用于容器的贴标签设备的制作方法
1.本实用新型涉及贴标签设备领域,具体为一种用于容器的贴标签设备,其具有切割装置。
背景技术:
2.由现有技术充分已知有用于诸如瓶子、罐等那样的容器的贴标签设备。这些贴标签设备可以被构造为具有转塔的回转机器,在转塔的外围上,容器在容器容纳部中被引导,或者被构造为直线工作的机器,在其中,容器沿着直线运输路径从合适的贴标签机组旁引导经过。贴标签设备通常包括贴标签机组或将标签施加到容器上的其他装置。为此目的,贴标签设备包括一系列能转动地支承的筒,这些筒从源头接收标签,并且如果需要还将其裁切并转移到容器上。
3.在此期间大力推行使用自粘性标签,其中,标签从标签卷退卷,并且由真空筒和配属于真空筒的切割工具来拾取、裁切并随后施加到容器上。
4.由此可以降低贴标签设备的复杂性,这是因为例如可以省去热胶机构。
5.当处理布置在标签带上或以标签带形式提供的自粘性的标签时,在标签带用完之后需要将新的标签带置入到贴标签设备中。在将贴标签设备调整到新的标签带上之前,通常将一些标签用于测试或调整目的,并且为了接收标签调整例如切割装置。机器投入运行之前,由操作员手动移除在此所积压的标签。
6.然而,这给操作员带来了安全风险,这是因为操作员必须介入到可能在转动的装置中并且还很费时。
7.此外存在的问题是,已经自粘好的标签在转移到容器上时出现错误或无法进行转移的情况下必须导出。
技术实现要素:
8.基于已知的现有技术,要解决的技术任务因此在于,说明一种贴标签设备,利用该贴标签设备,使得可以更快且对操作员更安全地处理新的标签带,以及能够安全地导出不能使用的标签。
9.根据本实用新型,该任务通过如下的贴标签设备来解决,其具有用于引导标签并将所述标签转移到容器上的真空筒以及具有配属于所述真空筒的、用于将标签与标签带分离的切割装置,其中,所述标签带能够沿着所述真空筒运输,用以分离标签,其特征在于,在所述真空筒的区域中,在所述切割装置的下游并且在将标签转移到容器上的转移点的上游布置有吸走部,使得所述吸走部能够从所述真空筒吸走沿着所述真空筒运输的标签。
10.根据本实用新型的用于诸如瓶子那样的容器的贴标签设备包括用于引导标签并将标签转移到容器上的真空筒以及具有配属于真空筒的、用于将标签与标签带分离的切割装置,其中,标签带能够沿着真空筒运输,用以分离标签,并且该贴标签设备的其特征在于,在真空筒的区域中,在切割装置的下游并且在将标签转移到容器上的转移点的上游布置有
吸走部,使得该吸走部能够从真空筒吸走沿着真空筒运输的标签。
11.切割装置要么可以构造成使得切割元件被整合在真空筒中,要么可以构造成布置在真空筒之外,并且切割装置与真空筒协同作用,使得沿着真空筒引导的标签带被裁切成单独的标签。优选地,在沿着真空筒的标签的运输方向上在吸走部之后不设置另外的装置,而是在那里要么进行对标签的吸走要么进行到容器上的转移。
12.吸走部在任何情况下都布置切割装置的下游。然而,根据本实用新型,该吸走部也布置成使得在标签到达从真空筒转移到容器上的转移点之前该吸走部可以从真空筒吸走标签。因此,该吸走部可以尤其布置在切割装置与将标签向容器转移的转移点之间延伸的区域中,尤其是在真空筒的圆周方向上沿着该区域的至少一半来布置。
13.通过贴标签设备,尤其可以将在更换标签带时积压的前5至20个标签作为废品可靠地从真空筒移除,而操作员不必介入转动的部分之间、尤其是转动的筒之间。如果不存在可以将标签转移到其上的容器,则也可以吸走“多余的”的标签。在此进行的吸走是考虑到在输送标签时相应地在容器流中的间隙。
14.可以设置的是,吸走部包括沿着真空筒的圆周面的区域延伸的构件。
15.该构件沿着真空筒的圆周面延伸应被理解成吸走部布置在真空筒之外,即与该真空筒具有间距,从而使得标签带和/或标签至少在吸走部与真空筒之间穿过地移行或运输,并且可以在此期间被吸走部吸走。因此可以可靠地进行吸走。
16.在该实施方式的改进方案中设置的是,该区域包括沿着真空筒的圆周面的至少10
°
的角度范围。该区域尤其可以夹成10
°
至75
°
的、优选10
°
至60
°
的角度范围。
