用于在基于树脂灌注的铸造过程中制造构件的方法和风力涡轮机叶片与流程
1.本发明涉及用于在基于树脂灌注的铸造过程中制造构件的方法,其中形成构件的至少一个部件用树脂灌注。此外,本发明涉及风力涡轮机叶片。
背景技术:
2.在基于树脂灌注的制造过程中,特别是在真空辅助树脂灌注(vari)制造过程中,期望的是在灌注期间监测树脂的流动前锋的位置以实现高质量的制成构件,并获得稳健的铸造过程。特别是在使用用于树脂的多个入口的情况下,知晓流动前锋的位置是入口打开时机和防止空气滞留在模具内侧的前提条件,空气滞留在模具内侧将导致在成品部件中的不饱和增强织物区域。
3.可使用所谓的“流出端口(gossip port)”确定树脂流动前锋的位置,流出端口是钻通封闭模具的孔,封闭模具包括连接到真空轨道的透明管,用于使得能够视觉观察树脂流出模具并流到真空轨道中。然而,这些流出端口具有的劣势在于,由于它们倾向于使空气泄漏回到模具中,所以它们降低了过程稳健性。此外,每个铸造过程都需要额外的树脂和/或用于流出端口的部件。
4.此外,压力感应器和/或电容或介电传感器的使用需要模具中的孔以用于连接传感器的缆线,并且因此在其安装位置处具有使空气泄漏到模具中的风险。此外,这样的传感器在铸造过程之后需要清洁,并且它们在铸造过程期间易于损坏,特别是被树脂损坏,使得它们在制造过程中的使用期限可能会缩短。
5.其他方式,如同诸如纤维布拉格光栅(fiber bragg grating)的光纤,可用于监测沿集成到由树脂灌注的增强结构中的纤维束的树脂到达。然而,这些纤维的脆弱本质使其易于损坏。它们还需要在模具中的孔以用于建立与测量装置的连接,并且它们需要复杂的信号处理。此外,由于光纤在铸造部件的增强结构中的布置,所以它们不适合集成到制造过程中。
6.在wo 2011/137909 a1中,描述了用于生产风力涡轮机部件的方法,该风力涡轮机部件具有嵌入于其中的一个或多个无线装置。该方法包括在模具中提供纤维增强材料并将一个或多个无线装置添加到可固化树脂中的步骤,该可固化树脂与无线装置一起被引入模具中,使得树脂和无线装置灌注通过纤维增强材料。
7.us 2009/0243128 a1描述了用于在复合零件的真空模制期间使用模具收集数据的系统,该模具包括密封至工具的气密、柔性膜。该系统包括在零件上的不同位置处与模具的内部联接的多个膜传感器。
8.从us 2008/0150701 a1已知用于注射模制带有集成rfid标签的塑料制品的设备。该设备包括注射模制机,该注射模制机包括熔体储存器和rfid注射元件。为了生产模制的塑料制品,在注射模制过程期间将rfid标签注射到液态塑料树脂中。
技术实现要素:
9.因此,本发明的目的在于提供用于在基于树脂灌注的铸造过程中制造构件的方法,该方法有利于监测树脂在模具中的位置。
10.根据本发明,该问题通过如开头描述的方法解决,其中该方法包括以下步骤:
‑ꢀ
提供模具、至少一个部件、树脂、至少一个测量装置和至少一个传感装置,其中传感装置具有随温度和/或当传感装置与树脂发生接触时可测量地改变的至少一个性质,
‑ꢀ
将至少一个传感装置附接到模具的内表面和/或附接到部件,
‑ꢀ
将部件布置在模具内侧,
‑ꢀ
向模具的至少一个入口提供树脂,并且
‑ꢀ
通过测量装置无线地测量和评估传感装置的性质,以用于监测温度和/或树脂在模具中和/或在部件中的分布。
11.通过测量所述测量装置的传感装置的性质,可确定传感装置的温度。额外地或替代地,传感装置与树脂的接触可通过由传感装置与树脂的接触引起的传感装置的性质的改变来检测。当传感装置与树脂发生接触时,因此当树脂到达传感元件的位置处时,传感装置的性质改变并且该性质的改变可使用测量装置无线地测量。
