一种PVC钙塑中空板及其制备方法与流程
一种pvc钙塑中空板及其制备方法
技术领域
1.本发明涉及高分子材料技术领域,尤其涉及一种pvc钙塑中空板及其制备方法。
背景技术:
2.自新冠疫情爆发以来,全球贸易陷入停滞,导致物价飞速上涨。民生方面,猪肉价格事关百姓利益。国内生猪产业为缓解国内市场需求,迅速扩大产能,由此引发养殖场建筑的广大需求。养殖场的建筑方式大多分为两种。一是铁管焊接,但是铁管焊接施工周期长,且铁管易氧化;二是采用水泥砌砖堆砌而成,不但施工周期长,而且难以维持较好的养护,存在通风性太弱,病菌滋生等问题。
3.硬质聚氯乙烯挤出中空板材是以pvc为主要原料,并添加复合稳定润滑剂、抗冲改性剂、加工助剂、填充剂等,经熔融挤出、冷却定型、牵引等工艺加工而成。pvc钙塑中空板具有防水、防潮、耐腐蚀性强、阻燃、保温、隔音、无挥发性有毒气体且可重复利用等特点,符合国家产业政策,是国家重点鼓励发展的产品,是新一代节能环保型化学建材。
4.pvc钙塑中空板的应用,对其力学强度、抗冲性能有一定的要求。现阶段常用pvc加工改性剂有加工型acr(聚丙烯酸酯类);抗冲击改性剂则包括抗冲型acr(核壳结构聚丙烯酸酯类)、mbs(甲基丙烯酸甲酯
‑
丁二烯
‑
苯乙烯)、cpe(氯化聚乙烯)等。acr价格昂贵、mbs价高不耐候、cpe抗冲效果一般,需要与加工助剂混合使用。目前市场常用的acm(轻度氯化hdpe与丙烯酸酯形成的互穿网络结构)与mbs复配体系,同样存在抗冲性能差、强度低且成本较高的问题。
技术实现要素:
5.针对现有技术中存在的问题,本发明要解决的技术问题是:当前市面上的pvc钙塑中空板抗冲性能差、强度低。
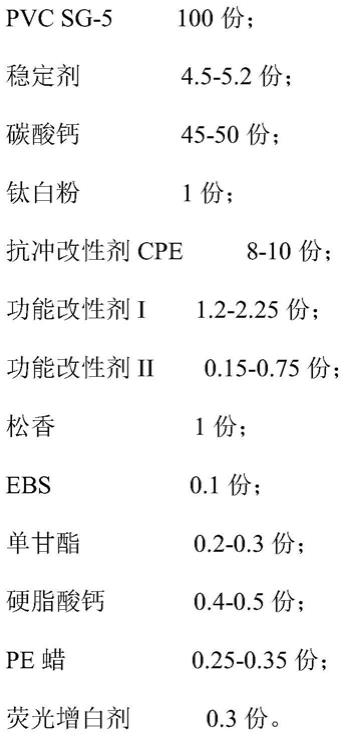
6.本发明解决其技术问题所采用的技术方案是:本发明提供一种pvc钙塑中空板,以重量份数计,包括以下成分:
[0007][0008]
具体地,所述功能改性剂i与功能改性剂ii的重量比为4:1。
[0009]
具体地,所述稳定剂为钙锌稳定剂。
[0010]
具体地,所述碳酸钙为重质碳酸钙或轻质碳酸钙与纳米碳酸钙的混合物。
[0011]
具体地,所述钛白粉为金红石型钛白粉。
[0012]
具体地,所述功能改性剂i为氯乙烯
‑
乙烯酯类共聚物。
[0013]
具体地,所述氯乙烯
‑
乙烯酯类共聚物为vter树脂。
[0014]
具体地,所述功能改性剂ii为氯乙烯
‑
丙烯酸酯类共聚物。
[0015]
具体地,所述氯乙烯
‑
丙烯酸酯类共聚物为vce树脂。
[0016]
具体地,所述的一种pvc钙塑中空板,包括以下步骤:
[0017]
(1)按照配方量,将pvc sg
‑
5、稳定剂、碳酸钙、钛白粉、抗冲改性剂、功能改性剂i、功能改性剂ii、松香、ebs、单甘酯、硬脂酸钙、pe蜡、荧光增白剂并混合均匀得到混合物料,10
‑
12min内从室温升至115
‑
125℃后;转移至冷混锅进行冷混,降至45
‑
50℃,放置24h,得到预处理物料;
[0018]
(2)将预处理物料加入到双螺杆挤出机中熔融挤出后,进行真空定型模具,经冷水喷淋冷却定型后,以570
‑
580rpm的速度牵引、切割后,得到pvc钙塑中空板。
[0019]
具体地,所述双螺杆挤出机的工艺参数为:
[0020]
双螺杆挤出机的喂料速度为10.05rpm;
[0021]
双螺杆转速为17.65rpm;
[0022]
双螺杆挤出机采用分区温度控制,六段分区温度分别为180
‑
190℃、185
‑
195℃、
180
‑
190℃、175
‑
185℃、170
‑
180℃、165
‑
175℃,机头温度为190℃,合流芯温度为165℃。
[0023]
本发明的有益效果是:
[0024]
(1)本发明的pvc钙塑中空板成分中,同时添加两种功能改性剂vter树脂和vce树脂,两种功能改性剂协同作用,显著改善了pvc钙塑中空板的抗冲性能和力学强度;
[0025]
(2)vter树脂为氯乙烯
‑
乙烯酯类结构,氯乙烯链结构与pvc、cpe均具有良好的相容性,可提高cpe在体系中的分散均匀性,充分发挥cpe的抗冲性能;
[0026]
(3)vce树脂含有醋酸酯、叔碳酸酯、丙烯酸酯结构的大分子链,在pvc中具有较好的增塑效果,提升制品的力学性能;
