一种基于木纹的仿生3D打印方法与流程
一种基于木纹的仿生3d打印方法
技术领域
1.本发明涉及3d打印技术领域,尤其是涉及一种基于木纹的仿生3d打印方法。
背景技术:
2.3d打印技术是一种将熔融或粉末状原材料通过某种外界条件逐渐堆叠累积,最终形成目标零件的技术。根据其打印原理,按照打印方式又可分为很多种:如fdm打印(熔融沉积成型)、光固化打印、激光烧结打印等,其中fdm的3d打印方式是技术最为成熟,成本最低,最易实现,且拓展性最强,发展大有潜力。然而目前fdm零件采用的大多是网格、蜂窝等均匀同构的填充方式,这些均匀同构的填充结构与零件实际环境工况载荷下的应力场并不匹配,导致零件的结构效率较低。
技术实现要素:
3.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种基于木纹的仿生3d打印方法。
4.本发明的目的可以通过以下技术方案来实现:
5.一种基于木纹的仿生3d打印方法,包括以下步骤:
6.1)木材切片及图像拍摄:对目标木材分层切片,并对每一层的纹理进行图像拍摄;
7.2)图像形状变换:对拍摄得到的木纹图像进行形状变换;
8.3)图像像素变换:进行图像像素处理,包括图像灰度处理、图像模糊降噪处理以及图像边缘提取;
9.4)像素点坐标提取:对边缘提取得到的黑白两色边缘轮廓图像进行提取得到白色边界像素点的坐标,并形成横纵坐标表格文件;
10.5)模型化木纹边界:以三维实体物理模型的形式复现边界点并形成边界线;
11.6)路径g代码生成:将生成的三维实体化的木纹轨迹生成能够被3d打印机识别的g代码;
12.7)3d打印成型:根据每层打印路径对应的g代码进行3d打印。
13.所述的步骤1)中,通过刨削、铣削对目标木材进行分层切片,切片的厚度根据打印层高和预期打印精度确定,具体选择为正整数倍的打印层高。
14.所述的步骤2)中,采用图像透视变换方法进行形状变换,统一各层木纹图像的角度和大小,使层与层之间能够衔接。
15.所述的步骤3)中,图像灰度处理具体为:
16.去除图像的颜色信息,只保留色彩深浅信息,将图像的3维像素信息转化为1维。
17.所述的步骤3)中,图像模糊降噪处理具体为:
18.通过中值降噪的方法去除噪点信息,从而更好地识别边界。
19.所述的步骤3)中,图像边缘提取具体为:
20.根据像素变化梯度阈值筛选提取木纹图像的边缘,形成一个仅有黑白线条的图
像,即最终要打印的线条轨迹。
21.所述的步骤5)具体包括以下步骤:
22.51)读取横纵坐标表格文件整合形成模型中点的三维坐标信息,然后将其烘焙到rhino平台当中,形成实体的坐标点;
23.52)通过rhino平台中创建曲线的方式,以最近点排序拟合创建曲线,将模型中的点联结形成一条闭合曲线,再通过后处理去除杂质曲线段和毛刺,最终得到三维实体物理模型。
24.所述的步骤6)中,每层的打印路径各不相同,在生成g代码时通过调整每一层的初始打印高度和打印层数,并按照层间顺序依次将各段g代码拼接起来形成最终g代码。
25.所述的步骤7)中,打印机具体采用fdm的3d打印方式,打印材料为pla高分子材料。
26.该方法参考天然连续纤维结构的木材在特定方向上具有较强的强度和韧性,将木材的生长过程视为长纤维逐渐累积的过程,将仿生思想应用于木纹规划的打印路径中,实现仿生结构的3d打印。
27.与现有技术相比,本发明具有以下优点:
28.一、本发明设计从最初木纹图像采集到最终零件打印,初步实现了仿生学在3d打印领域的应用,证实了基于木纹进行打印路径规划的可行性,为3d打印又增添了一种新的结构填充方式。
29.二、本发明目前实施例中选择的pla纯聚合物,若将这种材料部分替换为连续纤维则可以更好地拟合自然界中的木材结构,使其强度和刚度等力学性能进一步提升。
30.三、本发明能够与人工智能机器学习相结合,广泛采集各类木材纹理数据,并进行学习,使其可以根据自然界木纹的生长规律自动生成木材纹理,更能够使这项技术得到广泛的应用。
31.四、木纹仿真打印仅为打印本方法的一个实施例,除木纹之外,本仿生思想方法还可以应用于其他仿生结构的3d打印,如骨骼、竹子、蛛网结构、蜻蜓翅膀等仿生结构。
