证件卡壳体注塑模具的制作方法
1.本实用新型涉及注塑成型技术领域,具体地是一种证件卡壳体注塑模具。
背景技术:
2.通常证件卡均是放置在壳体中,以保护证件卡不被刮花和不被污染,且可将证件卡挂于人员的身上,方便使用。证件卡的壳体一般为塑料材质,通过注塑制成,其注塑模具较为单一,虽然为多模腔生产,但是生产效率并不高,且生产时间较长,发生不良率较高。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种证件卡壳体注塑模具,其具有注塑浇道采用热流道,不仅缩短了成型周期,而且提高壳体表面美观度。
4.本实用新型所采取的技术方案是:提供一种证件卡壳体注塑模具,它自下而上依次包括后模组件、前模组件及热流道组件,
5.所述后模组件包括后模固定座、后模仁及后模镶块,所述后模仁位于后模固定座上,所述后模仁开有后模定位槽,所述后模镶块位于后模定位槽内,所述后模镶块设有成型凸块和避位凹槽;
6.所述前模组件包括前模仁和前模镶块,所述前模仁位于后模仁上,所述前模仁开设有前模定位槽,所述前模镶块位于前模定位槽内,所述前模镶块开设有壳体成型腔,所述壳体成型腔和后模镶块相抵;
7.所述热流道组件包括流道固定板和热主流浇道,所述流道固定板位于前模固定板上,所述热主流浇道位于流道固定板内,所述流道固定板顶端开有注液喷嘴,所述流道固定板内开有注液凹槽,所述注液凹槽均和注液喷嘴及热主流浇道连通,所述注液凹槽内设有一热流道板,所述热流道板嵌设有电加热丝;
8.所述热主流浇道和壳体成型腔连通,所述热主流浇道和壳体成型腔之间设有热分流浇道,所述热分流浇道位于后模镶块的避位凹槽内,所述热分流浇道设有浇口,所述浇口连通至壳体成型腔。
9.采用以上结构后,本实用新型具有以下优点:与现有技术相比,模具中采用热流道板对塑胶进行熔融,即热流道技术,采用热流道技术的模具可采用点浇口多模腔的注塑方式,不仅可以采用较小的注塑压力,提高生产效率,而且点浇口方式可以将进胶口连接至壳体成型腔的内侧,可使进胶口从侧面进胶,从而成型后的壳体的浇口痕迹隐藏于壳体内侧面,提高了壳体表面外观美观度。
10.优选地,所述壳体成型腔数量为四个,均匀分布于前模镶块,形成四点注塑结构,提高注塑效率。
11.优选地,所述热主流浇道个数也为四个,且和壳体成型腔一一对应分布,对应每个浇口的流道均为热流道,形成四点热流道注塑结构。
12.优选地,所述热流道板通过定位柱悬空固定于注液凹槽内,使得注液凹槽内的塑
胶能流通无阻碍,防止形成死角而堆积塑胶。
13.优选地,所述电加热丝均匀分布于热流道板上下端端面,使得注液凹槽内的塑胶能充分且快速地熔融。
14.优选地,所述后模仁各角处设有用以导向的导柱,所述前模仁设有与导柱相适配的导向孔,方便前模仁导向。
附图说明
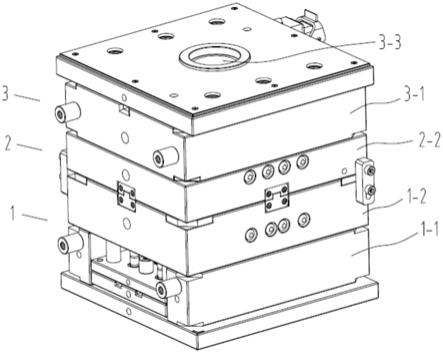
15.图1是本实用新型整体结构图。
16.图2是本实用新型中热主流浇道结构图。
17.图3是本实用新型中外壳成型腔结构图。
18.图4是本实用新型中后模仁结构图。
19.图5是本实用新型中热流道组件结构图。
20.其中,1、后模组件;1-1、后模固定座;1-2、后模仁;1-3、后模镶块;1-4、成型凸块;1-5、避位凹槽;1-6、导柱;1-7、后模定位槽;
21.2、前模组件;2-1、前模镶块;2-2、前模仁;2-3、壳体成型腔;2-4、导向孔;
22.3、热流道组件;3-1、流道固定板;3-2、热主流浇道;3-3、注液喷嘴;3-4、热分流浇道;3-5、浇口;3-6、注液凹槽;3-7、热流道板;3-8、电加热丝。
具体实施方式
23.下面结合附图和具体实施方式对本实用新型作进一步说明。
24.本实施例提供一种证件卡壳体注塑模具,如图1、2所示,它自下而上依次包括后模组件1、前模组件2及热流道组件3,后模组件1包括后模固定座1-1、后模仁1-2及后模镶块1-3,后模仁1-2位于后模固定座1-1上,后模仁1-2开有后模定位槽1-7,后模镶块1-3位于后模定位槽1-7内,后模镶块1-3设有成型凸块1-4和避位凹槽1-5;前模组件2包括前模仁2-2和前模镶块2-1,前模仁2-2位于后模仁1-2上,前模仁2-2开设有前模定位槽,前模镶块2-1位于前模定位槽内,如图3所示,前模镶块2-1开设有壳体成型腔2-3,壳体成型腔2-3和后模镶块1-3相抵。
25.热流道组件3包括流道固定板3-1和热主流浇道3-2,流道固定板3-1位于前模固定板上,热主流浇道3-2位于流道固定板3-1内,流道固定板3-1顶端开有注液喷嘴3-3,外部塑胶从注液喷嘴3-3处注入,注液喷嘴3-3和热主流浇道3-2连通,流道固定板3-1内开有注液凹槽3-6,注液凹槽3-6均和注液喷嘴3-3及热主流浇道3-2连通,注液喷嘴3-3、热主流浇道3-2及壳体成型腔2-3依次连通,热主流浇道3-2和壳体成型腔2-3之间设有热分流浇道3-4,如图4所示,热分流浇道3-4位于后模镶块1-3的避位凹槽1-5内,热分流浇道3-4设有浇口3-5,浇口3-5连通至壳体成型腔2-3。