17.在该改进方案中,即使真空筒快速旋转,也可以确保可靠地吸走过剩的标签。
18.吸走部可以被构造成用于引起用于吸走标签的负压。
19.由于标签仅具有较小的质量,因此可以通过产生负压来实现可靠的吸走。
20.此外,吸走部可以与配属于真空筒的、用于向真空筒加载真空的真空泵连接,以便产生负压;并且/或者吸走部可以被构造成能与外部的真空泵连接,以便产生负压。
21.因此,使得总归由真空泵产生的、用于真空筒的真空或负压可以以节能的方式被用于吸走标签,尤其是在启动标签设备时,其中仅需要较少的真空功率。通过替选的外部的真空泵的实施方案可以将吸走部例如构造为公知的吸气装置,使得可以取消通往贴标签设备的真空泵的附加的线路,并且可以将贴标签设备的复杂性保持得尽可能低。
22.在一个实施方式中,吸走部包括朝向真空筒的构件,在该构件中布置有用于吸走标签的吸走开口,其中,该构件优选是借助增材制造法制成的构件。但是,在该实施方式中,该构件可以不必借助增材制造法来制造。因此,也可以借助其他方法来制造朝向真空筒的构件。
23.通过吸走开口防止被吸走的标签意外留在贴标签设备的区域中并且尤其是留在切割装置的区域中。
24.吸走部可以包括用于被吸走的标签的收集容器。
25.因此,可以避免在标签设备的区域内无意地保留标签。
26.在一个实施方式中,吸走部以能脱开的方式与贴标签设备连接。
27.因此,吸走部可以优选仅在贴标签设备的调试期间或在调整新的标签带时被安装,并且可以在正常运行期间被移除,以便不妨碍贴标签设备的常规运行。替选地,也可以
设置的是,吸走部在贴标签设备的调试期间和运行期间(作为永久设施)被安装。然后,该吸走部可以附加地为操作员提供保护,以防其介入到运动的部分中。
28.此外,可以设置用于在吸走部与贴标签设备之间建立能脱开的连接的紧固设备。该紧固设备可以经由建立形状锁合和/或经由建立力锁合来建立能脱开的连接。
29.利用该改进方案保证了吸走部的可靠布置。
30.在该实施方式的改进方案中,紧固设备包括夹紧元件、卡锁元件、插塞元件中的至少一个。
31.优选地,将能脱开的连接部(尤其是在设置有夹紧元件、卡锁元件或插塞元件情况下)脱开或紧固需要使用诸如螺丝刀或扳手的工具。如果将吸走部用作保护,则可以防止意外或不小心松动连接部。替选地,可以在没有工具的情况下、即尤其是仅借助操作员的手(例如通过操纵夹紧元件、卡锁元件或插塞元件)来执行布置吸走部和移除吸走部。
32.贴标签设备可以包括用于连接两个前后相继的标签卷的粘接装置,其中,该粘接装置布置在切割装置的上游。
33.借助第一变型方案可以避免不可靠地吸走已经设有胶的标签或避免与吸走部粘接。其余的变型方案虽然有时会抽吸设有胶的标签,这会导致维护成本提高。但是,这可以有利地用来移除不正确施胶的标签。
34.也可以设置的是,贴标签设备被构造成借助文丘里效应在吸走部中引起用于吸走标签的负压,并且/或者贴标签设备被构造成借助康达效应在吸走部中引起用于吸走标签的负压。因此可以降低运动的构件的数量。
35.根据本实用新型的用于以自粘性的标签对容器贴标签的方法借助用于诸如瓶子那样的容器的贴标签设备来实现,该贴标签设备具有引导标签并将标签转移到容器上的真空筒以及具有配属于真空筒的、将标签与标签带分离的切割装置,其中,沿着真空筒运输标签带,用以分离标签,并且该方法的特征在于,在真空筒的区域中,在切割装置的下游以及在将标签转移给容器的转移点的上游设置有吸走部,使得该吸走部从真空筒吸走沿着真空筒运输的标签。
36.这允许在贴标签设备的这种紧凑设计方案需要较小的空间耗费的同时实现对标签的可靠吸走。
37.可以设置的是,吸走部在用于同步沿着真空筒的标签运输的同步过程期间吸走一个或多个标签,并且/或者在不存在容器的情况下吸走多余的标签。由此防止了容器未按规定被设有标签。
38.此外,可以由来自标签源的标签卷提供标签,并且可以在切割装置的上游设置粘接装置,该粘接装置将空的标签卷的结束端与相继跟随的标签卷的起始端粘接,其中,该方法此外还在用于同步相继跟随的标签卷的标签运输的同步过程期间进行吸走。
附图说明
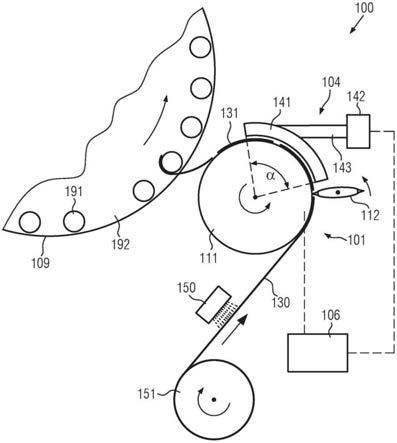