附图说明
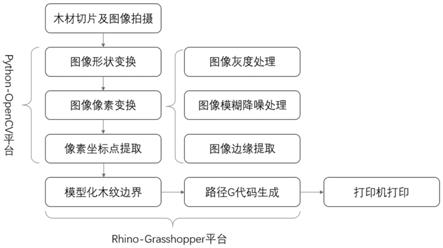
32.图1为本发明的总体思路框图。
33.图2为图像形状变换效果,其中,图(2a)为木板实物图,图(2b)为采用图像透视变换后的图像。
34.图3为图像灰度处理效果图,其中,图(3a)为灰度处理前的图像,图(3b)为灰度处理后的图像。
35.图4为图像中值降噪处理效果图,其中,图(4a)为中值降噪处理前的图像,图(4b)为中值降噪处理后的图像。
36.图5为图像边缘提取效果图。
37.图6为边界点模型化效果图。
38.图7为三维实体曲线图。
39.图8为实例路径生成对比,其中,图(8a)为原图像,图(8b)为路径生成后的图像。
40.图9为变截面打印仿真结果。
41.图10为变截面打印成品,其中,图(10a)为打印成品反面,图(10b)为打印成品正
面。
具体实施方式
42.下面结合附图和具体实施例对本发明进行详细说明。
43.本发明提供一种基于木纹的仿生3d打印方法,该方法主要基于python
‑
opencv以及rhino
‑
grasshopper两大平台完成,具体包括木材切片及图像拍摄、图像形状变换、图像像素变换、像素点坐标提取、模型化木纹边界(包括后处理)、路径g代码生成、打印机打印等步骤,如图1所示,具体描述如下:
44.(1)对目标木材分层切片(如:刨削、铣削等)并对每一层进行图像拍摄,切片厚度依据打印层高以及预期打印精度而定。如fdm打印层厚为0.2mm,则可以选择切片厚度为0.2mm,若切割设备精度有限,也可以选择0.2mm
×
n的切片厚度,如:0.4mm等。每切削一层后需要使用拍摄设备对该层纹理进行拍摄,从而提取图像纹理。理论上来讲应当保证每一层的拍摄角度、大小几乎相同,但由于实际情况难以实现,故选择软件对图像形状变换来实现,适当降低了对拍摄的要求;
45.(2)在得到每一层的木纹拍摄图片后,需要将其形状变换(如裁剪和拉伸),使得图像当中仅保留需要的木纹信息,并且统一不同层木纹图片的角度和大小,使层与层之间能够衔接;
46.(3)得到统一大小和角度的不同层木纹图片后,分别对其进行图像像素处理,包括图像灰度处理、图像模糊降噪处理以及图像边缘提取等步骤。其中,灰度处理将图像的像素从三维转换到一维;模糊降噪将图像中的噪音去除,从而更好地识别边界;边缘提取按照像素变化梯度阈值筛选出木材纹理线条,通过这些步骤可以逐步将上述形状变换后的图像转换为只有黑白两色的边缘轮廓图像;
47.(4)筛选出符合预期的像素点的位置,即白色边界像素点的坐标,并将其导出为数据文件,将该数据文件转移到rhino软件,以三维模型的形式复现这些边界点,并通过软件内工具将其连接形成边界线;
48.(5)在rhino
‑
grasshopper插件当中编写程序,将边界线形成打印机能够读取的g
‑
code文件,注意的是,每层的打印路径和g
‑
code各不相同,因此需要在生成g代码时调整每一层的初始打印高度和打印层数n,并按照层间顺序依次将各段g代码拼接起来形成最终g代码;
49.(6)最后,即可将g代码交给打印机进行打印。
50.实施例
51.1、图像拍摄及形状变换
52.对于同一块木板,需要对其每一层进行拍照和图片处理,从而保证其能够达到所要求的尺寸大小,并且必需要保证每一层的大小、放缩比例和截取图片位置完全相同,因此不能通过人工来处理(难免会有误差),而是需要程序来处理这一系列图片。在实际操作的木纹识别当中,采用摄像设备等进行拍摄时,可能不一定完全确保镜头正对实物,从而导致每张图片拍摄的角度和距离都有所不同,最终识别的线条有很大出入,甚至每一层之间不能很好衔接,因此选择采用图像透视变换方法。其转换效果如图2所示。
53.2、图像像素变换
54.图像的像素变换包括图像灰度处理、图像模糊降噪处理以及图片的边缘提取。
55.图像灰度处理:丢失掉图像的颜色信息,只保留其色彩深浅信息。将图片的3维像素信息转化为1维,从而方便进行后续处理,灰度转换效果如图3所示。
