一种汽车玻璃自动安装系统的制作方法
1.本实用新型涉及自动生产技术领域,尤其是涉及一种汽车玻璃自动安装系统。
背景技术:
2.在新能源汽车的总装车间,采用一种前后挡风玻璃自动化安装的方案,通过控制两台机械,对行动台班上的汽车加装前后挡风玻璃。目前,一般的车间生产节拍约为75s每台车。当汽车进入安装位置后,静止;安装机器手抓取准备好的挡风玻璃后,先对前后玻璃框架进行视觉拍照;确定好前后挡风玻璃的安装坐标之后,再进行精确安装。
3.然而,现有的这种方案需要在前后挡风玻璃处各设置一台机械手,每台机械手需按顺序完成玻璃抓取、移动、拍照定位、玻璃安装、安装后返回原位等工序,机器人抓具使用4个吸盘,将玻璃吸附在吸盘上,再使用激光定位的方式,最大限度的将玻璃安装在车窗框上,每次激光定位拍照需在吸附玻璃之后,还需带着玻璃对汽车车窗上各基准点进行定位,导致花费较多工时。
技术实现要素:
4.本实用新型实施例提供了一种汽车玻璃自动安装系统,以解决现有的汽车玻璃自动安装方案难以缩短生产节拍的技术问题,通过结构的改进,优化装配操作和减少工时,不仅能够实现汽车玻璃的自动化安装,还能有效缩短生产节拍。
5.为了解决上述技术问题,本实用新型实施例提供了一种汽车玻璃自动安装系统,包括控制装置和受控于所述控制装置的吊具定位装置、车身视觉定位装置、机械手装置;
6.所述吊具定位装置包括用于运载待安装挡风玻璃的车体在玻璃自动化安装工位上移动的吊具和驱动机构,所述车身视觉定位装置包括车身底部图像拍摄机构,所述机械手装置包括前挡风玻璃安装机械手、前挡风玻璃视觉定位机械手、后挡风玻璃安装机械手、后挡风玻璃视觉定位机械手。
7.在本实用新型的其中一种实施例中,所述前挡风玻璃视觉定位机械手、所述后挡风玻璃视觉定位机械手的末端各自设有激光定位摄像头。
8.在本实用新型的其中一种实施例中,所述前挡风玻璃安装机械手、所述后挡风玻璃安装机械手的末端各自设有玻璃夹具,所述玻璃夹具上配置有多个吸盘和推杆。
9.在本实用新型的其中一种实施例中,所述车身底部图像拍摄机构包括设于所述玻璃自动化安装工位的若干车底定位孔拍照单元,所述车底定位孔拍照单元的图像输出端与所述控制装置的图像输入端连接。
10.在本实用新型的其中一种实施例中,所述控制装置包括视觉处理工控机。
11.本实用新型实施例还提供了所述控制装置还包括数据存储单元。
12.本实用新型提供的汽车玻璃自动安装系统通过所述吊具定位装置将待安装挡风玻璃的车体运载至玻璃自动化安装工位上的安装位置;
13.在控制所述前挡风玻璃安装机械手抓取前挡风玻璃、所述后挡风玻璃安装机械手
抓取后挡风玻璃的同时,控制所述前挡风玻璃视觉定位机械手对车体前玻璃窗框、所述后挡风玻璃视觉定位机械手对车体后玻璃窗框进行视觉拍照;
14.根据所述前挡风玻璃视觉定位机械手、所述后挡风玻璃视觉定位机械手传输的视觉拍照图像信息进行安装的基准点定位,以此控制所述前挡风玻璃安装机械手将前挡风玻璃安装至所述车体前玻璃窗框,同时控制所述后挡风玻璃安装机械手安装至所述车体后玻璃窗框。
15.相比于现有技术,本实用新型实施例具有如下有益效果:
16.(1)无需将吊具替换为成本较高的移动台板,结合总装现场的条件限制,通过配置具有视觉定位功能的前挡风玻璃视觉定位机械手、后挡风玻璃视觉定位机械手实现车窗定位功能,从而无需机械手在夹取玻璃的同时还需对车窗进行拍照定位的操作及耗时,从而有利于简化自动化安装操作难度和缩短生产节拍。
17.(2)通过设置用于拍摄车身底部的车身视觉定位装置,由此对车身进行粗定位,辅助确定车身前后挡风玻璃窗框坐标,为车窗框精确定位提供前置条件,同时便于车身定位机械手进行精确定位,以防车身、吊具的误差使车窗定位机器人与车体与吊具发生干涉,从而有利于提高玻璃窗自动化安装效率及其可靠性。
附图说明