[0027]
(4)本发明所使用的vter树脂和vce树脂之间有较大的分子量差距,可以兼顾塑化和熔体强度、抗冲性能;vter树脂具有较低分子量玻璃化转变温度较低与较高分子量的vce树脂复配使用,可显著改善pvc制品在低温下的抗冲性能。
具体实施方式
[0028]
现在结合实施例对本发明作进一步详细的说明。
[0029]
本发明以下实施例中所采用的稳定剂为钙锌稳定剂。
[0030]
本发明以下实施例中所采用的碳酸钙为重质碳酸钙或轻质碳酸钙与纳米碳酸钙的混合物。
[0031]
本发明以下实施例中所采用的钛白粉为金红石型钛白粉。
[0032]
本发明以下实施例中所采用的功能改性剂i为vter树脂,无锡洪汇新材料科技股份有限公司,数均分子量约为34000g/mol。
[0033]
本发明以下实施例中所采用的功能改性剂ii为vce树脂,无锡洪汇新材料科技股份有限公司,数均分子量约为120000g/mol。
[0034]
本发明以下实施例中的pvc钙塑中空板,包括以下步骤:
[0035]
(1)按照配方量,将pvc sg
‑
5、稳定剂、碳酸钙、钛白粉、抗冲改性剂、功能改性剂i、功能改性剂ii、松香、ebs、单甘酯、硬脂酸钙、pe蜡、荧光增白剂并混合均匀得到混合物料,10
‑
12min内从室温升至115
‑
125℃后;转移至冷混锅进行冷混,降至45
‑
50℃,放置24h,得到预处理物料;
[0036]
(2)将预处理物料加入到双螺杆挤出机中熔融挤出,进行真空定型模具,经冷水喷淋冷却定型后,以570
‑
580rpm的速度牵引、切割后,得到pvc钙塑中空板;双螺杆挤出机的喂料速度为10.05rpm;双螺杆转速为17.65rpm;双螺杆挤出机采用分区温度控制,六段分区温度分别为180
‑
190℃、185
‑
195℃、180
‑
190℃、175
‑
185℃、170
‑
180℃、165
‑
175℃,机头温度为190℃,合流芯温度为165℃。
[0037]
实施例1
[0038]
pvc钙塑中空板,以重量份数计,包括以下成分:
[0039][0040][0041]
实施例2
[0042]
pvc钙塑中空板,以重量份数计,包括以下成分:
[0043]
实施例3
[0044]
pvc钙塑中空板,以重量份数计,包括以下成分:
[0045]
[0046][0047]
实施例4
[0048]
pvc钙塑中空板,以重量份数计,包括以下成分:
[0049][0050]
实施例5
[0051]
pvc钙塑中空板,以重量份数计,包括以下成分:
[0052][0053]
对比例1同实施例1,不同之处在于,对比例1的pvc钙塑中空板成分中功能改性剂i的重量份数为1.2份,功能改性剂ii的重量份数为0.18份。
[0054]
对比例2同实施例1,不同之处在于,对比例2的pvc钙塑中空板成分中功能改性剂i的重量份数为1.2份,功能改性剂ii的重量份数为0.75份。
[0055]
对比例3同实施例1,不同之处在于,对比例3的pvc钙塑中空板成分中未添加vce树脂,vter树脂添加的重量份数为1.5份。
[0056]
性能测试:
[0057]
对实施例1
‑
5以及对比例1
‑
3所获pvc钙塑中空板进行相关性能测试,
[0058]
(1)塑化时间:采用转矩流变仪测试产品的热稳定性,混炼室预热温度180℃,转速35r/min。
[0059]
(2)维卡软化点:按照标准gb/t 1633
‑
2000进行测试。
[0060]
(3)简支梁冲击性能:按照标准gb/t 1043.1
‑
2008进行测试。
[0061]
(4)力学性能测试:按照标准gb/t 1040.1
‑
2018进行测试。
[0062]
(5)室温落锤冲击试验:中空板于23℃的恒温室中放置12h,以1kg的钢球,1m高度自由落体冲击制品,每个制品冲击10次,记录破坏个数,记为:破坏个数/10。
[0063]
(6)低温落锤冲击试验:中空板于0℃的恒温室中放置12h,以1kg的钢球,1m高度自由落体冲击制品,每个制品冲击10次,记录破坏个数,记为:破坏个数/10。
[0064]
具体测试结果如表1所示:
[0065]
表1
[0066][0067]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1