12.测量装置适于无线地测量传感装置的随温度和/或当传感装置与树脂发生接触时可测量地改变的至少一个性质。作为树脂,例如可使用环氧树脂或聚氨酯。测量和评估特别是随时间重复以测量温度和/或以检测树脂与一个或多个传感装置的接触并因此以检测树脂分别在传感装置的位置处或模具的内部的进入。对于温度和/或与树脂的接触的测量,可由测量装置测量传感装置的同一性质或两个或更多个不同性质。
13.通过将至少一个传感装置附接到模具的内表面和/或附接到部件,分别获得了传感装置到模具的内部或在模具内侧的部件的直接定位,其中所述部件由用于构件制造的树脂灌注。性质的无线测量具有的优势在于,可避免在模具内侧钻孔和/或提供在测量装备和传感装置之间的连接。不需要缆线消除了模具穿透的需要,模具穿透导致损害所制造的构件的质量的泄漏。此外,传感装置附接到模具的内部和/或附接到部件允许针对每个单个制造过程重新定位传感器,以及允许在每个制造过程中调整所利用的传感装置的数量。这特别有利于原型的制造和/或生产测试运行的制造,其可能需要分别使用较大数量的测量点或传感装置。
14.将一个或多个传感装置附接到模具和/或部件提供了空间分辨率,使得可检测温度分布和/或树脂的当前位置、或树脂灌注到模具中和/或灌注到部件中的深度。部件可特别是浸透树脂的部件,例如织物增强部件,特别是玻璃纤维垫或类似物。在铸造构件后,至少一个传感装置可保留在构件内侧和/或在构件的表面内。还可能的是,在铸造过程后从构件移除至少一个传感装置。
15.特别可能的是,至少一个测量装置在模具外部位于下述位置中,在该位置中可测量传感装置中的一个或多个,特别是模具内侧的所有传感装置,使得特别是可监测树脂在模具的整个内部的分布。优选地,传感装置可在至少0
°
c和90
°
c之间,更优选地在0
°
c和150
°
c之间,的温度范围中能够分别检测温度和/或与树脂的接触,或者在其性质上表现出可测量的改变。优选地,通过评估传感装置的性质,传感装置和/或测量装置包括至少1℃的温度精度。
16.在本发明的优选实施例中,多个传感装置布置在模具处和/或在部件处的不同位置处。通过在模具处和/或在部件处提供多个传感装置,可获得温度分布和/或到模具中和/或到部件中的树脂分布的空间分辨率。传感装置可在铸造之前附接到模具和/或附接到部件。还可能的是,特别地,附接到模具的传感装置以这样的方式附接,即在制造构件之后传感装置保持在其位置上,使得其可在随后的铸造过程中重新使用。
17.优选地,在将部件布置在模具中后,在部件上布置至少一个另外的部件和/或支撑元件,其中至少一个另外的传感装置附接到另外的部件和/或附接到支撑元件,特别是与传感装置相对或与附接到模具和/或部件的传感装置中的至少一个相对。通过还向放置在模具内侧的另外的部件提供传感装置,还可监测树脂到另外的部件中的灌注。当在部件和另外的部件之间放置有不由树脂灌注的刚性芯部件使得部件和另外的部件分开时,这是特别有用的,使得它们可由树脂不同地灌注。还可能的是,将另外的传感装置附接到支撑元件,例如模芯,该支撑元件用于在铸造过程期间在模具中支撑一个或多个部件。
18.附接到另外的部件的传感装置可特别是布置为与传感装置相对或与附接到模具和/或部件的传感装置中的至少一个相对,使得有利于附接到模具和/或部件的传感装置的性质以及附接另外的部件的传感装置的性质的测量,并且由于传感装置的邻近定位,所以该测量可由一个测量装置进行。
19.在本发明的优选实施例中,至少一个测量装置布置到模具的外表面,特别是与传感装置相对和/或与传感装置中的至少一个相对;和/或至少一个手持装置用作为测量装置。还可能的是,使用手持装置和布置在模具的外表面上的因此布置在模具的外部的测量装置的组合。布置在模具的外表面处的至少一个测量装置可例如永久地安装到模具,其中额外的手持装置可在下述过程中使用,在所述过程中使用了额外数量的传感装置以监测在模具内部中的树脂流动前锋。
