一种带舌刮牙线棒模具浇注系统的制作方法
:
1.本实用新型涉及一种塑料模具技术领域,尤其是一种带舌刮牙线棒模具浇注系统。
背景技术:
2.随着牙齿健康意识的提高,牙线棒作为一种牙齿清洁产品,成为人们日常生活中必须品,牙线棒的功能设计也更加多样。注塑成型技术是目前生产塑料制品最重要的方法之一,牙线棒由于其特殊形状,在注塑成型时容易出现不能完全成型,注塑不充分残缺的状况。
技术实现要素:
3.本实用新型的目的提供一种带舌刮牙线棒模具浇注系统,解决上述现有技术问题中的一个或者多个。
4.本实用新型包括用于连接注塑机射嘴的主流道、用于成型牙线棒的型腔以及连接型腔和主流道的分流道,其特征在于:型腔包括刀型流道,刀型流道的上半段设有舌刮流道,分流道末端连接有环形腔,环形腔与型腔相互连通且用于成型型腔。
5.进一步的,型腔包括手柄流道、刀型流道以及牙钩流道,手柄流道呈海马状仿形结构,其内弧为凸起的腹弧面,腹弧面的弯曲方向与主流道相反,手柄流道的顶部设有颈腔,刀型流道通过颈腔连接在手柄流道的顶部,手柄流道的底部设有连接腔,连接腔的内侧为新月状弧,且与腹弧面平滑相接,牙钩流道通过连接腔固定在手柄流道的底部,牙钩流道的弯曲方向朝向主流道,手柄流道的中间分布有印刷板,印刷板上印刻有凹陷的阴文图样。
6.进一步的,刀型流道的两端端点朝向主流道,刀型流道的上半段设有舌刮流道,舌刮流道的外弧面与刀型流道上半段的外弧面重合,舌刮流道的内弧面及外弧面均为倾斜拔模面,其拔模斜角相等,舌刮流道的宽度为刀型流道的一半,舌刮流道的高度与刀型流道高度相等。
7.进一步的,环形腔包括连接在分流道末端下侧的缓冲流道及与缓冲流道连接的弯月浇口,缓冲流道为半圆柱形腔体,弯月浇口的末端与刀型流道的前端底部相连。
8.本实用新型的有益效果在于:1、可以将型腔2的内部打入充分的原材料的情况下,不会有无法成型的情况发生;
9.2、当型腔2内材料完全充满后,在压强的作用下,其多余的原材料可以回灌入缓冲流道41内,不会型腔2内其余流道的形成,而导致外观有飞边毛刺的不良;
10.3、弯月浇口22与刀型流道22相连,一方面可以保证舌刮流道的充分成型,另一方面由于后续工艺需要对牙线棒刀口端进行埋线,故设置在此位置,脱模时不会对牙线棒的外形有大的改动,影响美观。
附图说明:
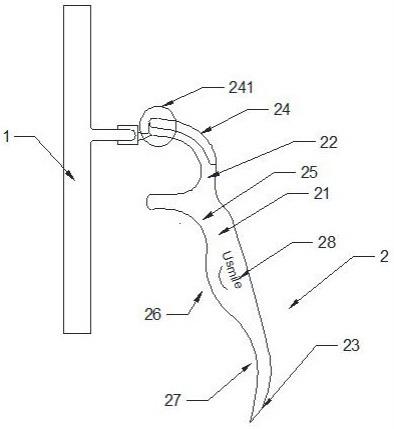
11.图1是本实用新型正面结构结构示意图。
12.图2是图1圆圈圈出结构的侧视图。
13.图3是本实用新型分流道的剖视图。
具体实施方式:
14.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
15.如图1到图3为本实用新型的一种具体实施方式,其结构包括用于连接注塑机射嘴的主流道1、用于成型牙线棒的型腔2以及连接型腔2和主流道1的分流道3,在生产牙线棒过程中,生产牙线棒的原材料依次流过主流道1、分流道3以及型腔2,而牙线棒最终在型腔 2的内部成型。
16.在生产牙线棒的过程中,由于牙线棒的多功能使用方式,在牙线棒的头部位置设置有凸起的舌刮结构,故上述型腔2包括刀型流道 22,在刀型流道22的上半段设有舌刮流道24,分流道3末端连接有环形腔4,环形腔4与型腔2相互连通且用于成型所述型腔2。
17.在本实用新型中,型腔2包括手柄流道21、刀型流道22以及牙钩流道23,手柄流道21呈海马状仿形结构,其内弧为凸起的腹弧面 26,腹弧面26的弯曲方向与主流道1相反,手柄流道21的顶部设有颈腔25,刀型流道22通过颈腔25连接在手柄流道21的顶部,手柄流道21的底部设有连接腔27,连接腔27的内侧为新月状弧,且与腹弧面26平滑相接,牙钩流道23通过连接腔27固定在手柄流道21 的底部,牙钩流道23的弯曲方向朝向主流道1,手柄流道21的中间分布有印刷板28,印刷板28上印刻有凹陷的阴文图样。
18.在本申请中,手柄流道21的仿形结构使用时更合理,便于握持,其中间部分的印刷板28的内容可以根据实际情况自行设计并更换。
19.在本申请中,刀型流道22的两端端点朝向主流道1,刀型流道 22的上半段设有舌刮流道24,舌刮流道24的外弧面243与刀型流道 22上半段的外弧面重合,舌刮流道24的内弧面242及外弧面243均为倾斜拔模面,其拔模斜角相等,舌刮流道243的宽度为刀型流道 22的一半,舌刮流道243的高度与刀型流道22高度相等。由于舌刮流道24是重叠在刀型流道的上半段,其拔模角的设计可以在脱模的时候避免舌刮流道发生拉膜,从而影响使用效果。
