吹塑机的双层模头结构的制作方法
[0001]
本实用新型属于吹塑机械技术领域,具体涉及一种吹塑机的双层模头结构。
背景技术:
[0002]
前述的吹塑机是加工中空塑料容器的装备,中空塑料容器诸如用于灌装医药化工原料、油品、各类助剂、各种溶剂、添加剂、危化品包装桶、水箱、油箱特别是车辆的油箱乃至托盘,等等。由于吹塑机的吹塑机理属于公知技术,例如可参见并非限于例举的中国专利cn201941151u(塑料容器全自动中空成型机)和cn202162995u(大型塑料容器全自动中空成型机)等等,因而申请人不再赘述。
[0003]
前述的模头结构是吹塑机的重要组成部分,甚至可称为核心部分,并且在公开的中国专利文献中不乏见诸,如cn102826765b(ibc内胆吹塑机专用储料缸模头)和cn104191594a(一种双层挤出吹塑机模头),等等。
[0004]
从上述双层模头的名词释义便可知道:用于吹制两种不同颜色和/或两种不同原料的中空塑料制品,例如内层为非回收的白色塑料(也称“本色塑料”),而外层可以是各种颜色的回收塑料,具体根据实际需要确定。双层模头的较为典型的例子如由本申请人提出的授权公告号为cn106003665b推荐的“吹塑料机的双层导流储料模头装置”,该专利弥补了cn104191594a的两处不足并且如实兑现了在其说明书的技术效果栏中归纳的三个方面的长处。但是,由于该专利针对的是将两种不同的塑料原料实施充分混匀而提出的,具体可参见该专利的说明书第0056段,因而从结构上讲,对于旨在形成前述的内层为白色即本色而外层为依需确定的颜色的名副其实的双层熔坯不具有可借鉴的技术启示。
[0005]
cn110843190a推荐的“吹塑机的三层导流储料式模头装置”消除了cn202062631u的欠缺,并且客观上体现了在其说明书的技术效果栏中记载的四个方面的技术效果,但是依然存在以下缺憾:由于该专利申请是将熔坯射料机构的结构体系的各个料层套如外层套、中层套以及内层套(专利称“推料缸套”)的壁体上的供熔体的流落的导流槽即熔体导流槽设置为螺旋状,因而仅仅是将熔体流动的路线得到了延长,而并不能将熔体相对均匀地分流,于是难以使熔体在抵达模芯机构与口模机构之间的熔坯出口的过程中获得期望的厚薄均匀化效果,当各层熔体厚薄不足以达到期望的均匀程度时,那么对熔坯的质量会产生一定的影响,最终使吹胀成型出的中空塑料制品的质量受到影响,例如当成型出外层为红、黄、蓝或绿等色泽,中间层为白色或称本色,内层为黑色的三层结构的中空塑料容器时,有可能会出现色差情形,严重时会产生疵品乃至报废;为了延长熔体在螺旋槽内流动的路径,因而需要确保前述推料缸套的高度方向的尺寸,但是如此结构存在顾此失彼因素,所谓的顾此即在一定程度上得以改善熔体的厚薄均匀程度,所谓的失彼即会显著增大各推料缸套的体积,最终致使模头结构的整体体积相应增大。
技术实现要素:
[0006]
本实用新型的任务在于提供一种有助于显著提高从内层熔体导流套和外层熔体
导流套的外壁上流落的熔体的各自的厚薄均匀度而得以保障熔坯质量、有利于在较短的熔体流动距离内确保熔体厚薄均匀程度而得以提高熔体流动速度并且有益于保障吹塑机吹制产品的效率的吹塑机的双层模头结构
[0007]
本实用新型的任务是这样来完成的,一种吹塑机的双层模头结构,包括一流道内芯以及一与流道内芯滑动配合的射料机构,流道内芯在使用状态下与进料盘固定并且与进料盘相通,射料机构上下移动地设置在射料缸套的射料缸套腔内并且在使用状态下与射料推盘驱动机构连接,特征在于在所述流道内芯上构成有与所述进料盘相通的用于将由进料盘引入的内层熔体以及外层熔体供给所述射料机构的流道内芯熔体导引通道,所述射料机构包括导流套压盘、内层熔体导流套、外层熔体导流套和一外导套,导流套压盘在所述射料缸套腔内与所述射料推盘驱动机构连接,内层熔体导流套具有一内层熔体导流套腔,该内层熔体导流套腔上下移动地套置在所述流道内芯外,该内层熔体导流套的上端与所述导流套压盘朝向下的一侧固定,在内层熔体导流套上并且在彼此面对面的位置开设有用于使内层熔体导流套腔与外界相通的一内层熔体导流套第一纵向导流槽ⅰ以及一内层熔体导流套第二纵向导流槽ⅱ,该内层熔体导流套第一纵向导流槽ⅰ以及内层熔体导流套第二纵向导流槽ⅱ与所述流道内芯熔体导引通道相通,在内层熔体导流套的外壁上构成有与所述内层熔体导流套第一纵向导流槽ⅰ相通的内层熔体分流凹道,外层熔体导流套具有一外层熔体导流套腔,通过该外层熔体导流套腔将外层熔体导流套套置在所述内层熔体导流套外,并且该外层熔体导流套的上端与所述导流套压盘朝向下的一侧固定,在外层熔体导流套上并且在对应于所述内层熔体导流套第二纵向导流槽ⅱ的位置开设有一与内层熔体导流套第二纵向导流槽ⅱ相通的外层熔体导流套导流孔,在外层熔体导流套的外壁上构成有一与所述外层熔体导流套导流孔相通的外层熔体分流凹道,外导套上下移动地设置在所述射料缸套腔的腔壁与外层熔体导流套的外壁之间并且该外导套的上端与所述导流套压盘朝向下的一侧固定;所述内层熔体导流套的外壁的下部与所述外层熔体导流套内壁下部之间的空间构成为导流套内层熔体引出通道,所述外层熔体导流套的外壁的下部与外导套的内壁下部之间的空间构成为导流套外层熔体引出通道。
[0008]
在本实用新型的一个具体的实施例中,所述流道内芯熔体导引通道包括一内层熔体纵向引入孔和外层熔体纵向引入孔,该内层熔体纵向引入孔以及外层熔体纵向引入孔开设在所述流道内芯的高度方向的上端,并且围绕流道内芯的圆周方向彼此相隔180