20.测量装置可能够就存在于测量装置和传感装置之间的障碍物校正与传感装置的性质相关的测量值。这样的障碍物可以是例如布置在模具的外表面上的加热管,该加热管用于在树脂分别灌注到模具或部件中后固化树脂。这样的加热管可由例如如同铜的金属组成,并且因此可影响传感装置的性质的无线测量。然而,通过例如在测量装置中应用对应的校正函数,可至少部分地补偿障碍物的影响。
21.在本发明的优选实施例中,至少一个传感装置是无源供电的,特别是通过测量装置以电磁场形式提供的能量供电。通过使用无源供电的传感装置,传感装置的简单且廉价的构造是可能的,从而有利于在制造过程中使用多个传感装置。通过为至少一个传感装置无源供电,特别是通过从测量装置提供的能量供电,不必为传感装置提供额外的能量源。而且,也不需要缆线连接以向至少一个传感装置供电。此外,无源供电的传感装置和有源供电的传感装置的组合是可能的,特别是如果对于传感装置中的一些布置在距测量装置较大的距离处,使得有源供电的传感装置的有源传输可用于桥接该距离。
22.优选地,射频识别元件用作为传感装置,并且射频识别读取器用作为测量装置。射频识别(rfid)元件具有的优势在于它们生产便宜。此外,它们可无源供电,特别是由rfid读取器供电,从而不需要电池电源,这额外减小了传感装置的尺寸和成本。此外,分别使用rfid元件作为传感装置和rfid读取器作为测量装置,简单的信号处理和简单的数据收集是可能的。
23.在本发明的优选实施例中,射频识别元件的,特别是射频识别元件的天线的,射频阻抗用作为射频识别元件的性质。rfid元件或其天线分别与树脂的接触分别引起rfid元件或其天线的阻抗的改变。此外,阻抗也可取决于温度,使得温度测量也成为可能。该改变可分别由测量装置或rfid读取器无线地检测。
24.rfid元件的射频(rf)阻抗的改变可例如由测量装置通过评估用于将传感装置天线匹配到rfid读取器的自适应rf阻抗设置来确定。
25.优选地,至少一个传感装置包括温度测量单元,其确定对应于传感装置的温度的温度信息;识别单元,其提供特定于传感装置的识别信息;压力测量单元,其确定对应于作用在传感装置上的压力的压力信息;和/或电容测量单元,其确定对应于传感装置附近的电容量的电容信息;其中测量装置从至少一个传感装置读取温度信息、识别信息、压力信息和/或电容信息。
26.通过提供来自传感装置的更多信息,例如关于模具内侧的压力和/或传感装置附近的电容,可在制造过程期间获得额外的数据。温度测量单元可用于温度测量,其替代或额外于传感装置的所述性质或性质的根据温度的改变。通过提供特定于一个传感装置的识别信息,多个传感装置可例如由一个单个测量装置读出。从传感装置获得的不同信息和/或为了确定温度和/或确定树脂的进入而评估的性质可分别匹配到特定传感装置或特定传感装置的位置,使得将测量信息和/或树脂的存在匹配至特定位置也容易地变得可能。
27.用作为传感装置的rfid元件可包括芯片和天线,其中芯片可包括温度单元、识别单元、压力测量单元和/或电容测量单元。由这些单元测量的相应信息可在读出过程期间从rfid元件传输到rfid读取器。
28.在本发明的优选实施例中,至少一个传感装置包括柔性和/或粘性附接部分,特别是带有粘性表面的柔性基底,其中附接部分用于将传感装置附接到模具的内表面和/或附接到部件。柔性和/或粘性附接部分有利于将传感元件附接到模具和/或附接到部件,因为附接部分的形状或者在柔性基底的情况下以及传感装置的形状可分别适应形状,特别是模具的内表面的弯曲,或部件的表面的形状。
29.被提供为rfid元件的传感装置可包括例如柔性电路板,在该柔性电路板上实现传感器和/或rfid元件的天线。此外,可能的是,使用柔性箔作为用于传感装置的附接部分和/或作为基底,使得例如可使用带有贴纸标签类型结构的rfid元件。附接部分或基底可分别包括0.1mm至5mm的厚度,特别是1.5mm的厚度。附接部分或基底的长度和/或宽度分别可在10mm和200mm之间,特别是150mm。
