一种污水处理转盘滤池用双面膜状滤框滤布及其制造方法与流程
1.本发明涉及污水处理设备领域,特别涉及一种污水处理转盘滤池用双面膜状滤框滤布及其制造方法。
背景技术:
2.该设备用于污水处理尾水过滤,用于降低尾水中的悬浮物和杂质(悬浮物或杂质等)以达标排放。以符合国家对污水排放一级a或地四类水的标准。进口设备配件非常昂贵,且采购周期非常长,对于易损耗的膜片过滤装置来说,长期的使用,不断的正常损耗、膜的破损,是污水处理企业非常大的成本支出。
3.故对于此,原有的污水滤板结构为固定的结构设计,拆卸和维护较为不便,并且,现有的双面膜状滤框滤布制备方法没有标准化,导致质量一致性差,从而影响后续的过滤效果,为此,我们提出一种污水处理转盘滤池用双面膜状滤框滤布。
技术实现要素:
4.本发明的主要目的在于提供一种污水处理转盘滤池用双面膜状滤框滤布及其制造方法,可以有效解决背景技术中的问题。
5.为实现上述目的,本发明采取的技术方案为:
6.一种污水处理转盘滤池用双面膜状滤框滤布,包括:测试框,所述测试框采用混凝土的浇注中空方槽结构,所述测试框内部设置有净化通道,上下两侧的结构对称分布,所述测试框上侧边等距离设置有挡块,通过挡块来将净化通道分隔成若干过滤单元,每组过滤单元上方转动安装有盖板,
7.所述过滤单元内部设置有安装槽,所述安装槽内部卡接安装有双面膜状滤框滤布。
8.优选的,所述测试框上方右侧设置有进水管,所述进水管将需要净化的污水通过进水管导入到测试框内部,所述测试框上方左侧设置有进水泵。
9.优选的,所述测试框左侧设置有侧连接管。
10.优选的,所述挡块左右两侧对称设置有气弹簧,所述气弹簧上端转动安装有盖板,所述盖板外侧设置有把套。
11.优选的,所述测试框内部转动安装有中心鼓,所述中心鼓中部穿过有进水管,通过进水管来对内部进行水流供应,所述中心鼓中部等角度设置有若干组固定卡槽,所述固定卡槽内卡接安装有转动杆,所述转动杆为圆管结构,每组转动杆插接有双面膜状滤框滤布,所述转动杆上端设置有卡块,通过卡块来对双面膜状滤框滤布进行末端限位。
12.优选的,所述双面膜状滤框滤布右侧设置有第一卡结块,所述第一卡结块为上方向外的凸起块,另外的一组双面膜状滤框滤布,双面膜状滤框滤布右侧设置有第二卡结块,所述第二卡结块为左侧下方设置有凸起块,通过两侧的凸起块配合转动杆进行限位安装,保证定位安装的稳定性和安装效率。
13.一种污水处理转盘滤池用双面膜状滤框滤布的制造方法,
14.第一步:两个半份的双面膜状滤框滤布合成一个整框,利用304不锈钢m6的螺丝对穿锁紧,处理滤框两个表面及两个压条的表面,要求滤框及压条与胶接触两个表面要干净无尘、无油备用;
15.第二步:在定制的绷床上,用涤纶、尼龙、化学单丝任一材料编织而成的网膜四边固定张紧,张紧的力用专业的张力计进行测量,保证其张力在9-12n/cm之间;
16.第三步,用定制的稀释融液进行网膜表面处理,在张力一定的情况下,让网膜充分的与水液接触,防止在正常污水过滤中网孔再次变形导致网膜表面松驰,待网膜干透后备用;
17.第四步,在备用的滤框其中一个表面上,用按要求配制的聚胺酯a、b调和胶,进行均匀刷胶,充分利用胶水在初步凝固之前的时间段完成刷胶;
18.第五步:胶水的完成凝固最少要24小时,待3小时后胶水初步凝固后,取下带膜滤框,用美工刀修掉框四周多余的网膜,此时得到了成品滤框的一面,另一面滤框的粘膜工作与之前一样,双面粘膜完成,得到全新的成品双面膜滤框滤布。
19.优选的,第二步中,所述网膜是200-600目,根据出水悬浮物和杂质要求是每升侧连接管密封圈10毫克以下还是每升5毫克以下来选择膜网孔的大小。
20.优选的,第四步中,固定滤框于网膜的下方,用专用工具推动滤框与网膜充分接触,确保胶水充分渗透过网膜,再用备好的压条压于网膜上方,与滤框丝孔对准,上自攻丝固定压条,让网膜置于滤框与压条之间。
21.与现有技术相比,本发明具有如下有益效果:
22.1、通过把套来将盖板沿着测试框上侧边进行转动,便于后续设备的安装和拆卸,使用完成后可以快速进行关闭,避免杂质进入到净化通道中影响过滤的效率和质量,提升使用的便捷性,通过多组双面膜状滤框滤布来对经过的水流进行多级过滤净化处理。
