一种耐腐蚀螺杆转子的制备方法与流程
1.本发明涉及螺杆泵技术领域,尤其涉及一种耐腐蚀螺杆转子的制备方法。
背景技术:
2.螺杆泵是容积式转子泵,它是依靠由螺杆和衬套形成的密封腔的容积变化来吸入和排出液体的。螺杆泵按螺杆数目分为单螺杆泵、双、三和五螺杆泵。目前,现有的螺杆泵的螺杆转子都是采用316l不锈钢,耐腐蚀程度一般,在酸碱环境下,螺杆泵的螺杆转子容易损坏,使用寿命低,螺杆转子的更换频率高,极大的提高了生产成本;怎样提高螺杆转子的耐腐蚀性,成为长期以来难以解决的技术难题。
3.鉴于上述原因,现研发出一种耐腐蚀螺杆转子的制备方法。
技术实现要素:
4.本发明的目的是为了克服现有技术中的不足,提供一种耐腐蚀螺杆转子的制备方法,在螺杆转子的表面喷涂ptfe层,极大的提高了螺杆转子的耐腐蚀性,延长了了螺杆转子的使用寿命,降低了企业的生产成本。
5.本发明为了实现上述目的,采用如下技术方案:一种耐腐蚀螺杆转子的制备方法,所述的一种耐腐蚀螺杆转子,是由:螺杆、连接座、耐腐蚀层构成;螺杆前端设置连接座,螺杆与连接座一体成形构成螺杆转子,所述的螺杆转子外周设置耐腐蚀层。
6.所述的耐腐蚀层的厚度为0.8mm-1mm。
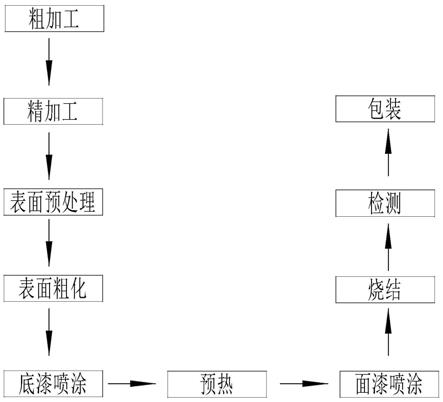
7.工艺流程步骤为:粗加工-精加工-表面预处理-表面粗化-底漆喷涂-预热-面漆喷涂-烧结-检测-包装;
8.粗加工:将不锈钢棒材加工成形;
9.精加工:将成形后的棒材加工至符合规定的尺寸的螺杆转子;
10.表面预处理:将螺杆转子放置在有机溶剂内浸泡30分钟,去除待涂物品表面的油脂类杂质,用清水冲洗螺杆转子表面的有机溶剂;
11.表面粗化:采用喷砂处理的方式清除螺杆转子表面的残余污物,使螺杆转子表面粗糙化;
12.底漆喷涂:对表面粗化后的螺杆转子进行底漆喷涂;底漆厚度为0.1mm;
13.预热:将螺杆转子放置在电炉内预热,预热温度为80
°
;
14.面漆喷涂:将ptfe涂料喷涂在预热后的螺杆转子上,面漆喷涂次数为4次,涂层厚度为0.8-1mm;
15.烧结:将喷涂后的螺杆转子放入高频炉内加热烧结,加热温度为340
°
;
16.检测:对螺杆转子的涂层厚度进行检测;
17.包装:对检测合格的螺杆转子进行包装入库。
18.本发明的有益效果是:本发明在螺杆转子的表面喷涂ptfe层,极大的提高了螺杆转子的耐腐蚀性,延长了了螺杆转子的使用寿命,降低了企业的生产成本;本发明未详细说
明处为现有常用技术。
附图说明
19.下面结合附图对本发明作进一步说明:
20.图1是总装结构示意图;
21.图2是工艺流程图;
22.图中:螺杆1、连接座2、耐腐蚀层3。
具体实施方式
23.下面结合实施例与具体实施方式对本发明作进一步详细说明:
24.实施例1
25.螺杆1前端设置连接座2,螺杆1与连接座2一体成形构成螺杆转子,所述的螺杆转子外周设置耐腐蚀层3。
26.实施例2
27.所述的耐腐蚀层3的厚度为0.8mm-1mm。