30.优选地,至少一个测量装置连接到计算装置,其中计算装置根据使用传感装置测量的温度控制模具的加热器和/或确定描述在模具中和/或在至少一个部件中的树脂分布的树脂分布信息,和/或其中计算装置控制用于向模具提供树脂的模具的另外的入口的至少一个阀。
31.模具可包括加热装置,其例如用于在树脂灌注过程期间和/或在树脂灌注后的固化过程期间加热模具。计算装置可根据在树脂灌注期间和/或在固化过程期间使用传感装置测量的温度控制模具的加热器。
32.计算装置可包括显示单元,在该显示单元上显示模具中的树脂分布。额外地,当由至少一个传感装置提供如同温度信息、压力信息、电容信息和/或识别信息的额外信息时,
该信息也可在计算单元中处理和/或由计算单元的显示单元显示以有利于铸造过程的控制。还可能的是,计算单元将树脂分布信息和/或一个或多个其他信息提供给另外的计算单元和/或数据存储装置。
33.对模具内侧的树脂的分布的知晓可用于其中使用用于向模具的内部提供树脂的多个入口的过程。通过提供确定树脂分布信息的计算单元,自动控制这些入口或这些入口的阀分别成为可能,使得可根据树脂分布信息控制另外的入口的打开,从而例如可防止在模具的内部中和/或在部件中包含空气。
34.在本发明的优选实施例中,模具包括完全封闭模具的内部的至少两个部分。由于传感装置和由测量装置对至少一个传感装置的无线测量,在确定树脂在模具内侧的位置的同时使用所谓的封闭模具成为可能,该封闭模具完全封闭模具的内部。通过使用传感装置,在模具内侧的树脂分布或树脂的流动前锋的位置成为可能而无需目视检查,使得特别是可使用不透明的模具,例如玻璃纤维模具。
35.优选地,玻璃纤维垫用作为部件和/或作为另外的部件和/或芯部件布置在部件和另外的部件之间,其中芯部件特别是轻木或聚对苯二甲酸乙二醇酯(pet)泡沫。玻璃纤维垫可具有例如20mm至30mm的厚度。芯部件可具有例如在15mm到100mm之间的厚度。
36.在本发明的优选实施例中,在提供树脂期间至少对模具的内部施加真空。在基于树脂灌注的制造过程中使用真空,可通过从模具和/或部件去除空气来改善树脂到至少一个部件中的进入。
37.优选地,作为构件,风力涡轮机叶片被制造。特别是对于大型构件(如同例如风力涡轮机叶片)的制造,为了在铸造过程中生产构件,必须用树脂灌注大的面积和体积。因此,使用传感装置监测模具内侧的树脂分布对于制造如同风力涡轮机叶片的大型构件是特别可行的。
38.根据本发明的风力涡轮机叶片以根据本发明的方法制造。
39.根据本发明的方法的优势和细节对应地适用于根据本发明的风力涡轮机叶片。
附图说明
40.通过结合附图考虑的以下详细描述,本发明的其他目的和特征将变得显而易见。然而,附图是仅出于说明目的设计的原理草图,并且并不限制本发明。附图示出了:图1
‑
7图示根据本发明的方法的实施例的不同步骤的模具的剖视图,图8模具的透视图,以及图9根据本发明的风力涡轮机叶片。
具体实施方式
41.在图1
‑
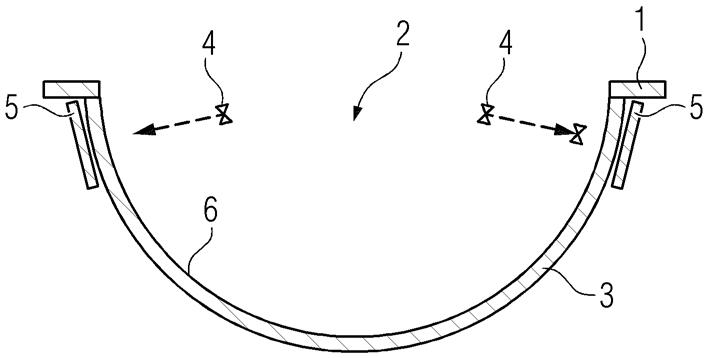
7中,示出了根据本发明的方法的实施例的不同步骤。在图1中,示出了提供用于在基于树脂灌注的铸造过程中制造构件(例如风力涡轮机叶片)的模具1。模具1是封闭模具,其包括完全封闭模具1的内部2的至少两个部分。在根据本发明的方法的第一步骤中,提供模具1的下部分3。两个传感装置4附接到模具1的内表面6。与传感装置4中的每个相对,在模具1的外表面上,布置测量装置5。
42.传感装置4是射频识别(rfid)元件,其定位在模具1内侧的不同位置处,用于监测
温度和/或到模具中的树脂灌注。传感装置4包括随温度和/或当传感装置4与在模具1的内部2中提供的树脂发生接触时可测量地改变的性质。用作为传感装置4的rfid元件每个均包括天线,其中射频识别元件的射频阻抗随温度和/或当传感装置4与树脂发生接触时改变。