°
而形成面对面的位置关系,在流道内芯的顶部构成有一流道内芯固定法兰盘,该流道内芯固定法兰盘与所述进料盘的中央位置固定,并且在该流道内芯固定法兰盘的中央位置构成有一流道内芯固定法兰盘芯棒让位孔,该流道内芯固定法兰盘芯棒让位孔与流道内芯的中央位置的流道内芯芯棒腔相对应并且相通,在流道内芯上并且在对应于内层熔体纵向引入孔的上端的位置配设有一内层熔体导入插套,该内层熔体导入插套的上端与所述流道内芯固定法兰盘固定,而下端插入内层熔体纵向引入孔的上端,并且在侧部开设有一流道内芯内层熔体导入孔,该流道内芯内层熔体导入孔通过开设在流道内芯上的流道内芯内层熔体引入孔与所述进料盘相通并且还与内层熔体纵向引入孔相通,在对应于内层熔体纵向引入孔的下端的位置开设有一流道内芯内层熔体引出孔,在流道内芯上并且在对应于外层熔体纵向引入孔的上端的位置配设有一外层熔体导入插套,该外层熔体导入插套的上端与所述流道内芯固定法兰盘固定,而下端插入外层熔体纵向引入孔的上端并且在侧部开设有一流道内芯
外层熔体导入孔,该流道内芯外层熔体导入孔通过开设在流道内芯上的流道内芯外层熔体引入孔与所述进料盘相通并且还与外层熔体纵向引入孔相通,在对应于外层熔体纵向引入孔的下端的位置开设有一流道内芯外层熔体引出孔,开设在所述内层熔体导流套上的所述内层熔体导流套第一纵向导流槽ⅰ与所述流道内芯内层熔体引出孔相通,开设在内层熔体导流套上的所述内层熔体导流套第二纵向导流槽ⅱ与所述流道内芯外层熔体引出孔相通。
[0009]
在本实用新型的另一个具体的实施例中,所述内层熔体分流凹道包括一内层熔体第一分流横凹道ⅰ、内层熔体第二分流横凹道ⅱ、内层熔体第一人字形分流凹道ⅰ和内层熔体第二人字形分流凹道ⅱ,内层熔体第一分流横凹道ⅰ以及内层熔体第二分流横凹道ⅱ在所述内层熔体导流套的外壁上的位置分别对应于所述内层熔体导流套第一纵向导流槽ⅰ的上部两侧并且该内层熔体第一分流横凹道ⅰ与内层熔体第二分流横凹道ⅱ的相向一端与内层熔体导流套第一纵向导流槽ⅰ的上部相通,而内层熔体第一分流横凹道ⅰ以及内层熔体第二分流横凹道ⅱ远离内层熔体导流套第一纵向导流槽ⅰ的一端在对应于内层熔体第一人字形分流凹道ⅰ与内层熔体第二人字形分流凹道ⅱ之间的位置同时与内层熔体第一人字形分流凹道ⅰ以及内层熔体第二人字形分流凹道ⅱ衔接并且相通,内层熔体第一人字形分流凹道ⅰ以及内层熔体第二人字形分流凹道ⅱ围绕所述内层熔体导流套的圆周方向彼此相隔180
°
而呈面对面的状态构成于内层熔体导流套的外壁上并且两者相互连通;所述的内层熔体第一人字形分流凹道ⅰ以及内层熔体第二人字形分流凹道ⅱ均为呈倒置的人字形分流凹道。
[0010]
在本实用新型的又一个具体的实施例中,所述的外层熔体分流凹道包括一外层熔体第一分流横凹道ⅰ、外层熔体第二分流横凹道ⅱ、外层熔体第一倒人字形分流凹道ⅰ和外层熔体第二倒人字形分流凹道ⅱ,外层熔体第一分流横凹道ⅰ以及外层熔体第二分流横凹道ⅱ在所述外层熔体导流套的外壁上的位置分别对应于所述外层熔体导流套导流孔的两侧并且该外层熔体第一分流横凹道ⅰ与外层熔体第二分流横凹道ⅱ的相向一端与外层熔体导流套导流孔相通,而外层熔体第一分流横凹道ⅰ以及外层熔体第二分流横凹道ⅱ远离外层熔体导流套导流孔的一端在对应于外层熔体第一倒人字形分流凹道ⅰ与外层熔体第二倒人字形分流凹道ⅱ之间的位置同时与外层熔体第一倒人字形分流凹道ⅰ以及外层熔体第二倒人字形分流凹道ⅱ铰接并且相通,外层熔体第一倒人字形分流凹道ⅰ以及外层熔体第二倒人字形分流凹道ⅱ围绕所述外层熔体导流套的圆周方向彼此相隔180
°
而呈面对面的状态构成于外层熔体导流套的外壁上并且两者相互连通。
[0011]
在本实用新型的再一个具体的实施例中,在所述进料盘朝向上的一侧并且在对应于流道内芯固定法兰盘的位置构成有一进料盘凹腔,流道内芯固定法兰盘在对应于进料盘凹腔的位置通过流道内芯固定法兰盘螺钉与进料盘固定;在进料盘的一侧并且在对应于所述流道内芯内层熔体引入孔的位置构成有一进料盘内层熔体进料口,该进料盘内层熔体进料口与流道内芯内层熔体引入孔相通;在进料盘的另一侧并且在对应于所述流道内芯外层熔体引入孔的位置构成有一进料盘外层熔体进料口,该进料盘外层熔体进料口与流道内芯外层熔体引入孔相通;在所述导流套压盘上并且围绕导流套压盘的四周间隔设置有外导套固定连接螺钉、外层熔体导流套固定连接螺钉和内层熔体导流套固定连接螺钉,并且外层熔体导流套固定连接螺钉位于外导套固定连接螺钉与内层熔体导流套固定连接螺钉之间,在导流套压盘朝向下的一侧围绕导流套压盘的圆周方向并且在对应于外层熔体导流套固
定连接螺钉的位置构成有一外层熔体导流套上沿探入台阶槽,而在对应于内层熔体导流套固定连接螺钉的位置构成有一内层熔体导流套上沿探入台阶槽,在所述外导套的上表面并且围绕外导套的四周间隔开设有外导套固定螺孔,所述外导套固定连接螺钉旋入该外导套固定螺孔内,所述外层熔体导流套的上沿探入所述外层熔体导流套上沿探入台阶槽内并且在该外层熔体导流套的上沿表面的四周间隔开设有外层熔体导流套固定螺孔,所述的外层熔体导流套固定连接螺钉旋入该外层熔体导流套固定螺孔内,所述内层熔体导流套的上沿探入所述内层熔体导流套上沿探入台阶槽并且在该内层熔体导流套的上表面四周间隔开设有内层熔体导流套固定螺孔,所述的内层熔体导流套固定连接螺钉旋入该内层熔体导流套固定螺孔内。