39.图1示出贴标签设备的实施方式;
40.图2以散点透视图示出吸走部;
41.图3示出具有带紧固设备的随动吸走部的贴标签设备的实施方式。
具体实施方式
42.图1以示意性的视图示出了根据一个实施方式的贴标签设备100。在此,在此所示的贴标签设备的部件未与用于将标签施布到诸如瓶子那样的容器上的可能设置的贴标签设备的其余部分相关联地示出,而是仅说明了对于本实用新型至关重要的装置。贴标签设备特别优选被构造成用于将已经加载有粘接层或粘接剂的自粘性的标签转移到贴标签设备上。
43.作为贴标签设备,或更普遍地作为贴标签机考虑到现有技术中所公知的所有的实现方案。例如,贴标签设备可以附加地包括用于运输容器191的转塔109或直线传送机,其中,还可以设置有合适的用于施布标签的施加装置。本实用新型设置的是,首先借助真空筒接收标签作为标签带130,并且(在下面所述实施的裁切之后)作为单独的标签从真空筒转移到容器191上。由于标签优选地是自粘性的,因此可以取消中间步骤,诸如裁切之后的施胶站。
44.在沿着真空筒111的标签带130的运输方向上,贴标签设备首先包括至少一个切割装置101,该切割装置例如可以利用切割元件112来实现。但是,该切割装置101也可以设置为整合到真空筒111中。
45.在这里所示的实施方式中,切割装置101的切割元件112布置在真空筒111之外并且例如可以构造为能运动的(尤其是旋转的)切割刀 112或构造为包括大量的能运动的切割刀。真空筒111然后通常被构造成使得其沿着其圆周面具有一个或多个凹陷部,标签带130沿着该圆周面被引导,从而使得在真空筒转动并且切割元件(相应地同步)运动时,让切割元件运动进入到真空筒的凹陷部中,从而在这些位置处切断标签带。
46.替选地,切割装置101也可以作为真空筒111的一部分来实现,在该实施方式中,在该切割装置中整合有一个或多个切割元件,例如,这些切割元件可以在真空筒的径向方向上向外运动,以便在该向外运动中切断布置在真空筒的圆周面上的标签带。
47.对于切割装置能想到大量的实施方式。然而,对于本实用新型重要的仅在于,设置有至少布置在真空筒的区域内的切割装置,沿着该真空筒的圆周面可以运输标签带并且在该运输期间可以将标签带分成单独的标签。
48.真空筒可以要么构造成使得其包括真空元件,该真空元件能够实现对标签充分地固定并且通过关闭真空能够实现转移到容器上。替选或附加地,真空筒也可以包括沿其圆周的一个或多个抓取元件,例如在特定的位置处将标签抓取并固定。由于标签自粘性实施,因此关闭真空和/或松开抓取元件就足以进行转移,这是因为标签由于粘接作用而粘附在各自的容器上。
49.在如此分隔开的标签的运输方向上,在切割装置的下游,然后发生将标签从真空筒111转移到转塔109(或相应的运输装置)中的容器 191上。
50.根据本实用新型,贴标签设备100包括吸走部104,以用于吸走沿着真空筒运输的标签。
51.该吸走部104允许了尤其是当将新的标签带引入到贴标签设备中时吸走经裁切的标签,这是因为这时可能需要调整切割装置的相对运动并且必要时还可能会需要调整沿着真空筒的运输。在此通常会出现一定数量的不适合用于对容器贴标签的标签,这是因为例如它们有褶皱或未按规定切割。该吸走部根据本实用新型设置的是,从真空筒111 移除这
些标签。尤其地,根据本实用新型,在标签到容器的转移点之前但在切割装置或切割元件的下游发生吸走。因此可以确保仅对单个标签进行吸走,并且确保不会(无意间)使标签带与真空筒脱开。
52.利用该设计方案,尤其是在包括至少一个吹塑成型机器和布置在下游的贴标签机的封闭式的机器中,可以通过如下方式补偿容器流中的间隙(在此用192标注),即,将配属于该间隙(实际上在该间隙的定位处应该运输有容器)的标签在到达转移点之前被吸走。因此,有选择地控制真空筒将是多余的,尤其是维持真空并因此并不转移标签将是多余的,这是因为该标签已提前被吸走。同时,因此防止了标签进入运输装置109中或被真空筒继续运输。