18.为了更清楚地说明本实用新型的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
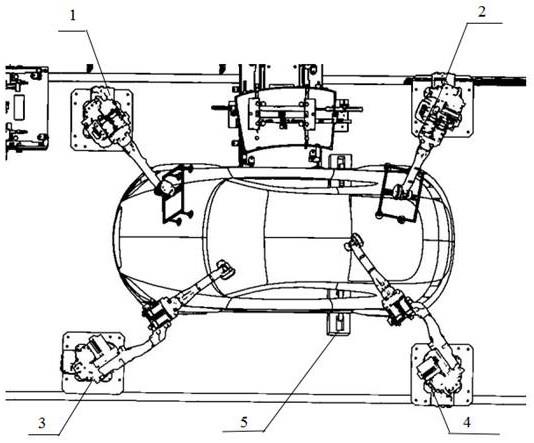
19.图1是本实用新型实施例中的汽车玻璃自动安装系统的结构示意图;
20.图2是本实用新型实施例中的汽车玻璃自动安装系统的硬件设备连接示意图;
21.图3是本实用新型实施例中的汽车玻璃自动安装系统的工时图;
22.图4是本实用新型实施例中的汽车玻璃自动安装系统的视觉拍照原理图;
23.图5是本实用新型实施例中的汽车玻璃自动安装系统的视觉光学原理图。
24.其中,说明书附图中的附图标记如下:
25.1、前挡风玻璃安装机械手;2、后挡风玻璃安装机械手;3、前挡风玻璃视觉定位机械手;4、后挡风玻璃视觉定位机械手;5、吊具;6、控制装置;7、机械手装置。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.本实用新型的发明人在对广汽新能源的玻璃自动安装方案进行研究时,发现该方案无法适应于其他车企,是其针对自身车间生产节拍,成本预算等因素而产生的,针对总装车间等生产节拍较快的车企而言,存在以下几个问题:
28.1、总装车间全线使用吊具以及板链,汽车玻璃由于工艺的限制,只能在吊具上进
行安装,如果改成易懂台板,成本高且无多余工艺位置提供车体由吊具转台板这个过程的车位。只能在吊具上进行安装,吊具不可避免的会在由行动到静止时会产生摇晃抖动,无法进行定位拍照,凭空浪费工时。
29.2、总装车间生产节拍为48.5秒每台车,远快于广汽新能源车间的生产节拍,其方案最快优化至约60秒,无法适用于广汽本田总装车间等对生产节拍要求高的车间。
30.3、吊具上安装前挡风玻璃时,由于吊具两条竖直臂的影响,没有足够空旷的空间提供给安装机械手带着玻璃辗转腾挪进行激光定位。
31.基于此,本实用新型实施例提供了一种汽车玻璃自动安装系统,请参见图1,系统包括控制装置6和受控于控制装置的吊具定位装置、车身视觉定位装置、机械手装置7;
32.吊具定位装置包括用于运载待安装挡风玻璃的车体在玻璃自动化安装工位上移动的吊具5和驱动机构,车身视觉定位装置包括车身底部图像拍摄机构,机械手装置包括前挡风玻璃安装机械手1、前挡风玻璃视觉定位机械手3、后挡风玻璃安装机械手2、后挡风玻璃视觉定位机械手4。
33.在本实用新型实施例中,前挡风玻璃视觉定位机械手、后挡风玻璃视觉定位机械手的末端各自设有激光定位摄像头。前挡风玻璃安装机械手、后挡风玻璃安装机械手的末端各自设有玻璃夹具,玻璃夹具上配置有多个吸盘和推杆。
34.在本实施例中,由具备视觉定位功能的前挡风玻璃视觉定位机械手、后挡风玻璃视觉定位机械手对安装部位进行定位给出窗框坐标之后,前挡风玻璃安装机械手、后挡风玻璃安装机械手在玻璃定位机构吸取玻璃,在给出的坐标位置进行装配;每次更换车型后自动切换程序,能够针对不同车型自动切换安装模式。
35.前挡风玻璃安装机械手、后挡风玻璃安装机械手使用吸盘吸取玻璃,一台夹具分布6个吸盘,6根推杆,吸盘吸紧的同时,推杆往前推,两个方向相反力的作用下,玻璃才得以稳固。通过使用吸盘夹取玻璃,不会损害玻璃表面,不会产生划痕,而且夹紧时只需接触玻璃外表面,不会干涉玻璃侧边,导致安装时与车框擦碰,产生品质问题。
36.车身底部图像拍摄机构包括设于玻璃自动化安装工位的若干车底定位孔拍照单元,车底定位孔拍照单元的图像输出端与控制装置的图像输入端连接。
37.在本实施例中,车身视觉定位装置用于对车身底部基准孔进行拍照定位,大致确认车身前后挡风玻璃窗框坐标,从而为车窗框精确定位提供前置条件便于车身定位机械手进行精确定位,以防车身、吊具的误差使车窗定位机器人与车体与吊具发生干涉。车身视觉定位装置设置在车体底部,对车体底部几个定位孔进行拍照,得出车体的大概位置。