[0012]
在本实用新型的还有一个具体的实施例中,所述的射料推盘驱动机构包括射料推杆驱动油缸、射料推盘、过渡连接盘和一组推杆,射料推杆驱动油缸包括射料推杆驱动油缸缸体、射料推杆驱动油缸缸盖和射料推杆驱动油缸活塞,射料推杆驱动油缸缸体与模头支撑板固定并且支承在所述进料盘朝向上的一侧,射料推杆驱动油缸缸盖固定在射料推杆驱动油缸缸体的顶部,在该射料推杆驱动油缸缸盖的侧部开设有一射料推杆驱动油缸进回油孔,射料推杆驱动油缸活塞设置在射料推杆驱动油缸缸体的射料推杆驱动油缸缸体腔内并且该射料推杆驱动油缸活塞通过套置在其外壁上的射料推杆驱动油缸活塞密封圈与射料推杆驱动油缸缸体腔构成密封滑动副,在对应于射料推杆驱动油缸活塞密封圈的上方位置的通过活塞外压环螺钉固定有一活塞外压环,由该活塞外压环对射料推杆驱动油缸活塞密封圈限定,所述射料推杆驱动油缸进回油孔与位于射料推杆驱动油缸活塞的上方的射料推杆驱动油缸缸体腔相通,射料推盘的上部通过间隔分布的射料推盘上法兰螺钉与射料推杆驱动油缸活塞的底部固定,而射料推盘的下部通过间隔分布的射料推盘下法兰螺钉与过渡连接盘固定,一组推杆的上端与过渡连接盘固定连接,而下端与所述导流套压盘固定连接;所述模头支撑板在使用时通过模头支撑板螺钉以腾空于地坪的状态与吹塑机的机架固定;在所述射料推杆驱动油缸缸盖朝向上的一侧设置有一用于使芯棒上下位移的芯棒上下位移驱动机构,所述芯棒的上端与芯棒上下位移驱动机构连接并且伸展到芯棒上下位移驱动机构的上方,而芯棒的下端在依次穿过所述射料推杆驱动油缸缸盖、射料推杆驱动油缸活塞、射料推盘和所述的流道内芯芯棒腔并且探出构成于流道内芯芯棒腔的下部的内径大于流道内芯芯棒腔的内径的流道内芯芯棒腔扩展腔;在所述流道内芯的下端与所述射料缸套的射料缸套腔的下端腔壁之间设置有一模套机构,而在芯棒的下端设置有一口模机构。
[0013]
在本实用新型的更而一个具体的实施例中,在所述射料推盘的下部的一侧开设有一冷却水引入孔和一冷却水引出孔,在所述射料推杆驱动油缸活塞的下部开设有冷却水环流道,冷却水引入孔通过同样开设于射料推盘上的冷却水纵向引入孔与冷却水环流道相通,而冷却水引出孔通过开设于射料推盘上的冷却水纵向引出孔与冷却水环流道相通,由冷却水环流道对射料推杆驱动油缸活塞降温;在所述芯棒上并且在对应于所述射料推杆驱动油缸缸盖与所述射料推杆驱动油缸活塞之间的位置套设有一内缸筒,该内缸筒的上端探入射料推杆驱动油缸缸盖并且构成有一内缸筒法兰,该内缸筒法兰在对应于射料推杆驱动油缸缸盖的中央位置的缸盖台阶腔的位置通过内缸筒法兰螺钉与射料推杆驱动油缸缸盖固定,并且在内缸筒的上端设置有用于与射料推杆驱动油缸缸盖之间形成密封的内缸筒上密封圈,内缸筒的下端插入射料推杆驱动油缸活塞的活塞中央孔,并且在该内缸筒的下端
套置有一用于与所述活塞中央孔的孔壁之间形成密封的内缸筒下密封圈,在对应于该内缸筒下密封圈的上方的位置通过活塞内压环螺钉固定有一活塞内压环,由该活塞内压环对内缸筒下密封圈限定。
[0014]
在本实用新型的进而一个具体的实施例中,所述的芯棒上下位移驱动机构包括一芯棒上下位移油缸、一芯棒锁定螺母和一中间板,芯棒上下位移油缸包括芯棒上下位移油缸缸体、芯棒上下位移油缸上缸盖、芯棒上下位移油缸下缸盖和芯棒上下位移活塞,芯棒上下位移油缸缸体通过缸盖联结螺栓固定在芯棒上下位移油缸上缸盖与芯棒上下位移油缸下缸盖之间,在芯棒上下位移油缸上缸盖的一侧开设有一上缸盖进出油孔,芯棒上下位移油缸下缸盖支承在所述射料推杆驱动油缸缸盖朝向上的一侧并且由下缸盖固定螺钉与射料推杆驱动油缸缸盖固定,而在该芯棒上下位移油缸下缸盖的一侧开设有一下缸盖进出油孔,芯棒上下位移活塞的中部位于芯棒上下位移油缸缸体内,在该芯棒上下位移活塞的上部的中央位置延伸有一活塞上柱,该活塞上柱与芯棒上下位移油缸上缸盖的中心孔滑动配合,并且在该活塞上柱上设置有活塞上柱密封圈,由该活塞上柱密封圈使活塞上柱与所述芯棒上下位移油缸上缸盖的中心孔构成密封,在芯棒上下位移活塞的下部的中央位置延伸有一活塞下柱,该活塞下柱与芯棒上下位移油缸下缸盖的中心孔滑动配合,并且在该活塞下柱上设置有活塞下柱密封圈,由该活塞下柱密封圈使活塞下柱与所述芯棒上下位移油缸下缸盖的中心孔构成密封,所述的缸盖台阶腔同时构成为活塞下柱让位空间,在芯棒上下位移活塞的中部的外壁上嵌置有一活塞密封圈,由该活塞密封圈使芯棒上下位移活塞与芯棒上下位移油缸缸体的缸体腔腔壁密封配合,芯棒上下位移活塞朝向上的一侧与芯棒上下位移油缸上缸盖之间的空间构成为油缸上腔,而芯棒上下位移活塞朝向下的一侧与芯棒上下位移油缸下缸盖之间的空间构成为油缸下腔,所述的上缸盖进出油孔与油缸上腔相通,而所述的下缸盖进出油孔与油缸下腔相通,所述芯棒的上端伸展到所述芯棒上下位移油缸上缸盖的上方,芯棒锁定螺母旋配在所述芯棒的上方,在该芯棒锁定螺母上间隔设置有一组连结螺钉,中间板在对应于芯棒锁定螺母的下方的位置空套在芯棒的上端,并且对应于所述活塞上柱的上方,在中间板上还设置有中间板防转销,该中间板防转销的下方与开设在芯棒上下位移油缸上缸盖上的通孔固定。
[0015]