53.因此,根据本实用新型,吸走部104在经裁切的标签的运输方向上布置在切割元件的下游或通常布置在标签带被切断成单个标签的点的下游。如果将切割元件整合到真空筒中,则该点就是通过运动或操纵切割元件引起切断标签带的那个真空筒转动位置。该点通常相应于真空筒的预定的角度设定,并且因此在贴标签设备的运行中被很好地限定。
54.在图1所示的实施方式中,吸走部104在真空筒的转动方向上布置在切割元件的下游,具体而言,使得吸走部104可以至少在转移到容器191上的转移点之前吸走沿着真空筒111运输的标签。因此,在将标签转移到容器上之前,借助吸走部就将标签从真空筒111中移除。吸走部104可以布置在切割元件与将标签从真空筒111转移到一个或多个容器的转移点之间的角度范围α中。角度范围α可以在10
°
或更大的角度范围上延伸。例如,角度范围也可以是在25
°
或更大的角度范围上或是在35
°
或更大的角度范围上延伸。尤其地,设置有在10
°
到75
°
范围内延伸的、优选最大为60
°
的角度范围。
55.如图1中所示,吸走部104可以包括构件141,该构件沿着真空筒111的圆周面的至少一个部分区域或一个区域延伸。通过该构件可以将标签例如吸走到收集容器142中。为此,构件141可以经由吸走线路143与收集容器142连接。
56.如图1中也指明地,该构件可以具有朝向真空筒111的拱曲的吸走面。该拱曲的吸走面可以包括至少一个吸走开口,通过该吸走开口可以从真空筒111中移除被抽吸的标签。吸走面的曲率可以优选相当于真空筒111的圆周面的曲率,其中,吸走面相对真空筒111的圆周面间隔开地布置。该间距可以选择为使得标签带或已裁切好的标签可以在吸走面与真空筒111之间穿过地运动,但是与此同时,可以通过吸走面实现对标签的可靠吸走。
57.优选地,构件141是借助诸如3d打印那样的增材制造法制成的构件。增材制造法在此都是非切削的制造方法,即尤其是其中首先由(无结构的)基础材料逐层构建构件的制造方法。这些种方法原则上是公知的。
58.如图1中指明,吸走部的构件141可以沿着真空筒111的圆周面在某一角度范围内延伸。该角度范围由从真空筒111的旋转轴线出发的两条射线所夹成的角度确定,其中一个射线经过吸走部或至少是构件 141的在标签的运输方向上的第一边界面,并且另一个射线经过吸走部或至少是构件141的在标签的运输方向上的第二边界面。角度范围例如可以沿真空筒111的圆周面的例如α=10
°
或α=75
°
上延伸。也能想到更大或更小的角度。优选地,尽管也能想到10
°
至35
°
或10
°
至45
°
的角度,但是α=10
°
至60
°
的角度范围是优选的。
59.为了确保借助吸走部104从真空筒111吸走标签,可以设置的是,至少是构件141被加载负压。替选或附加地,收集容器142或吸走线路143也可以被加载负压。为此,例如可以
使用在此示出的真空泵106,该真空泵在贴标签设备的正常运行中例如向真空筒加载真空。通过从该真空泵分支出的一个或多个附加的线路,可以向各自的吸走部加载足够的负压,以便使标签与真空筒111脱开。
60.替选地,真空泵106也可以被理解为外部的真空泵,其仅被设置并且运行用于对吸走部104进行加载。因此,该真空泵优选不与贴标签设备的另外的设备连接。
61.替选地,也可以设置的是,在借助文丘里效应在吸走部中吸走标签的情况下例如在吸走线路143中产生负压。为此目的,可以将由固定设置的真空泵106(其如刚刚描述的、例如为真空筒供应真空)产生的压缩空气引入到与吸走线路143连接的线路中,由此基于文丘里效应在该吸走线路本身中产生负压,从而可以将标签与真空筒111脱开。替选或附加地,也可以将康达效应用于产生负压。文丘里效应和康达效应的应用都无需另外的介质,仅需要(压缩空气)输送。替选或附加地,可以将喷射泵用于产生负压。为此,优选使用来自现有的整个系统的废气,例如来自真空筒、真空泵等的废气(空气再循环)。此外,也能使用附加的介质,优选是气态介质。
62.替选地,该效应也可以在构件141上或在收集容器142中实现。同样能想到的是,设置加载真空,以便产生用于吸走标签的负压(例如通过在收集容器142中施加负压),并且同时借助文丘里效应或上述其他效应之一在吸走线路143中产生负压,以便支持吸走标签。
