一种可实现滚动装配及摆线的装置的制作方法
1.本发明涉及一种可实现滚动装配及摆线的装置,属于机械自动化设备领域。
背景技术:
2.现在工业产品加工,为了提高加工效率,通常会采用流水线体进行分部加工,例如上料、打螺丝、铆合、封装等都是分开进行的,有利于加工效率的提升,多并行线体的运用会进一步提高线体效率,加工装置做到一对多,从而节省成本,传统的在并行线体的交汇处,会由一名工人进行装配端壳的压紧,并进行分料,由前一条线体的单列,运送到两条并行线体上,并进行排列,整个过程费时费力,且人工操作,强度大,一旦出现失误极易造成停线,所以需要一种能够代替上述操作的自动化装置。
技术实现要素:
3.针对上述的不足,本发明提供了一种可实现滚动装配及摆线的装置。
4.本发明是通过以下技术方案实现的:一种可实现滚动装配及摆线的装置,是由滚动装配机构和摆线机构组成的,所述的摆线机构是由减震支脚、底板、支架、控制器、驱动步进电机、从动回转支承台、上圆支架、连杆、前置板、气缸、旋转气缸、连接板、气缸手爪组成的,底板安装在减震支脚上,支架安装在底板上,控制器安装在支架上,驱动步进电机安装在支架侧面,从动回转支承台安装在支架上端,驱动步进电机带动从动回转支承台转动,上圆支架安装在从动回转支承台上,连杆安装在上圆支架上,前置板安装在连杆上,气缸安装在前置板上,气缸输出端连接有旋转气缸,连接板安装在旋转气缸输出端,连接板下安装有两个气缸手爪。
5.所述的滚动装配机构是由固定支架、减速电机、滚轮组成的,减速电机安装在固定支架上,并带动滚轮转动。
6.所述的控制器的主控核心是80c51单片机,与三条传送线体之间通过串口通讯传递数据。
7.所述的滚轮外层包裹有一层软橡胶,防止压伤端盖。
8.该发明的有益之处是,该装置全自动化实现端盖的压紧及并行转运,并能将单列工件转为排列,以迎合后续加工的需要;末端执行器件选用气动部件,能够快速响应,节省无效运行时间;从动回转支承台灵活转动,满足并行线体转运的需求;旋转气缸转变工件的排列方式,有单列转为排列。
附图说明
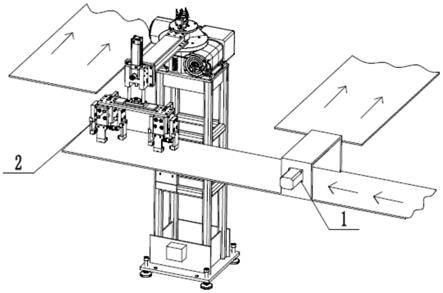
9.图1为该装置结构及布置示意图;
10.图2为摆线机构示意图;
11.图3为滚动装配机构示意图;
12.图4为待压紧配合工件示意图;
13.图5为控制器主控电路示意图;
14.图中,滚动装配机构1、摆线机构2、减震支脚201、底板202、支架203、控制器204、驱动步进电机205、从动回转支承台206、上圆支架207、连杆208、前置板209、气缸210、旋转气缸211、连接板212、气缸手爪213、固定支架 101、减速电机102、滚轮103。
具体实施方式
15.本发明是通过以下技术方案实现的:一种可实现滚动装配及摆线的装置,是由滚动装配机构1和摆线机构2组成的,所述的摆线机构是由减震支脚201、底板202、支架203、控制器204、驱动步进电机205、从动回转支承台206、上圆支架207、连杆208、前置板209、气缸210、旋转气缸211、连接板212、气缸手爪213组成的,底板202安装在减震支脚201上,控制器204安装在支架203上,支架203安装在底板202上,驱动步进电机205安装在支架203侧面,从动回转支承台206安装在支架203上端,驱动步进电机205带动从动回转支承台206转动,上圆支架207安装在从动回转支承台206上,连杆208安装在上圆支架207上,前置板209安装在连杆208上,气缸210安装在前置板209 上,气缸210输出端连接有旋转气缸211,连接板213安装在旋转气缸211输出端,连接板212下安装有两个气缸手爪213。
16.所述的滚动装配机构1是由固定支架101、减速电机102、滚轮103组成的,减速电机102安装在固定支架101上,并带动滚轮103转动。
17.所述的控制器的主控核心是80c51单片机,与三条传送线体之间通过串口通讯传递数据。
18.进一步地,两个单列而来的未配合紧的工件经由通过减速电机102带动的滚轮103进行压紧配合,当停留在线体末端后,控制器204控制气缸210伸出,带动气缸手爪213下探,并拾取工件,拾取后,气缸210带动工件升起,驱动步进电机205带动从动回转支承台206转动+90
°
,至后并行线体,在此过程中,旋转气缸213工作带动工件由单列转为排列,然后在放下松开即可,同理复位后拾取,驱动步进电机205带动从动回转支承台206转动
‑
90
°
,至后第二条并行线体,再运走加工即可。
19.对于本领域的普通技术人员而言,根据本发明的教导,在不脱离本发明的原理与精神的情况下,对实施方式所进行的改变、修改、替换和变型仍落入本发明的保护范围之内。
技术特征:
1.一种可实现滚动装配及摆线的装置,是由滚动装配机构和摆线机构组成的,所述的摆线机构是由减震支脚、底板、支架、控制器、驱动步进电机、从动回转支承台、上圆支架、连杆、前置板、气缸、旋转气缸、连接板、气缸手爪组成的,其特征在于:底板安装在减震支脚上,支架安装在底板上,控制器安装在支架上,驱动步进电机安装在支架侧面,从动回转支承台安装在支架上端,驱动步进电机带动从动回转支承台转动,上圆支架安装在从动回转支承台上,连杆安装在上圆支架上,前置板安装在连杆上,气缸安装在前置板上,气缸输出端连接有旋转气缸,连接板安装在旋转气缸输出端,连接板下安装有两个气缸手爪。2.如权利要求1所述的一种可实现滚动装配及摆线的装置,其特征在于:所述的滚动装配机构是由固定支架、减速电机、滚轮组成的,减速电机安装在固定支架上,并带动滚轮转动。3.如权利要求1所述的一种可实现滚动装配及摆线的装置,其特征在于:所述的控制器的主控核心是80c51单片机,与三条传送线体之间通过串口通讯传递数据。4.如权利要求2所述的一种可实现滚动装配及摆线的装置,其特征在于:所述的滚轮外层包裹有一层软橡胶,防止压伤端盖。
技术总结
一种可实现滚动装配及摆线的装置,属于机械自动化设备领域,底板安装在减震支脚上,支架安装在底板上,控制器安装在支架上,驱动步进电机安装在支架侧面,从动回转支承台安装在支架上端,驱动步进电机带动从动回转支承台转动,上圆支架安装在从动回转支承台上,连杆安装在上圆支架上,前置板安装在连杆上,气缸安装在前置板上,气缸输出端连接有旋转气缸,连接板安装在旋转气缸输出端,连接板下安装有两个气缸手爪,该装置全自动化实现端盖的压紧及并行转运,并能将单列工件转为排列,以迎合后续加工的需要。续加工的需要。续加工的需要。
技术研发人员:田桂涛
受保护的技术使用者:田桂涛
技术研发日:2020.08.05
技术公布日:2021/9/3
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1