在本实用新型的又更而一个具体的实施例中,所述的模套机构包括芯模套、导流锥套、外口模和外口模托环,在芯模套的芯模套顶壁的中央位置开设有供所述芯棒的下端穿过的芯模套芯棒让位孔,并且芯模套顶壁通过芯模套顶壁固定螺钉与所述流道内芯的底部固定,导流锥套设置在所述射料缸套的射料缸套腔的下部,并且支承在外口模上,该导流锥套的外壁与射料缸套腔的下部的内壁贴触,而导流锥套的内壁与所述芯模套的外壁之间的空间构成为芯模套双层熔体汇合流道,外口模的上部构成有一外口模托环配合法兰圈,外口模的下部伸展到外口模托环的下方,该外口模的内壁与所述口模机构之间的空间构成为双层熔体引出流道,外口模托环在对应于外口模托环配合法兰圈的下方的位置通过外口模托环螺钉与射料缸套的底部固定;在所述射料缸套上并且在对应于所述外口模托环配合法兰圈的位置间隔设置有用于对外口模调整的外口模调整螺钉,并且在射料缸套的外壁上循着射料缸套的高度方向间隔设置有射料缸套加热器;在所述外口模的外壁上设置有外口模加热器。
[0016]
在本实用新型的又进而一个具体的实施例中,所述的口模机构包括一芯模盘、一
内口模和一芯棒限定螺母,芯模盘的中央位置构成有一芯模盘固定套,该芯模盘固定套与所述芯棒的下端套固,并且该芯模盘的外壁与所述芯模套的下部内壁贴触,内口模位于芯模盘的下方,在该内口模的顶部的中央位置开设有一内口模孔,该内口模孔套置在芯棒上,并且内口模的顶部通过内口模固定螺钉与芯模盘固定,芯棒限定螺母在对应于内口模的内口模腔内与伸展到内口模腔的芯棒的下端固定,所述双层熔体引出流道构成于所述外口模的内壁与内口模的外壁之间,并且内口模的外壁下沿与所述外口模的内壁下沿之间的空间构成为开启或关闭的双层熔体出料启闭口,该双层熔体出料启闭口与双层熔体引出流道相通。
[0017]
本实用新型提供的技术方案的技术效果在于:由于在流道内芯上构成有与进料盘相通的用于将由进料盘引入的内层熔体以及外层熔体供给射料机构的流道内芯熔体导引通道,又由于射料机构的结构体系的内层熔体导流套的外壁上构成有内层熔体分流凹道以及外层熔体分流套的外壁上构成有外层熔体分流凹道,因而能使从内、外层熔体导流套上流落的内、外层熔体的厚薄均匀度得以显著提高,有助于保障熔坯质量;由于由内、外层熔体分流凹道分别获得对内、外层熔体的良好的均匀分流效果,因而既可有效地缩短熔体流动行程而提高熔体流动速度,缩短流动时间,又能有利于提高吹塑机吹制中空塑料制品的效率。
附图说明
[0018]
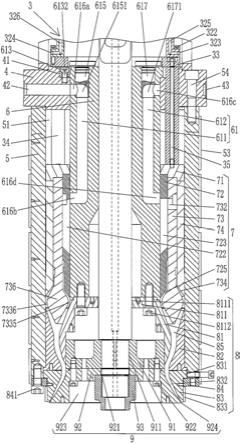
图1为本实用新型的剖视图。
[0019]
图2为图1所示的流道内芯以及射料机构的详细结构图。
[0020]
图3为本实用新型的应用例示意图。
具体实施方式
[0021]
为了能够更加清楚地理解本实用新型的技术实质和有益效果,申请人在下面以实施例的方式作详细说明,但是对实施例的描述均不是对本实用新型方案的限制,任何依据本实用新型构思所作出的仅仅为形式上的而非实质性的等效变换都应视为本实用新型的技术方案范畴。
[0022]
在下面的描述中凡是涉及上、下、左、右、前和后的方向性或称方位性的概念都是以正在描述的图所处的位置状态为基准的,因而不能将其理解为对本实用新型提供的技术方案的特别限定。
[0023]
请参见图1和图2并且结合图3,示出了一流道内芯6以及一与流道内芯6滑动配合的射料机构7,流道内芯6在使用状态下与进料盘4固定并且与进料盘4相通,射料机构7上下移动地设置在射料缸套5的射料缸套腔51内并且在使用状态下与由图3所示的射料推盘驱动机构3连接。
[0024]
作为本实用新型提供的技术方案的技术要点:在前述流道内芯6上构成有与前述进料盘4相通的用于将由进料盘4引入的内层熔体以及外层熔体供给前述射料机构7的流道内芯熔体导引通道61,前述射料机构7包括导流套压盘71、内层熔体导流套72、外层熔体导流套73和一外导套74,导流套压盘71在前述射料缸套腔51内与前述射料推盘驱动机构3连接,内层熔体导流套72具有一上下贯通的内层熔体导流套腔721,该内层熔体导流套腔721
上下移动地套置在前述流道内芯6外,该内层熔体导流套72的上端与前述导流套压盘71朝向下的一侧固定,在内层熔体导流套72上并且在彼此面对面的位置开设有用于使内层熔体导流套腔721与外界相通的一内层熔体导流套第一纵向导流槽ⅰ722以及一内层熔体导流套第二纵向导流槽ⅱ723,该内层熔体导流套第一纵向导流槽ⅰ722以及内层熔体导流套第二纵向导流槽ⅱ723与前述流道内芯熔体导引通道61相通,在内层熔体导流套72的外壁上构成有与前述内层熔体导流套第一纵向导流槽ⅰ722相通的内层熔体分流凹道724,外层熔体导流套73具有一上下贯通的外层熔体导流套腔731,通过该外层熔体导流套腔731将外层熔体导流套73套置在前述内层熔体导流套72外,并且该外层熔体导流套73的上端与前述导流套压盘71朝向下的一侧固定,在外层熔体导流套73上并且在对应于前述内层熔体导流套第二纵向导流槽ⅱ723的位置开设有一与内层熔体导流套第二纵向导流槽ⅱ723相通的外层熔体导流套导流孔732,在外层熔体导流套73的外壁上构成有一与前述外层熔体导流套导流孔732相通的外层熔体分流凹道733,外导套74上下移动地设置在前述射料缸套腔51的腔壁与外层熔体导流套73的外壁之间并且该外导套74的上端与前述导流套压盘71朝向下的一侧固定。
[0025]