20.在本申请中,环形腔4包括连接在分流道3末端下侧的缓冲流道 41及与缓冲流道41连接的弯月浇口42,缓冲流道41为半圆柱形腔体,弯月浇口42的末端与刀型流道22的前端底部相连。由于牙线棒采用一模多穴的方式注塑成型,其主流道1与分流道3与型腔2的距离相对小,原料在分流道内流过易发生冷料或废料堵塞的情况,采用缓冲流道41,既可以增强分流道3的保温效果,又可以将稳定温度的原材料通过弯月浇口42送入型腔2中。
21.本实用新型在使用时,通过从主流道1的内部注入生产牙线棒的原材料,根据牙线棒型腔2的形状,原材料从分流道3中先进入环形腔4的缓冲流道41内,在注塑牙线棒的过程中,弯月浇口42与刀型流道22连接,有以下几个优点:
22.1、可以将型腔2的内部打入充分的原材料的情况下,不会有无法成型的情况发生;
23.2、当型腔2内材料完全充满后,在压强的作用下,其多余的原材料可以回灌入缓冲流道41内,不会型腔2内其余流道的形成,而导致外观有飞边毛刺的不良;
24.3、弯月浇口22与刀型流道22相连,一方面可以保证舌刮流道的充分成型,另一方面由于后续工艺需要对牙线棒刀口端进行埋线,故设置在此位置,脱模时不会对牙线棒的外形有大的改动,影响美观。
25.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种带舌刮牙线棒模具浇注系统,包括用于连接注塑机射嘴的主流道(1)、用于成型牙线棒的型腔(2)以及连接所述型腔(2)和所述主流道(1)的分流道(3),其特征在于:所述型腔(2)包括刀型流道(22),所述刀型流道的上半段设有舌刮流道(24),所述分流道(3)末端连接有环形腔(4),所述环形腔(4)与所述型腔(2)相互连通且用于成型所述型腔(2)。2.如权利要求1所述的一种带舌刮牙线棒模具浇注系统,其特征在于:所述型腔(2)包括手柄流道(21)、刀型流道(22)以及牙钩流道(23),所述手柄流道(21)呈海马状仿形结构,其内弧为凸起的腹弧面(26),所述腹弧面的弯曲方向与所述主流道(1)相反,所述手柄流道(21)的顶部设有颈腔(25),所述刀型流道(22)通过所述颈腔(25)连接在所述手柄流道(21)的顶部,所述手柄流道(21)的底部设有连接腔(27),所述连接腔(27)的内侧新月状弧,且与所述腹弧面(26)平滑相接,所述牙钩流道(23)通过所述连接腔(27)固定在所述手柄流道(21)的底部,所述牙钩流道(23)弯曲方向朝向所述主流道(1),所述手柄流道(21)的中间分布有印刷板(28),所述印刷板(28)上印刻有凹陷的阴文图样。3.如权利要求2所述的一种带舌刮牙线棒模具浇注系统,其特征在于:所述刀型流道(22)的两端端点朝向所述主流道(1),所述舌刮流道(24)的外弧面(243)与所述刀型流道(22)上半段的外弧面(243)重合,所述舌刮流道(24)的内弧面(242)及外弧面(243) 均为倾斜拔模面,其拔模斜角相等,所述舌刮流道(24)的宽度为所述刀型流道(22)的一半,所述舌刮流道(24)的高度与所述刀型流道(22)高度相等。4.如权利要求3所述的一种带舌刮牙线棒模具浇注系统,其特征在于:所述环形腔(4)包括连接在分流道(3)末端下侧的缓冲流道(41)及与所述缓冲流道(41)连接的弯月浇口(42),所述缓冲流道(41)为半圆柱形腔体,所述弯月浇口(42)的末端与所述刀型流道(22)的前端底部相连。
技术总结
本实用新型公开了一种带舌刮牙线棒模具浇注系统,包括用于连接注塑机射嘴的主流道、用于成型牙线棒的型腔以及连接型腔和主流道的分流道,其特征在于:型腔包括刀型流道,刀型流道的上半段设有舌刮流道,分流道末端连接有环形腔,环形腔与型腔相互连通且用于成型型腔。本实用新型通过环形腔的缓冲流道和弯月浇口,将原材料从刀型流道开始打入型腔,保证了舌刮流道的完全成型及脱模时牙线棒形状的完整。整。整。
技术研发人员:李希玉
受保护的技术使用者:彧寰科技江苏有限公司
技术研发日:2020.09.02
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1