43.为了无线测量传感装置4的改变的性质,测量装置5是射频识别读取器(rfid读取器),其可读出传感装置4的随温度和/或在传感装置4与树脂接触时改变的至少一个性质。rfid元件的射频阻抗的改变可例如由测量装置5检测,以量化用于将传感装置4的天线匹配到测量装置5的自适应rf阻抗设置。
44.传感装置4能够在至少0
°
c和90
°
c之间,优选地在0
°
c和150
°
c之间的温度范围中操作,并且因此能够在灌注期间和/或在随后的固化步骤期间在树脂的温度范围内操作。安装在模具1的外表面上的测量装置5设计为承受树脂的固化过程期间达到的温度,例如在0℃至90℃之间的温度。
45.每个传感装置4包括柔性和/或粘性附接部分,其由带有粘性表面的柔性基底提供,其中附接部分用于将传感装置4附接到模具1的内表面和/或附接到放置在模具1内侧的部件7。被提供为rfid元件的传感装置4包括柔性电路板,在该柔性电路板上实现传感器和rfid元件的天线。例如,可使用带有贴纸标签类型结构的rfid元件。附接部分或基底分别包括0.1mm至5mm的厚度,特别是1.5mm的厚度。附接部分或基底的长度和/或宽度分别在10mm和200mm之间,特别是150mm。
46.在图2中,至少一个部件7布置到模具1的内表面6。部件7例如是具有20mm至30mm的厚度的玻璃纤维垫,其在铸造过程中由树脂浸透。在部件7的顶上放置至少一个芯部件8,该芯部件8在所述过程期间可不用树脂灌注。芯部件8可例如由聚对苯二甲酸乙二醇酯(pet)泡沫或轻木制成。芯部件8可具有例如在15mm至100mm之间的厚度。在芯部件8的顶上,布置另外的部件9,该另外的部件9例如是根据部件7的玻璃纤维垫。在制造过程中,作为由至少一个部件7、至少一个芯元件8和至少一个元件9组成的构件,风力涡轮机叶片可被制造。
47.在另外的部件9上,附接额外的传感装置10,使得在基于树脂的灌注过程期间,也可使用测量装置5测量到另外的部件9中的树脂灌注。
48.如图3中描绘的,两个模芯11放置在模具1的内部2中作为支撑元件,用于在铸造过程期间支撑部件7、芯部件8和另外的部件9朝向彼此。还可能的是,在模芯11之间布置一个或多个另外的传感装置10。
49.在图4中,额外的部件12、额外的芯部件13以及额外的另外的部件14放置在模芯11顶上以用于生产在铸造过程中制造的构件。额外的部件12和额外的另外的部件每个分别是根据部件7或额外的部件9的玻璃纤维垫。可能的是,传感装置4和/或额外的传感装置10也附接到额外的部件12和/或附接到额外的另外的部件14。
50.如图5中示出的,然后将模具的上部分16放置在模具1的内部2中的部件的顶上,从而封闭模具1的整个内部2。之后,真空施加到模具1的内部2,以便去除内部2内的空气和/或部件内的空气,特别是在被提供为织物结构的部件7、12和另外的部件9、14中的空气。
51.之后,如图6中描绘的,如由箭头18描绘的,树脂从入口17提供到模具的内部。通过使用传感装置4、10,可分别确定树脂到模具1的内部2中,或部件7、9中的进入。例如,当树脂已经到达在模具1的左侧上的传感装置4和10的位置时,传感装置4和10的性质改变,使得在模具1的左侧上的传感装置4、10的接触可通过在模具1的左侧上的测量装置5测量。例如,如
果同时树脂尚未到达在模具1的右手侧上的传感装置4、10的位置,则在模具1的右手侧上的测量装置5测量不到在模具1的右手侧上的传感装置4、10的性质的改变。
52.如在图7中描绘的,被提供为rfid元件的传感装置4、10由测量装置5无源供电,特别是由从测量装置5发射的电磁场供电,如箭头15指示的那样。这具有的优势是传感装置4、10本身不必包含电源,因此在传感装置4、10中不必包括电池或类似物。