前述内层熔体导流套72的外壁的下部与前述外层熔体导流套73内壁下部之间的空间构成为导流套内层熔体引出通道725,前述外层熔体导流套73的外壁的下部与外导套74的内壁下部之间的空间构成为导流套外层熔体引出通道734。由图1和图2所示,由于外层熔体导流套73的下部的壁体厚度大于上部的壁体厚度,具体地讲,由于外层熔体导流套73的下部的内侧以及外侧各构成有膨出部736,由该膨出部736而使外层熔体导流套73的下部剖面形状呈由图1所示的橄榄形(也可称“陀螺”形,以下同),又由于外层熔体导流套73的下部的剖面形状呈橄榄形,因而在该位置外的内层熔体通道7335以及外层熔体通道7336的纵截面形状大体上呈人字形(图1示)。在图1中还示出了前述的射流缸套5的上端通过射流缸套固定螺钉54与前述进料盘4固定的情形。
[0026]
继续见图1和图2,前述流道内芯熔体导引通道61包括一内层熔体纵向引入孔611和外层熔体纵向引入孔612,该内层熔体纵向引入孔611以及外层熔体纵向引入孔612开设在前述流道内芯6的高度方向的上端,并且围绕流道内芯6的圆周方向彼此相隔180
°
而形成面对面的位置关系,在流道内芯6的顶部构成有一流道内芯固定法兰盘613,该流道内芯固定法兰盘613与前述进料盘4的中央位置固定,并且在该流道内芯固定法兰盘613的中央位置构成有一流道内芯固定法兰盘芯棒让位孔6131,该流道内芯固定法兰盘芯棒让位孔6131与流道内芯6的中央位置的流道内芯芯棒腔614相对应并且相通,在流道内芯6上并且在对应于内层熔体纵向引入孔611的上端的位置配设有一内层熔体导入插套615,该内层熔体导入插套615的上端通过螺钉(图2示)与前述流道内芯固定法兰盘613固定,而下端插入内层熔体纵向引入孔611的上端,并且在侧部开设有一流道内芯内层熔体导入孔6151,该流道内芯内层熔体导入孔6151通过开设在流道内芯6上的流道内芯内层熔体引入孔616a与前述进料盘4相通并且还与内层熔体纵向引入孔611相通,在对应于内层熔体纵向引入孔611的下端的位置开设有一流道内芯内层熔体引出孔616b,在流道内芯6上并且在对应于外层熔体纵向引入孔612的上端的位置配设有一外层熔体导入插套617,该外层熔体导入插套617的上端通过螺钉(图2示)与前述流道内芯固定法兰盘613固定,而下端插入外层熔体纵向引入孔612的上端并且在侧部开设有一流道内芯外层熔体导入孔6171,该流道内芯外层熔体导
入孔6171通过开设在流道内芯6上的流道内芯外层熔体引入孔616c与前述进料盘4相通并且还与外层熔体纵向引入孔612相通,在对应于外层熔体纵向引入孔612的下端的位置开设有一流道内芯外层熔体引出孔616d,开设在前述内层熔体导流套72上的前述内层熔体导流套第一纵向导流槽ⅰ722与前述流道内芯内层熔体引出孔616b相通,开设在内层熔体导流套72上的前述内层熔体导流套第二纵向导流槽ⅱ723与前述流道内芯外层熔体引出孔616d相通。
[0027]
请重点见图2,前述内层熔体分流凹道724包括一内层熔体第一分流横凹道ⅰ7241、内层熔体第二分流横凹道ⅱ7242、内层熔体第一人字形分流凹道ⅰ7243和内层熔体第二人字形分流凹道ⅱ7244,内层熔体第一分流横凹道ⅰ7241以及内层熔体第二分流横凹道ⅱ7242在前述内层熔体导流套72的外壁上的位置分别对应于前述内层熔体导流套第一纵向导流槽ⅰ722的上部两侧并且该内层熔体第一分流横凹道ⅰ7241与内层熔体第二分流横凹道ⅱ7242的相向一端与内层熔体导流套第一纵向导流槽ⅰ722的上部相通,而内层熔体第一分流横凹道ⅰ7241以及内层熔体第二分流横凹道ⅱ7242远离内层熔体导流套第一纵向导流槽ⅰ722的一端在对应于内层熔体第一人字形分流凹道ⅰ7243与内层熔体第二人字形分流凹道ⅱ7244之间的位置同时与内层熔体第一人字形分流凹道ⅰ7243以及内层熔体第二人字形分流凹道ⅱ7244衔接并且相通,内层熔体第一人字形分流凹道ⅰ7243以及内层熔体第二人字形分流凹道ⅱ7244围绕前述内层熔体导流套72的圆周方向彼此相隔180
°
而呈面对面的状态构成于内层熔体导流套72的外壁上并且两者相互连通;由图2的示意可知,前述的内层熔体第一人字形分流凹道ⅰ7243以及内层熔体第二人字形分流凹道ⅱ7244均为呈倒置的人字形分流凹道。
[0028]
继续见图2,前述的外层熔体分流凹道733包括一外层熔体第一分流横凹道ⅰ7331、外层熔体第二分流横凹道ⅱ7332、外层熔体第一倒人字形分流凹道ⅰ7333和外层熔体第二倒人字形分流凹道ⅱ7334,外层熔体第一分流横凹道ⅰ7331以及外层熔体第二分流横凹道ⅱ7332在前述外层熔体导流套73的外壁上的位置分别对应于前述外层熔体导流套导流孔732的两侧并且该外层熔体第一分流横凹道ⅰ7331与外层熔体第二分流横凹道ⅱ7332的相向一端与外层熔体导流套导流孔732相通,而外层熔体第一分流横凹道ⅰ7331以及外层熔体第二分流横凹道ⅱ7332远离外层熔体导流套导流孔732的一端在对应于外层熔体第一倒人字形分流凹道ⅰ7333与外层熔体第二倒人字形分流凹道ⅱ7334之间的位置同时与外层熔体第一倒人字形分流凹道ⅰ7333以及外层熔体第二倒人字形分流凹道ⅱ7334铰接并且相通,外层熔体第一倒人字形分流凹道ⅰ7333以及外层熔体第二倒人字形分流凹道ⅱ7334围绕前述外层熔体导流套73的圆周方向彼此相隔180
°
而呈面对面的状态构成于外层熔体导流套73的外壁上并且两者相互连通。
[0029]
