11-竖向孔12-砂芯13-冷铁支撑块14-明冒口15-暗冒口16-吊轴17-侧向通孔20-油缸。
具体实施方式
20.为让本实用新型的上述特征和优点能更浅显易懂,下文特举实施例,并配合附图,作详细说明如下,但本实用新型并不限于此。
21.参考图1至图5
22.一种油缸砂模成型模具,包括砂箱1,所述砂箱内设置有经型砂2填充造型后形成的油缸型腔3,用于形成油缸20内腔的芯砂由多块组成,并合作有拔模角,从而方便拆卸、安装。砂箱内位于油缸型腔的下方设置有用于使油缸型腔的底面形成圆弧面且接触钢水的表面光滑、平整的成型冷铁块4,所述成型冷铁块上安装有使成型的油缸底部形成螺纹孔的芯骨5,砂箱内位于型砂的上部设置有主浇道6,位于主浇道的浇口杯上侧设置有实现引流砂与钢水分离的分离机构,主浇道经分浇道7分别与油缸型腔的中部、下部相连接,从而通过两路分浇道实现油缸的浇铸,保证浇铸效果。所述分离机构包括安装于浇口杯上侧并呈圆锥状的铝壳8,所述型砂的上端面且位于铝壳的四周设置有下沉凹面9。通过分离机构可以在滑板包开包时引流砂随着圆锥形铝壳向四周流出浇口杯上方,当大量钢水流出包眼时,铝壳被钢水熔化,钢水顺势进入浇口杯,避免引流砂进入型腔。同时,铝壳熔化不会对钢水重量产生影响,铝有脱氧的效果。
23.本实施例中,所述砂箱内位于型砂中埋设有木模,所述木模的一端伸入油缸型腔并刻有用于使成型后的油缸表面形成铸字的字槽。
24.本实施例中,所述砂箱内竖向设置有埋于油缸型腔内使成型的油缸上部两侧分别形成竖向孔11的砂芯12。所述砂箱内还设置有伸入油缸型腔使成型的油缸形成侧向通孔17的侧部砂芯。
25.本实施例中,所述砂箱内位于竖向孔的砂芯下部分别埋设有一整圈的冷铁支撑块13,所述冷铁支撑块与接触钢水的表面光滑、平整。
26.本实施例中,所述砂箱上位于型砂的上方沿圆周方向设置有3个明冒口14,砂箱内的两侧部且位于竖向孔的上方分别设置有暗冒口15。
27.本实施例中,所述砂芯为铬铁矿树脂砂。
28.本实施例中,该油缸砂模成型模具造型过程中所采用的木模均采用一级干燥红松制作,且刷快干油漆。
29.本实施例中,所述砂箱包括自下而上依次叠放且上下通透的下、中、上筐板,筐板的两侧部及前后侧分别固定有吊轴16,且筐板的周部设置有加强凸筋。
30.本实施例中,所述型砂内埋设有实现型砂紧固的焊接钢筋,所述型砂为石英树脂砂。
31.本实施例中,为了让钢水更好地击穿铝壳,所述铝壳的厚度为1mm。
32.以上所述仅为本实用新型的较佳实施例,凡依本实用新型申请专利范围所做的均等变化与修饰,皆应属本实用新型的涵盖范围。
技术特征:
1.一种油缸砂模成型模具,包括砂箱,其特征在于,所述砂箱内设置有经型砂填充造型后形成的油缸型腔,砂箱内位于油缸型腔的下方设置有用于使油缸型腔的底面形成圆弧面且接触钢水的表面光滑、平整的成型冷铁块,所述成型冷铁块上安装有使成型的油缸底部形成螺纹孔的芯骨,砂箱内位于型砂的上部设置有主浇道,位于主浇道的浇口杯上侧设置有实现引流砂与钢水分离的分离机构,主浇道经分浇道分别与油缸型腔的中部、下部相连接。2.根据权利要求1所述的油缸砂模成型模具,其特征在于,所述砂箱内位于型砂中埋设有木模,所述木模的一端伸入油缸型腔并刻有用于使成型后的油缸表面形成铸字的字槽。3.根据权利要求1或2所述的油缸砂模成型模具,其特征在于,所述砂箱内竖向设置有埋于油缸型腔内使成型的油缸上部两侧分别形成竖向孔的砂芯。4.根据权利要求3所述的油缸砂模成型模具,其特征在于,所述砂箱内位于竖向孔的砂芯下部分别埋设有一整圈的冷铁支撑块,所述冷铁支撑块与接触钢水的表面光滑、平整。5.根据权利要求3所述的油缸砂模成型模具,其特征在于,所述砂箱上位于型砂的上方沿圆周方向设置有3个明冒口,砂箱内的两侧部且位于竖向孔的上方分别设置有暗冒口。6.根据权利要求3所述的油缸砂模成型模具,其特征在于,所述砂芯为铬铁矿树脂砂。7.根据权利要求1所述的油缸砂模成型模具,其特征在于,所述砂箱包括自下而上依次叠放且上下通透的下、中、上筐板,筐板的两侧部及前后侧分别固定有吊轴,且筐板的周部设置有加强凸筋。8.根据权利要求1所述的油缸砂模成型模具,其特征在于,所述型砂内埋设有实现型砂紧固的焊接钢筋,所述型砂为石英树脂砂。9.根据权利要求1所述的油缸砂模成型模具,其特征在于,所述分离机构包括安装于浇口杯上侧并呈圆锥状的铝壳,所述型砂的上端面且位于铝壳的四周设置有下沉凹面,所述铝壳的厚度为1mm。
技术总结
本实用新型涉及一种油缸砂模成型模具,包括砂箱,所述砂箱内设置有经型砂填充造型后形成的油缸型腔,砂箱内位于油缸型腔的下方设置有用于使油缸型腔的底面形成圆弧面且接触钢水的表面光滑、平整的成型冷铁块,所述成型冷铁块上安装有使成型的油缸底部形成螺纹孔的芯骨,砂箱内位于型砂的上部设置有主浇道,位于主浇道的浇口杯上侧设置有实现引流砂与钢水分离的分离机构,主浇道经分浇道分别与油缸型腔的中部、下部相连接。该油缸砂模成型模具放被方便制作油缸,并可在浇铸时防止引流砂进入油缸型腔内。入油缸型腔内。入油缸型腔内。
技术研发人员:郑建斌 陈忠振 黄卫东 陈忠士 蓝敏俐 陈贵清 邹泽昌 陈丙三
受保护的技术使用者:福建兴航重工有限公司
技术研发日:2021.12.31
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1