63.图1中同样指明了粘接装置150,其布置在标签源151(或用于布置有自粘性标签的标签卷的容纳部)的下游但是在切割装置的上游。在一些实施方式中,该粘接装置可以被设置成用于将第一标签卷的结束端与第二标签卷的起始端粘接,以便确保标签带的连贯运输。在此,根据本实用新型的吸走部也可以有利地被用于吸走在同步过程期间在转移成新的标签卷的情况下可能积压的定位不正确的标签。
64.吸走部可以根据已经描述的和/或下面描述的实施方式中的任一个来构成。
65.图2以散点透视图示出了在真空筒111的区域中的吸走部104的放大视图。
66.可以看出,在该实施方式中,至少部分朝向真空筒111的构件141 包括与吸走线路143连接的至少一个吸走开口271。通过该能被加载负压的吸走开口可以吸走沿着真空筒运动的标签。为此,作用在吸走开口上的负压或者尤其是借助吸走开口作用到标签上的负压可以大于通过真空筒施加到标签上的负压。因此确保了标签受到朝吸走开口方向的合成力,并因此被抽吸部吸走。替选地也可以设置是,在标签从吸走部旁运动经过时,通过如下方式关断或至少降低通过真空筒施加到标签上的负压,即,例如不再向保持标签的真空筒中的一个或多个真空开口加载真空。替选地,也可以设置的是,从真空筒向标签施加过压,以便主动地将标签吹离真空筒。这些实施方式中的每一个都降低了将标签保持在真空筒上的力,从而可以借助吸走部104更容易地实现从真空筒移除标签。以此方式,还可以降低标签中的张力,这降低了标签意外撕裂的风险,并且因此降低了在真空筒上保留有标签残留物的风险。
67.然后,经由吸走部可以将已被吸走的标签输送供给收集容器142。
68.图3在截段中示出了贴标签设备100的另外的实施方式,在该截段中,仅示出了在例如贴标签设备的立台390上的真空筒111和与之配属的具有吸走线路143的吸走部104。
69.在此处所示的实施方式中,吸走部104以能脱开的方式与贴标签设备100连接。为此目的,例如,构件141经由第一连接元件382与立台390上的第二连接元件381连接。为此,
尤其可以设置有第三连接元件383,该第三连接元件在第一连接元件382与第二连接元件381 之间建立能脱开的连接。该第三连接元件383可以例如构造夹紧元件或卡锁元件或插塞元件,从而优选在不使用工具的情况下可以仅通过操作员的手动操纵来脱开或紧固第三连接元件,从而在连接元件381 和382之间建立能脱开的连接。连接元件381、382和383一起被设置为紧固设备,这是因为该紧固设备可以在吸走部与贴标签设备之间建立能脱开的连接。
70.代替不用工具就能被操纵的紧固设备地,为了建立或脱开吸走部 104与贴标签设备之间的能脱开的连接,也可以使用通常需要使用到工具的其他的紧固设备。因此,吸走部例如可以利用形式为螺钉或法兰的第三连接元件383与贴标签设备100连接。为了将它们紧固,通常需要使用诸如螺丝刀的工具。仅利用工具才能脱开或能紧固的连接部的应用的尤其有利之处在于,各自的吸走部也可以具有保护功能,例如可以防止操作者介入到转动的部分中。
71.在图3中所示的实施方式中,吸走线路143与紧固设备380分开设置。在实施方式中,也可以替选地设置的是,紧固设备380是吸走线路143的一部分,或者借助吸走线路经由合适的连接元件或紧固设备建立与贴标签设备的能脱开的连接。当使用设置在贴标签设备中的真空泵用于向吸走部104加载真空或负压时,尤其可以是这种情况。吸走部与贴标签设备的能脱开的连接然后可以通过如下方式来建立,即,使得吸走线路143与贴标签设备的真空泵的为此而设置的真空接口连接。这可以经由密封圈或密封法兰来实现,从而即使当吸走部被拆下多次并再次以能脱开的方式与贴标签设备连接时,也可以尽可能可靠地给吸走部加载负压和/或真空。在此,也可以在不使用工具或在需要工具(即仅使用诸如扳手或螺丝刀的工具)的情况下或者说利用工具就能实施建立和/或脱开吸走部与贴标签设备之间的能脱开的连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1