优选地,可在前述内层熔体导流套72的外壁上开设第一调整盲孔ⅰ727,该第一调整盲孔ⅰ727与开设在外层熔体导流套73上的第一调整螺钉孔ⅰ737(螺纹通孔)相对应,而开设在外层熔体导流套73上的第二调整盲孔ⅱ738与开设在外导套74上的第二调整螺钉孔ⅱ742(螺纹通孔)相对应。通过配设在第一调整螺钉孔ⅰ737上的螺钉可以调整内层熔体导流套72与外层熔体导流套73之间的间隙;通过配设在第二调整螺钉孔ⅱ742上的螺钉可以调整外层熔体导流套73与外导套74之间的间隙。
[0030]
请重点见图1并且结合图3,在前述进料盘4朝向上的一侧并且在对应于流道内芯
固定法兰盘613的位置构成有一进料盘凹腔41,流道内芯固定法兰盘613在对应于进料盘凹腔41的位置通过流道内芯固定法兰盘螺钉6132与进料盘4固定;在进料盘4的一侧并且在对应于前述流道内芯内层熔体引入孔616a的位置构成有一进料盘内层熔体进料口42,该进料盘内层熔体进料口42与流道内芯内层熔体引入孔616a相通;在进料盘4的另一侧并且在对应于前述流道内芯外层熔体引入孔616c的位置构成有一进料盘外层熔体进料口43,该进料盘外层熔体进料口43与流道内芯外层熔体引入孔616c相通;
[0031]
依据专业常识并且通过对前述cn110843190a的阅读可以理解:前述的进料盘内层熔体进料口42与用于挤出内层熔体的内层熔体螺杆挤出机配接,而前述的进料盘外层熔体进料口43与用于挤出外层熔体的外层熔体螺杆挤出机配接。也就是说,本实用新型在使用状态下有两台螺杆挤出机与进料盘4配接。
[0032]
由图2所示,在前述导流套压盘71上并且围绕导流套压盘71的四周间隔设置有外导套固定连接螺钉711、外层熔体导流套固定连接螺钉712和内层熔体导流套固定连接螺钉713,并且外层熔体导流套固定连接螺钉712位于外导套固定连接螺钉711与内层熔体导流套固定连接螺钉713之间,在导流套压盘71朝向下的一侧围绕导流套压盘71的圆周方向并且在对应于外层熔体导流套固定连接螺钉712的位置构成有一外层熔体导流套上沿探入台阶槽714,而在对应于内层熔体导流套固定连接螺钉713的位置构成有一内层熔体导流套上沿探入台阶槽715,在前述外导套74的上表面并且围绕外导套74的四周间隔开设有外导套固定螺孔741,前述外导套固定连接螺钉711旋入该外导套固定螺孔741内,前述外层熔体导流套73的上沿探入前述外层熔体导流套上沿探入台阶槽714内并且在该外层熔体导流套73的上沿表面的四周间隔开设有外层熔体导流套固定螺孔735,前述的外层熔体导流套固定连接螺钉712旋入该外层熔体导流套固定螺孔735内,前述内层熔体导流套72的上沿探入前述内层熔体导流套上沿探入台阶槽715并且在该内层熔体导流套72的上表面四周间隔开设有内层熔体导流套固定螺孔726,前述的内层熔体导流套固定连接螺钉713旋入该内层熔体导流套固定螺孔726内。通过前述说明可知,由导流套压盘71同时使内层熔体导流套72、外层熔体导流套73以及外导套74上升或下行。
[0033]
请参见图3并且结合图1和图2,前述的射料推盘驱动机构3包括射料推杆驱动油缸31、射料推盘32、过渡连接盘33和一组推杆34,射料推杆驱动油缸31包括射料推杆驱动油缸缸体311、射料推杆驱动油缸缸盖312和射料推杆驱动油缸活塞313,射料推杆驱动油缸缸体311借助于框板102与模头支撑板10固定并且支承在前述进料盘4朝向上的一侧,射料推杆驱动油缸缸盖312固定在射料推杆驱动油缸缸体311的顶部,在该射料推杆驱动油缸缸盖312的侧部开设有一射料推杆驱动油缸进回油孔3121,射料推杆驱动油缸活塞313设置在射料推杆驱动油缸缸体311的射料推杆驱动油缸缸体腔3111内并且该射料推杆驱动油缸活塞313通过套置在其外壁上的射料推杆驱动油缸活塞密封圈3131与射料推杆驱动油缸缸体腔3111构成密封滑动副(即在密封状态下滑动配合),在对应于射料推杆驱动油缸活塞密封圈3131的上方的位置通过活塞外压环螺钉31321固定有一活塞外压环3132,由该活塞外压环3132对射料推杆驱动油缸活塞密封圈3131限定,前述射料推杆驱动油缸进回油孔3121与位于射料推杆驱动油缸活塞313的上方的射料推杆驱动油缸缸体腔3111相通,射料推盘32的上部通过间隔分布的射料推盘上法兰螺钉321与射料推杆驱动油缸活塞313的底部固定,而射料推盘32的下部通过间隔分布的射料推盘下法兰螺钉322与过渡连接盘33固定,一组推
杆34的上端与过渡连接盘33固定连接,而下端通过一组长螺杆35与预设在前述导流套压盘71上的长螺杆连接孔761固定连接;前述模头支撑板10在使用时通过模头支撑板螺钉101以腾空于地坪的状态与吹塑机的机架固定;在前述射料推杆驱动油缸缸盖312朝向上的一侧设置有一用于使芯棒1上下位移的芯棒上下位移驱动机构2,前述芯棒1的上端与芯棒上下位移驱动机构2连接并且伸展到芯棒上下位移驱动机构2的上方,而芯棒1的下端在依次穿过前述射料推杆驱动油缸缸盖312、射料推杆驱动油缸活塞313、射料推盘32和前述的流道内芯芯棒腔614并且探出构成于流道内芯芯棒腔614的下部的内径大于流道内芯芯棒腔614的内径的流道内芯芯棒腔扩展腔6141;在前述流道内芯6的下端与前述射料缸套5的射料缸套腔51的下端腔壁之间设置有一模套机构8,而在芯棒1的下端设置有一口模机构9。
[0034]
由于前述射料推杆驱动油缸活塞313的份量相对较重,因而为了便于装配时的吊运,在该射料推杆驱动油缸活塞313朝向上的一侧预设有活塞吊耳3136。