26.本实施例中,壳体成型腔2-3数量为四个,均匀分布于前模镶块2-1上,相应地,热主流浇道3-2个数也为四个,和壳体成型腔2-3一一对应分布,热主流浇道3-2垂直设置。
27.如图5所示,注液凹槽3-6内设有一热流道板3-7,热流道板3-7嵌设有电加热丝3-8,从注液喷嘴3-3进来的塑胶经过热流道板3-7电加热丝3-8加热后热化熔融,熔融后的塑胶再进入热主流浇道3-2,电加热丝3-8均匀分布于热流道板3-7上下端端面,本实施例中,
电加热丝3-8数量为四条,分别绕热主流浇道3-2口设置。
28.电加热丝3-8通过电源接口外接设备。
29.热流道板3-7通过定位柱悬空固定于注液凹槽3-6内,即热流道板3-7外表面和注液凹槽3-6内壁之间留有间隙,使得熔融后的塑胶在注液凹槽3-6内具有良好的流动性。
30.后模仁1-2各角处设有用以导向的导柱1-6,前模仁2-2设有与导柱1-6相适配的导向孔2-4,以便导向前模仁2-2移动。
31.以上就本实用新型较佳的实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有变化,凡在本实用新型独立要求的保护范围内所作的各种变化均在本实用新型的保护范围内。
技术特征:
1.证件卡壳体注塑模具,其特征在于,它自下而上依次包括后模组件(1)、前模组件(2)及热流道组件(3),所述后模组件(1)包括后模固定座(1-1)、后模仁(1-2)及后模镶块(1-3),所述后模仁(1-2)位于后模固定座(1-1)上,所述后模仁(1-2)开有后模定位槽(1-7),所述后模镶块(1-3)位于后模定位槽(1-7)内,所述后模镶块(1-3)设有成型凸块(1-4)和避位凹槽(1-5);所述前模组件(2)包括前模仁(2-2)和前模镶块(2-1),所述前模仁(2-2)位于后模仁(1-2)上,所述前模仁(2-2)开设有前模定位槽,所述前模镶块(2-1)位于前模定位槽内,所述前模镶块(2-1)开设有壳体成型腔(2-3),所述壳体成型腔(2-3)和后模镶块(1-3)相抵;所述热流道组件(3)包括流道固定板(3-1)和热主流浇道(3-2),所述流道固定板(3-1)位于前模固定板上,所述热主流浇道(3-2)位于流道固定板(3-1)内,所述流道固定板(3-1)顶端开有注液喷嘴(3-3),所述流道固定板(3-1)内开有注液凹槽(3-6),所述注液凹槽(3-6)均和注液喷嘴(3-3)及热主流浇道(3-2)连通,所述注液凹槽(3-6)内设有一热流道板(3-7),所述热流道板(3-7)嵌设有电加热丝(3-8);所述热主流浇道(3-2)和壳体成型腔(2-3)连通,所述热主流浇道(3-2)和壳体成型腔(2-3)之间设有热分流浇道(3-4),所述热分流浇道(3-4)位于后模镶块(1-3)的避位凹槽(1-5)内,所述热分流浇道(3-4)设有浇口(3-5),所述浇口(3-5)连通至壳体成型腔(2-3)。2.根据权利要求1所述的证件卡壳体注塑模具,其特征在于:所述壳体成型腔(2-3)数量为四个,均匀分布于前模镶块(2-1)。3.根据权利要求1所述的证件卡壳体注塑模具,其特征在于:所述热主流浇道(3-2)个数也为四个,且和壳体成型腔(2-3)一一对应分布。4.根据权利要求1所述的证件卡壳体注塑模具,其特征在于:所述热流道板(3-7)通过定位柱悬空固定于注液凹槽(3-6)内。5.根据权利要求1所述的证件卡壳体注塑模具,其特征在于:所述电加热丝(3-8)均匀分布于热流道板(3-7)上下端端面。6.根据权利要求1所述的证件卡壳体注塑模具,其特征在于:所述后模仁(1-2)各角处设有用以导向的导柱(1-6),所述前模仁(2-2)设有与导柱(1-6)相适配的导向孔(2-4)。
技术总结
本实用新型公开了证件卡壳体注塑模具,它自下而上依次包括后模组件、前模组件及热流道组件,所述后模组件包括后模固定座、后模仁及后模镶块,所述前模组件包括前模仁和前模镶块,所述热流道组件包括流道固定板和热主流浇道,所述热主流浇道和壳体成型腔连通,所述热主流浇道和壳体成型腔之间设有热分流浇道,所述热分流浇道位于后模镶块的避位凹槽内,所述热分流浇道设有浇口,所述浇口连通至壳体成型腔。本实用新型其具有注塑浇道采用热流道,不仅缩短了成型周期,而且提高壳体表面美观度。而且提高壳体表面美观度。而且提高壳体表面美观度。
技术研发人员:蒋新连
受保护的技术使用者:宁波优和办公文具有限公司
技术研发日:2021.12.10
技术公布日:2022/5/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1