23.2、通过进水泵提供水压,为污水在测试框内的流通提供动力,所述测试框左侧设置有侧连接管,通过侧连接管来将上下两组的净化通道进行连通,将经过上方净化通道过滤的水流导入到下方的净化通道中,可以进行双重的符合净化过滤,集成化程度更好,提升效率。
24.3、新滤框的生产与返新的区别是框需按精准尺寸开模注塑得来,包括滤膜上方的压条,用玻璃钢、尼龙、abs塑料等注塑成型,然后覆膜完成,而返新延用原厂旧滤框经过处理,再覆膜完成,一种全新的可替代的膜状滤框,也可以利用原装滤框,对已损坏的滤膜进行返新,无论是新框的更换还是旧框的返新,都大幅降低了企业的使用成本,大大缩短了采购周期。
附图说明
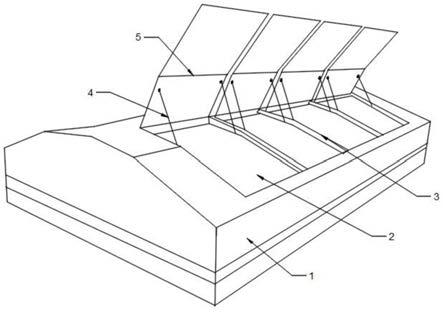
25.图1为本发明一种污水处理转盘滤池用双面膜状滤框滤布的整体结构图;
26.图2为本发明一种污水处理转盘滤池用双面膜状滤框滤布的俯视结构图;
27.图3为本发明一种污水处理转盘滤池用双面膜状滤框滤布的侧视结构图;
28.图4为本发明一种污水处理转盘滤池用双面膜状滤框滤布中双面膜状滤框滤布的卡接结构图。
29.图中:1、测试框;2、净化通道;3、挡块;4、气弹簧;5、盖板;6、安装槽;7、双面膜状滤框滤布;71、第一卡结块;72、第二卡结块;8、把套;9、进水泵;10、侧连接管;11、进水管;12、中心鼓;13、固定卡槽;14、转动杆;15、卡块。
具体实施方式
30.以下结合附图对本发明作进一步详细说明。
31.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
32.实施例1
33.参照图1和图2所示,一种污水处理转盘滤池用双面膜状滤框滤布,包括:测试框1,所述测试框1采用混凝土的浇注中空方槽结构,所述测试框1内部设置有净化通道2,上下两侧的结构对称分布,后续的介绍以下方为例进行介绍,所述测试框1上侧边等距离设置有挡块3,通过挡块3来将净化通道2分隔成若干过滤单元,每组过滤单元上方转动安装有盖板5,所述挡块3左右两侧对称设置有气弹簧4,所述气弹簧4上端转动安装有盖板5,所述盖板5外侧设置有把套8,通过把套8来将盖板5沿着测试框1上侧边进行转动,便于后续设备的安装和拆卸,使用完成后可以快速进行关闭,避免杂质进入到净化通道2中影响过滤的效率和质量,提升使用的便捷性,
34.所述过滤单元内部设置有安装槽6,所述安装槽6内部卡接安装有双面膜状滤框滤布7,通过多组双面膜状滤框滤布7来对经过的水流进行多级过滤净化处理,
35.所述测试框1上方右侧设置有进水管11,所述进水管11将需要净化的污水通过进水管11导入到测试框1内部,所述测试框1上方左侧设置有进水泵9,通过进水泵9提供水压,为污水在测试框1内的流通提供动力,所述测试框1左侧设置有侧连接管10,通过侧连接管10来将上下两组的净化通道2进行连通,将经过上方净化通道2过滤的水流导入到下方的净化通道2中,可以进行双重的符合净化过滤,集成化程度更好,提升效率,
36.如图3所示,所述测试框1内部转动安装有中心鼓12,所述中心鼓12中部穿过有进水管11,通过进水管11来对内部进行水流供应,所述中心鼓12中部等角度设置有若干组固定卡槽13,所述固定卡槽13内卡接安装有转动杆14,所述转动杆14为圆管结构,每组转动杆14插接有双面膜状滤框滤布7,所述转动杆14上端设置有卡块15,通过卡块15来对双面膜状滤框滤布7进行末端限位,
37.如图4所示,所述双面膜状滤框滤布7右侧设置有第一卡结块71,所述第一卡结块71为上方向外的凸起块,另外的一组双面膜状滤框滤布7,双面膜状滤框滤布7右侧设置有第二卡结块72,所述第二卡结块72为左侧下方设置有凸起块,通过两侧的凸起块配合转动杆14进行限位安装,保证定位安装的稳定性和安装效率。
38.一种污水处理转盘滤池用双面膜状滤框滤布的制造方法:
39.第一步:从客户手中拿回膜破损的双面膜滤框,清理掉所有破网膜,对滤框进行酸洗清洁,晾干;
40.第二步:处理滤框两边的压条,用外力切割或加热处理让旧胶融化,取下完整的两个压条,清洁滤框、压条与胶水接触的表面备用;
41.第三步:在定制的绷床上,用涤纶、尼龙、化学单丝编织而成的网膜四边固定张紧,张紧的力用专业的张力计进行测量,保证其张力在9-12n/cm之间,所述网膜是200-600目,根据出水悬浮物和杂质要求是每升侧连接管密封圈10毫克以下还是每升5毫克以下来选择膜网孔的大小;