[0035]
为了避免前述射料推杆驱动油缸活塞313的因过于受热而出现热胀并进而影响其动作(运动),因而在前述射料推盘32的下部的一侧开设有一冷却水引入孔323和一冷却水引出孔324,即在本实施例中,将冷却水引入孔323以及冷却水引出孔324开设在射料推盘32的同一侧,但并不受到限制,在使用时,冷却水引入孔323与冷却水引出孔324由管路与水循环冷却装置如水循环泵管路连接,在前述射料推杆驱动油缸活塞313的下部开设有冷却水环流道3133,冷却水引入孔323通过同样开设于射料推盘32上的冷却水纵向引入孔325与冷却水环流道3133相通,而冷却水引出孔324通过开设于射料推盘32上的冷却水纵向引出孔326与冷却水环流道3133相通,由冷却水环流道3133对射料推杆驱动油缸活塞313降温;在前述芯棒1上并且在对应于前述射料推杆驱动油缸缸盖312与前述射料推杆驱动油缸活塞313之间的位置套设有一内缸筒11,该内缸筒11的上端探入射料推杆驱动油缸缸盖312并且构成有一内缸筒法兰111,该内缸筒法兰111在对应于射料推杆驱动油缸缸盖312的中央位置的缸盖台阶腔3122的位置通过内缸筒法兰螺钉1111与射料推杆驱动油缸缸盖312固定,并且在内缸筒11的上端设置有用于与射料推杆驱动油缸缸盖312之间形成密封的内缸筒上密封圈112,内缸筒11的下端插入射料推杆驱动油缸活塞313的活塞中央孔3134,并且在该内缸筒11的下端套置有一用于与前述活塞中央孔3134的孔壁之间形成密封的内缸筒下密封圈113,在对应于该内缸筒下密封圈113的上方的位置通过活塞内压环螺钉31351固定有一活塞内压环3135,由该活塞内压环3135对内缸筒下密封圈113限定。
[0036]
请继续见图3并且结合图1和图2,前述的芯棒上下位移驱动机构2包括一芯棒上下位移油缸21、一芯棒锁定螺母22和一中间板23,芯棒上下位移油缸21包括芯棒上下位移油缸缸体211、芯棒上下位移油缸上缸盖212、芯棒上下位移油缸下缸盖213和芯棒上下位移活塞214,芯棒上下位移油缸缸体211通过缸盖联结螺栓2113固定在芯棒上下位移油缸上缸盖212与芯棒上下位移油缸下缸盖213之间,在芯棒上下位移油缸上缸盖212的一侧开设有一上缸盖进出油孔2121,芯棒上下位移油缸下缸盖213支承在前述射料推杆驱动油缸缸盖312朝向上的一侧并且由下缸盖固定螺钉2132与射料推杆驱动油缸缸盖312固定,而在该芯棒上下位移油缸下缸盖213的一侧开设有一下缸盖进出油孔2131,芯棒上下位移活塞214的中部位于芯棒上下位移油缸缸体211内,在该芯棒上下位移活塞214的上部的中央位置延伸有一活塞上柱2141,该活塞上柱2141与芯棒上下位移油缸上缸盖212的中心孔滑动配合,并且在该活塞上柱2141上设置有活塞上柱密封圈21411,由该活塞上柱密封圈21411使活塞上柱
2141与前述芯棒上下位移油缸上缸盖212的中心孔构成密封,在芯棒上下位移活塞214的下部的中央位置延伸有一活塞下柱2142,该活塞下柱2142与芯棒上下位移油缸下缸盖213的中心孔滑动配合,并且在该活塞下柱2142上设置有活塞下柱密封圈21421,由该活塞下柱密封圈21421使活塞下柱2142与前述芯棒上下位移油缸下缸盖213的中心孔构成密封,前述的缸盖台阶腔3122同时构成为活塞下柱让位空间,在芯棒上下位移活塞214的中部的外壁上嵌置有一活塞密封圈2143,由该活塞密封圈2143使芯棒上下位移活塞214与芯棒上下位移油缸缸体211的缸体腔腔壁密封配合,芯棒上下位移活塞214朝向上的一侧与芯棒上下位移油缸上缸盖212之间的空间构成为油缸上腔2111,而芯棒上下位移活塞214朝向下的一侧与芯棒上下位移油缸下缸盖213之间的空间构成为油缸下腔2112,前述的上缸盖进出油孔2121与油缸上腔2111相通,而前述的下缸盖进出油孔2131与油缸下腔2112相通,前述芯棒1的上端伸展到前述芯棒上下位移油缸上缸盖212的上方,芯棒锁定螺母22旋配在前述芯棒1的上方,在该芯棒锁定螺母22上间隔设置有一组连结螺钉221,用于对芯棒上下位移活塞214限位的中间板23在对应于芯棒锁定螺母22的下方的位置空套在芯棒1的上端,并且对应于前述活塞上柱2141的上方,在中间板23上还设置有中间板防转销231,该中间板防转销231的下方与开设在芯棒上下位移油缸上缸盖212上的通孔固定。
[0037]
由图1和图3所示,前述的模套机构8包括芯模套81、导流锥套82、外口模83和外口模托环84,在芯模套81的芯模套顶壁811的中央位置开设有供前述芯棒1的下端穿过的芯模套芯棒让位孔8111,并且芯模套顶壁811通过芯模套顶壁固定螺钉8112与前述流道内芯6的底部固定,导流锥套82设置在前述射料缸套5的射料缸套腔51的下部,并且支承在外口模83上,该导流锥套82的外壁与射料缸套腔51的下部的内壁贴触,而导流锥套82的内壁与前述芯模套81的外壁之间的空间构成为芯模套双层熔体汇合流道85,外口模83的上部构成有一外口模托环配合法兰圈831,外口模83的下部伸展到外口模托环84的下方,该外口模83的内壁与前述口模机构9之间的空间构成为双层熔体引出流道832,外口模托环84在对应于外口模托环配合法兰圈831的下方的位置通过外口模托环螺钉841与射料缸套5的底部固定;在前述射料缸套5上并且在对应于前述外口模托环配合法兰圈831的位置间隔设置有用于对外口模83调整的外口模调整螺钉52,并且在射料缸套5的外壁上循着射料缸套5的高度方向间隔设置有射料缸套加热器53;在前述外口模83的外壁上设置有外口模加热器833。