28.实施例3
29.工艺流程步骤为:粗加工-精加工-表面预处理-表面粗化-底漆喷涂-预热-面漆喷涂-烧结-检测-包装;
30.粗加工:将不锈钢棒材加工成形;
31.精加工:将成形后的棒材加工至符合规定的尺寸的螺杆转子;
32.表面预处理:将螺杆转子放置在有机溶剂内浸泡30分钟,去除待涂物品表面的油脂类杂质,用清水冲洗螺杆转子表面的有机溶剂;
33.表面粗化:采用喷砂处理的方式清除螺杆转子表面的残余污物,使螺杆转子表面粗糙化;
34.底漆喷涂:对表面粗化后的螺杆转子进行底漆喷涂;底漆厚度为0.1mm;
35.预热:将螺杆转子放置在电炉内预热,预热温度为80
°
;
36.面漆喷涂:将ptfe涂料喷涂在预热后的螺杆转子上,面漆喷涂次数为4次,涂层厚度为0.8-1mm;
37.烧结:将喷涂后的螺杆转子放入高频炉内加热烧结,加热温度为340
°
;
38.检测:对螺杆转子的涂层厚度进行检测;
39.包装:对检测合格的螺杆转子进行包装入库。
技术特征:
1.一种耐腐蚀螺杆转子的制备方法,所述的一种耐腐蚀螺杆转子,是由:螺杆(1)、连接座(2)、耐腐蚀层(3)构成;其特征在于:螺杆(1)前端设置连接座(2),螺杆(1)与连接座(2)一体成形构成螺杆转子,所述的螺杆转子外周设置耐腐蚀层(3)。2.根据权利要求1所述的一种耐腐蚀螺杆转子的制备方法,其特征在于:所述的耐腐蚀层(3)的厚度为0.8mm-1mm。3.根据权利要求1所述的一种耐腐蚀螺杆转子的制备方法,其特征在于:工艺流程步骤为:粗加工-精加工-表面预处理-表面粗化-底漆喷涂-预热-面漆喷涂-烧结-检测-包装;粗加工:将不锈钢棒材加工成形;精加工:将成形后的棒材加工至符合规定的尺寸的螺杆转子;表面预处理:将螺杆转子放置在有机溶剂内浸泡30分钟,去除待涂物品表面的油脂类杂质,用清水冲洗螺杆转子表面的有机溶剂;表面粗化:采用喷砂处理的方式清除螺杆转子表面的残余污物,使螺杆转子表面粗糙化;底漆喷涂:对表面粗化后的螺杆转子进行底漆喷涂;底漆厚度为0.1mm;预热:将螺杆转子放置在电炉内预热,预热温度为80
°
;面漆喷涂:将ptfe涂料喷涂在预热后的螺杆转子上,面漆喷涂次数为4次,涂层厚度为0.8-1mm;烧结:将喷涂后的螺杆转子放入高频炉内加热烧结,加热温度为340
°
;检测:对螺杆转子的涂层厚度进行检测;包装:对检测合格的螺杆转子进行包装入库。
技术总结
一种耐腐蚀螺杆转子的制备方法,螺杆前端设置连接座,螺杆与连接座一体成形构成螺杆转子,所述的螺杆转子外周设置耐腐蚀层;本发明在螺杆转子的表面喷涂PTFE层,极大的提高了螺杆转子的耐腐蚀性,延长了了螺杆转子的使用寿命,降低了企业的生产成本。降低了企业的生产成本。降低了企业的生产成本。
技术研发人员:杨丁茹 杨治国
受保护的技术使用者:洛阳博斯达泵业有限公司
技术研发日:2021.09.29
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1