56.图像模糊降噪处理:由于拍摄方式和环境等因素较为多变,拍摄出来的图片当中常常具有较多无用信息,如噪点等。如果直接进行边缘提取,则会容易将这些“杂质”部分也当做有效信息的一部分并对其提取边缘,这样就会降低最终打印效果,因此通过模糊降噪的方法来去除噪点等“杂质”信息是很有必要的。中值降噪效果前后对比图如图4所示。
57.图像边缘提取:这也是前面操作的全部目的——将木纹图像的边缘提取出来,形成一个只有黑白线条的图像,也就是最终要打印的线条轨迹,尝试不同梯度阈值,对比采用最合适梯度区间进行边缘提取,效果如图5所示。
58.通过观察边缘提取效果,若区间过高,本该是边界的地方则不会被提取出来,导致边界线过于稀疏;若区间过低,那么不是边界线的位置也会被当做边界提取出来,导致边界线过于复杂,因此该区间值需要通过多次尝试确定,不同图片的合适区间也不同。
59.3、像素点坐标提取
60.上述操作当中已经得到了仅有黑白线条的一张图片,而要做的是将这张图片中的线条转化成3d打印机能够识别的路径。很明显,一张图片内的线条是远远不够的。因此,需要通过这项操作来将整个图像中的特定像素点(即打印线条上的点)的坐标提取出来,形成一个数据文件,生成白色像素点的横纵坐标的表格文件。
61.本例中通过编写一个python程序,即一个循环语句进行白色边界像素点的筛选,原理为:循环遍历读取图像上的每一个像素点的像素值,若该值为255(或其他值,根据需要筛选的像素进行设定),则记录这点的横纵坐标,即白色像素点位置,将其收集到一个数组当中,依此往复,最后再利用pandas库中的功能将该数组中的数据导出成为csv数据列表文件。
62.4、模型化木纹边界
63.模型化坐标文件主要分为两步:第一步先利用gh读取横纵坐标两个表格文件,并将其整合,形成模型中点的三维坐标信息(同一层中的z坐标相同),然后将其“烘焙”(bake)到rhino平台当中,形成实体的坐标点。第二步通过rhino当中创建曲线的方式——以最近点排序拟合创建曲线,将模型中的点联结形成一条闭合曲线,再通过后处理去除一些杂质曲线段和毛刺。通过这两步便可以将横纵坐标文件转化为三维实体物理模型。第一步主要需要用到gh当中的两个模块:“contant as list”和“construct point”两个模块,其功能分别为“读取外部文件数据成列表”和“根据三维坐标数据批量生成点”,将上述坐标点数据文件导入,并进行“烘焙”,便可以在rhino平台当中生成这些点的三维物理模型,效果如图6所示。
64.5、基于grasshopper的g
‑
code生成
65.至此,已经生成了三维实体化的木纹轨迹,接下来便需要将模型生成能够被打印机识别的g代码,通过利用grasshopper当中独特的树形结构以及内置于环境中的python编译环境编写图形程序,可在目标位置生成对应g
‑
code文件。
66.6、实际仿真及打印效果展示
67.按照上文介绍的处理原理和流程进行试验,经过形状变换处理之后的原木板正表
面和识别并后处理后的最终路径对比如图8所示,并将该层路径进行依次平移,得到多个截面的打印路径,从而模拟变截面打印效果。
68.生成路径后依次将其导入grasshopper中进行导出g
‑
code,在cura软件当中进行仿真以及打印实物分别如图9和10所示。
69.本发明为了实现自然界优质高效结构的仿生3d打印,更好的利用连续纤维等复合材料在3d打印中的应用,创造性的考虑了从自然界中找到天然连续纤维结构——木材,树木的生长过程可以类比为长纤维逐渐累积的过程,并且相比于塑料等聚合材料,木材在特定方向上具有较强的强度和韧性,因此,本发明考虑到自然界经历数百万年的自然淘汰规律保留下来木材足以应对自然界中的各种自然力,这与其生长纹理有着不可分割的关系,将木材生长纹理这种仿生思想应用在3d打印当中,从而拓展了3d打印的仿生填充新方式,本发明还可拓展到骨骼、蜘蛛网、蜻蜓翅膀等其他轻质结构仿生3d打印,进而通过3d打印实现自然界优质的仿生结构进而提高打印件的性能。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1