38.在本实施例中,应当说明的是,控制装置包括如图2所示的视觉处理工控机和控制装置还包括数据存储单元。其硬件指标有:cpu i5、内存2gb、ssd硬盘、 usb、串行通讯接口。视觉处理工控机的产品特点如下:
39.1、超薄紧凑型仅297*210*45mm是一般工控机的1/4大小;
40.2、可1台工控拖4台相机(同时作业可能);
41.3、内含fpga,有相机触发时钟,无需外触发可省掉外接触发控制单元,同时确保高精度高速触发图像处理要求;
42.4、内含光源控制板卡,无需外接光源控制器。
43.在本实用新型实施例中,通过激光定位方案实现定位功能。激光定位方面采用专
业的视觉处理工控机负责定位,配备专用视觉处理软件进行处理,并保存每台车的拍照图片及数据,保持可追溯性,具体结构原理如图4和图5所示:
44.①
视觉处理工控机,激光发射器通过镜头将可见红色激光射向物体表面,经物体反射的激光通过接受器镜头,被内部的ccd线性相机接受,根据不同的距离,ccd线性相机可以在不同的角度下“看见”这个光点。根据这个角度即知的激光和激光回波分析法则用于远距离测量,
45.②
专用视觉检测软件,可将激光定位方案的数据进行处理,并计算出基准点的坐标。其精度在
±
0.1mm;因日后的新车型导入需要,要求软件简单易懂,方便日后的新车型调试。
46.③
数据及图片可追溯性:可由本地及外部硬盘储存方式方法,图像处理定位的同时,存储图像数据、车号及坐标等数据,便于生产数据备份及可追溯管理。
47.基于上述方案,本实施例在投入生产时能够有效缩短工时节拍,生产流程设置为前后挡风玻璃由两台机械手进行安装,一套两台机械手用于拍照扫描,一套两台机械手用于抓取安装玻璃,两套机械手可同时工作,大大节约了工时,经过大量实验验证,能够保证在48.5秒时间内完成玻璃的装配,具体工时如图3所示。
48.本实用新型提供的汽车玻璃自动安装系统通过吊具定位装置将待安装挡风玻璃的车体运载至玻璃自动化安装工位上的安装位置;
49.在控制前挡风玻璃安装机械手抓取前挡风玻璃、后挡风玻璃安装机械手抓取后挡风玻璃的同时,控制前挡风玻璃视觉定位机械手对车体前玻璃窗框、后挡风玻璃视觉定位机械手对车体后玻璃窗框进行视觉拍照;
50.根据前挡风玻璃视觉定位机械手、后挡风玻璃视觉定位机械手传输的视觉拍照图像信息进行安装的基准点定位,以此控制前挡风玻璃安装机械手将前挡风玻璃安装至车体前玻璃窗框,同时控制后挡风玻璃安装机械手安装至车体后玻璃窗框。
51.相比于现有技术,本实用新型实施例具有如下有益效果:
52.(3)不用改变车体的运载方式,节约成本以及工艺车位,无需将吊具替换为成本较高的移动台板,结合总装现场的条件限制,通过配置具有视觉定位功能的前挡风玻璃视觉定位机械手、后挡风玻璃视觉定位机械手实现车窗定位功能,从而无需机械手在夹取玻璃的同时还需对车窗进行拍照定位的操作及耗时,从而有利于简化自动化安装操作难度和缩短生产节拍。
53.(4)通过设置用于拍摄车身底部的车身视觉定位装置,由此对车身进行粗定位,辅助确定车身前后挡风玻璃窗框坐标,为车窗框精确定位提供前置条件,同时便于车身定位机械手进行精确定位,以防车身、吊具的误差使车窗定位机器人与车体与吊具发生干涉,从而有利于提高玻璃窗自动化安装效率及其可靠性。
54.(3)本实用新型实施例使用4台机械手,支持48.5s每台车的超高速生产节拍,同时采用吊具定位装置,防止吊具晃动而导致视觉定位失效,激光定位机械手在工作时不需很大的运行空间,适用范围广,而且使用激光定位,定位精度小于0.01mm,完全符合安装精度要求。
55.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润
饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1