42.第四步:用定制的稀释融液进行网膜表面处理,在张力一定的情况下,让网膜充分的与水液接触,防止在正常污水过滤中网孔再次变形导致网膜表面松驰,待网膜干透后备用;
43.第五步:在备用的滤框其中一个表面上,用按要求配制的聚胺酯a、b调和胶,或一定比例的环氧树脂a、b胶,进行均匀刷胶,充分利用胶水在初步凝固之前的时间段完成刷胶,固定滤框于网膜的下方,用专用工具推动滤框与网膜充分接触,确保胶水充分渗透过网膜,再用备好的压条压于网膜上方,与滤框丝孔对准,上自攻丝固定压条,让网膜置于滤框与压条之间,确保压条平整与渗过网膜的胶水充分粘连,此时完成粘膜工作待胶干;
44.第六步:胶水的完成凝固最少要24小时,待3小时后胶水初步凝固后,取下带膜滤框,用美工刀修掉框四周多余的网膜,此时得到了成品滤框的一面,另一面滤框的粘膜工作与之前一样,双面粘膜完成,得到全新的成品双面膜滤框滤布。
45.实施例2
46.参照图1和图2所示,一种污水处理转盘滤池用双面膜状滤框滤布,包括:测试框1,所述测试框1采用混凝土的浇注中空方槽结构,所述测试框1内部设置有净化通道2,上下两侧的结构对称分布,后续的介绍以下方为例进行介绍,所述测试框1上侧边等距离设置有挡块3,通过挡块3来将净化通道2分隔成若干过滤单元,每组过滤单元上方转动安装有盖板5,所述挡块3左右两侧对称设置有气弹簧4,所述气弹簧4上端转动安装有盖板5,所述盖板5外侧设置有把套8,通过把套8来将盖板5沿着测试框1上侧边进行转动,便于后续设备的安装和拆卸,使用完成后可以快速进行关闭,避免杂质进入到净化通道2中影响过滤的效率和质量,提升使用的便捷性,
47.所述过滤单元内部设置有安装槽6,所述安装槽6内部卡接安装有双面膜状滤框滤布7,通过多组双面膜状滤框滤布7来对经过的水流进行多级过滤净化处理,
48.所述测试框1上方右侧设置有进水管11,所述进水管11将需要净化的污水通过进水管11导入到测试框1内部,所述测试框1上方左侧设置有进水泵9,通过进水泵9提供水压,为污水在测试框1内的流通提供动力,所述测试框1左侧设置有侧连接管10,通过侧连接管10来将上下两组的净化通道2进行连通,将经过上方净化通道2过滤的水流导入到下方的净化通道2中,可以进行双重的符合净化过滤,集成化程度更好,提升效率。
49.一种污水处理转盘滤池用双面膜状滤框滤布的制造方法:
50.第一步:两个半份的双面膜状滤框滤布7合成一个整框,利用304不锈钢m6的螺丝对穿锁紧,处理滤框两个表面及两个压条的表面,要求滤框及压条与胶接触两个表面要干净无尘、无油备用;
51.第二步:在定制的绷床上,用涤纶、尼龙、化学单丝编织而成的网膜四边固定张紧,张紧的力用专业的张力计进行测量,保证其张力在9-12n/cm之间,所述网膜是200-600目,根据出水悬浮物和杂质要求是每升侧连接管密封圈10毫克以下还是每升5毫克以下来选择膜网孔的大小;
52.第三步,用定制的稀释融液进行网膜表面处理,在张力一定的情况下,让网膜充分的与水液接触,防止在正常污水过滤中网孔再次变形导致网膜表面松驰,待网膜干透后备用;
53.第四步,在备用的滤框其中一个表面上,用按要求配制的聚胺酯a、b调和胶,或一定比例的环氧树脂a、b胶,进行均匀刷胶,充分利用胶水在初步凝固之前的时间段完成刷胶,固定滤框于网膜的下方,用专用工具推动滤框与网膜充分接触,确保胶水充分渗透过网膜,再用备好的压条压于网膜上方,与滤框丝孔对准,上自攻丝固定压条,让网膜置于滤框与压条之间,确保压条平整与渗过网膜的胶水充分粘连,此时完成粘膜工作待胶干;
54.第五步:胶水的完成凝固最少要24小时,待3小时后胶水初步凝固后,取下带膜滤框,用美工刀修掉框四周多余的网膜,此时得到了成品滤框的一面,另一面滤框的粘膜工作与之前一样,双面粘膜完成,得到全新的成品双面膜滤框滤布。
55.本发明的工作原理是:新滤框的生产与返新的区别是框需按精准尺寸开模注塑得来,包括滤膜上方的压条,用玻璃钢、尼龙、abs塑料等注塑成型,然后覆膜完成,而返新延用原厂旧滤框经过处理,再覆膜完成
56.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1