53.用作为传感装置4的rfid元件每个包括天线,其吸收从测量装置5发射的能量的部分并将信号发送回测量装置5,其中传感装置4、10与树脂的接触可以被检测为相应的传感装置4、10的天线的rf阻抗的改变。此外,无源供电传感装置4和有源供电传感装置的组合是可能的,特别是如果对于传感装置中的一些布置在距测量装置较大的距离处,例如在模芯11之间,使得有源供电传感装置的有源传输可用于桥接至测量装置5的距离。
54.可能的是,在模具1的外表面19处布置模具1的加热器的一个或多个加热管20,其中根据测量装置5的位置,考虑由加热管20带来的障碍,对来自传感装置4、10的接收信号进行校正。
55.在图8中,示出了模具1的透视图,其中风力涡轮机叶片21作为在模具1内侧铸造的部件被制造。在模具1的外表面上,布置多个测量装置5,每个测量装置5邻近一个或多个传感装置4,该一个或多个传感装置4附接到模具1和/或部件7和/或一个另外的传感装置10,该一个另外的传感装置10附接到另外的部件9。
56.测量装置5每个连接到计算装置22,其中计算装置22确定温度和/或树脂分布信息,该树脂分布信息描述分别在模具1中和/或在至少一个部件7、或另外的部件9中的树脂分布。因此,所有测量装置5连接到计算装置22(未示出所有连接),使得可以以足够的空间分辨率确定温度和/或树脂分布。
57.可能的是,计算装置22连接到用于向模具1提供树脂的模具1的另外的入口(未示出)的至少一个阀。这允许通过随后打开模具1的一个或多个另外的入口的阀来控制到模具1中的树脂灌注,使得例如可避免在铸造过程期间空气滞留在模具内侧。此外,计算装置22可包括显示单元23,树脂分布信息描绘在显示单元23上。计算装置22还根据使用传感装置确定的温度控制模具1的加热器以加热加热管20。传感装置4、10可规律地用于确定温度和/或模具1中的树脂分布,例如每分钟一次。
58.可能的是,传感装置4、10每个包括温度测量单元,其确定对应于传感装置4、10的温度的温度信息。温度信息可在传感装置4、10的读出过程期间传输到测量装置5并发送到计算装置22。额外于或替代于使用传感装置4、10的性质的根据温度的改变的温度测量,可使用传感装置4、10的温度测量单元进行温度测量。分别通过评估传感装置的性质和/或通过使用传感装置4、10的温度测量单元,传感装置4、10和/或测量装置5包括至少1
°
c的温度精度。
59.可能的是,传感装置4、10每个包括识别单元,其提供特定于传感装置4、10的识别信息;压力测量单元,其确定对应于作用在传感装置4、10上的压力的压力信息;和/或电容测量单元,其确定对应于传感装置4、10附近的电容量的电容信息。
60.此外,识别信息、压力信息和/或电容信息可由测量装置5读出并且特别是还发送到计算装置22。在计算装置22处获得的额外信息可显示在显示单元23上,使得例如操作者可分别控制信息或由信息描述的参数。
61.额外于或替代于附接到模具1的外表面的测量装置5,手持装置可用作测量装置5以测量当传感装置4、10与树脂发生接触时改变的传感装置4、10的性质。这允许例如在原型的生产过程中和/或在生产测试期间使用增加的数量的传感装置4、10,使得对于布置在模具1的内部2内的传感装置4、10中的每个,测量单元5不是必须被安装到模具1的外部。
62.在图9中,示出了以根据本发明的方法制造的风力涡轮机叶片21。可能的是,风力涡轮机叶片21包括在风力涡轮机叶片21的壳结构的外部表面或内部表面上和/或在形成风力涡轮机叶片21的壳结构的部件之间的一个或多个传感装置4、10。
63.尽管已经参考优选实施例详细描述了本发明,但是本发明不限于所公开的示例,技术人员能够从示例中得出其他变型而不脱离本发明的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1