[0038]
上面提及的芯模套双层熔体汇合流道85与位于其上部的前述的内层熔体通道7335以及外层熔体通道7336相通,即由芯模套双层熔体汇合流道85接应由内层熔体通道7335引入的内层熔体以及由外层熔体通道7336引入的外层熔体。
[0039]
前述的口模机构9包括一芯模盘91、一内口模92和一芯棒限定螺母93,芯模盘91的中央位置构成有即向上延伸有一芯模盘固定套911,该芯模盘固定套911与前述芯棒1的下端套固,并且该芯模盘91的外壁与前述芯模套81的下部内壁贴触,内口模92位于芯模盘91的下方,在该内口模92的顶部的中央位置开设有一内口模孔921(图1示),该内口模孔921套置在芯棒1上,并且内口模92的顶部通过内口模固定螺钉922与芯模盘91固定,芯棒限定螺母93在对应于内口模92的内口模腔923内与伸展到内口模腔923的芯棒1的下端固定,前述双层熔体引出流道832构成于前述外口模83的内壁与内口模92的外壁之间,并且内口模92的外壁下沿与前述外口模83的内壁下沿之间的空间构成为开启或关闭的双层熔体出料启闭口924,该双层熔体出料启闭口924与双层熔体引出流道832相通。
[0040]
芯棒上下位移驱动机构2的芯棒上下位移油缸21(即芯棒上下位移驱动油缸)的芯棒上下位移活塞214向上位移至极限时,由前述芯棒上下位移油缸上缸盖212的下端面即下表面对芯棒上下位移活塞214的上表面阻挡,而当芯棒上下位移活塞214向下位移至极限程度时,则由芯棒上下位移油缸下缸盖213的上端面即上表面对芯棒上下位移活塞214的下表面阻挡,前者可使内口模92处于关闭状态,即双层熔体出料启闭口924关闭,后者则可使内口模92处于开启,即双层熔体出料启闭口924开启并且前者表现为下缸盖进出油孔2131进油,而上缸盖进出油孔2121回油,后者表现为上缸盖进出油孔2121进油,而下缸盖进出油孔2131回油。
[0041]
在吹塑机的电气控制器的上即在plc(可编程序控制器)的控制下,当前述内层熔体螺杆挤出机以及外层熔体螺杆挤出机均处于工作状态,由内层熔体螺杆挤出机挤出的内层熔体依次经进料盘内层熔体进料口42、流道内芯内层熔体引入孔616a、流道内芯内层熔体导入孔6151、内层熔体纵向引入孔611、流道内芯内层熔体引出孔616b、内层熔体导流套第一纵向导流孔ⅰ722、内层熔体导流套72的外壁与外层熔体导流套73之间的内层熔体流经间隙(即内层熔体分流凹道724和导流套内层熔体引出通道725)、内层熔体通道7335、芯模套双层熔体汇合流道85和双层熔体引出流道832(此时的双层熔体出料启闭口924尚处于关闭状态);与此同时由外层熔体螺杆挤出机挤出的外层熔体依次经进料盘外层熔体进料口43、流道内芯外层熔体引入孔616c、流道内芯外层熔体导入孔6171、外层熔体纵向引入孔612、流道内芯外层熔体引出孔616d、内层熔体导流套第二纵向导流槽ⅱ723、外层熔体导流套导流孔732、位于外层熔体导流套73的外壁与外导套74的内壁之间的外层熔体流经间隙(即外层熔体分流凹道733和导流套外层熔体引出通道734)、外层熔体通道7336、芯模套双层熔体汇合流道85和双层熔体引出流道832。在前述过程中,由内层熔体导流套第一纵向导流孔ⅰ722引至内层熔体导流套72的外壁与外层熔体导流套73之间的内层熔体即进入内层熔体分流凹道724的内层熔体分别经内层熔体第一分流横凹道ⅰ7241、内层熔体第二分流横凹道ⅱ7242、内层熔体第一人字形分流凹道ⅰ7243以及层熔体第二人字形分流凹道ⅱ7244分流而形成厚薄均匀的内层熔体进入内层熔体通道7335;同时由内层熔体导流套第二纵向导流槽ⅱ723经外层熔体导流套导流孔732引至外层熔体分流凹道733的外层熔体分别经外层熔体第一分流横凹道ⅰ7331、外层熔体第二分流横凹道ⅱ7332、外层熔体第一倒人字形分流凹道ⅰ7333以及外层熔体第二倒人字形分流凹道ⅱ7334分流而形成厚薄均匀的外层熔体进入外层熔体通道7336。进入内、外层熔体通道7335、7336内的内、外层熔体在芯模双层熔体汇合流道85汇合并抵达双层熔体引出流道832。在前述过程中,由熔体压力作用而使导流套压盘71向上位移,推动一组推杆34向上位移,射料推盘32也向上位移,推动射料推杆驱动油缸活塞313上行,射料推杆驱动油缸进回油孔3121回油。
[0042]
在上述情形下,即在前述plc的控制下,按申请人在上面所述而由芯棒上下位移驱动机构2工作,使芯棒1下行,内口模92下行,双层熔体出料启闭口924开启,同时在射料推盘驱动机构3的工作下,使射料推杆驱动油缸活塞313下行,按前述相反过程,由导流套压盘71的下行而带动内、外层熔体导流套72、73以及外导套74下行,位于双层熔体引出通道832内的内外层熔体从双层熔体出料启闭口924引出,引出完毕后,关闭双层熔体出料启闭口924,如此反复。
[0043]
综上所述,本实用新型提供的技术方案弥补了已有技术中的缺憾,顺利地完成了
发明任务,如实地兑现了申请人在上面的技术效果栏中载述的技术效果。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1