搅拌机叶片的制作方法
1.本技术涉及搅拌机配件技术领域,尤其是涉及一种搅拌机叶片。
背景技术:
2.目前,电厂灰渣、矿山精粉、渣浆、化工原料粉粒搅拌工况中常用到搅拌机,但现有的搅拌机的叶片采用了传统的铸钢技术即单金属砂型铸造工艺,生产出低合金钢叶片,而后经过热处理得到最终的叶片产品,但应用热处理工艺虽然能够提高产品硬度,但叶片产品的脆性增加,即易发生断裂,未能实现叶片产品韧性和硬度的平衡,进而无法达到增加产品抗磨粒磨损的性能,降低磨耗速率的目的。
技术实现要素:
3.本技术的目的在于提供一种搅拌机叶片,在一定程度上解决了现有技术中存在的未能实现叶片产品韧性和硬度的平衡,进而无法达到增加产品抗磨粒磨损的性能,降低磨耗速率的目的的技术问题。
4.本技术提供了一种搅拌机叶片,包括:韧性基体、耐磨部以及耐磨层;其中,所述韧性基体形成有多个成型孔,所述成型孔内设置有所述耐磨部;
5.所述耐磨层覆盖于所述韧性基体以及所述耐磨部的表面。
6.在上述技术方案中,进一步地,所述耐磨部以及所述耐磨层与所述韧性基体采用消失模负压铸造工艺一体式形成。
7.在上述任一技术方案中,进一步地,所述耐磨部以及所述耐磨层与所述韧性基体之间的熔铸结合层的厚度均等于30um-100um。
8.在上述任一技术方案中,进一步地,任意相邻的两个所述成型孔之间的距离为15mm-20mm;
9.所述成型孔的直径为20mm-25mm。
10.在上述任一技术方案中,进一步地,多个所述成型孔的沿着所述韧性基体的高度方向的截面积之和为所述韧性基体的沿其高度方向的截面积的25%;
11.所述韧性基体的厚度为搅拌机叶片的总厚度的25%;
12.所述韧性基体的重量为所述耐磨部以及所述耐磨层的总重量的 10%。
13.在上述任一技术方案中,进一步地,多个所述成型孔交错均匀分布。
14.在上述任一技术方案中,进一步地,所述韧性基体具有扇形板结构,且所述扇形板结构的靠近圆心的内环边和远离圆心的外环边均呈圆弧形,所述扇形板结构形成有螺栓安装孔。在上述任一技术方案中,进一步地,所述韧性基体具有扇形板结构,且所述扇形板结构的靠近圆心的内环边呈直线形,所述扇形板结构的远离圆心的外环边呈圆弧形;
15.所述扇形板结构的呈直线形的内环边连接有平板状的底座,所述底座开设有安装通孔。
16.在上述任一技术方案中,进一步地,所述韧性基体具有扇形板结构,且所述扇形板
结构的靠近圆心的内环边以及远离圆心的外环边均呈圆弧形;
17.所述扇形板结构的呈圆弧形的内环边连接有弧形板状的底座,所述底座开设有安装通孔。
18.与现有技术相比,本技术的有益效果为:
19.本技术提供的搅拌机叶片包括韧性基体、耐磨部以及耐磨层,其耐磨部和耐磨层具有一定的硬度即具有较好的耐磨性,而韧性基体又具有一定的韧性,应用它的韧性弥补耐磨部和耐磨层的脆性,做到优势互补,即使得本搅拌机叶片的整体冲击韧度较高,解决应用中断裂的难题,而且又具备良好的抗磨粒磨损的性能。
附图说明
20.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1为本技术实施例一提供的搅拌机叶片的结构示意图;
22.图2为本技术实施例一提供的搅拌机叶片的又一结构示意图;
23.图3为本技术实施例二提供的搅拌机叶片的结构示意图;
24.图4为本技术实施例二提供的搅拌机叶片的又一结构示意图;
25.图5为本技术实施例三提供的搅拌机叶片的结构示意图;
26.图6为本技术实施例三提供的搅拌机叶片的又一结构示意图;
27.图7为本技术实施例三提供的搅拌机叶片的另一结构示意图;
28.图8为本技术实施例四提供的搅拌机叶片的制备方法的流程示意图。
29.附图标记:
30.1-韧性基体,11-成型孔,2-耐磨部,3-耐磨层,4-螺栓安装孔, 5-底座,51-安装通孔。
具体实施方式
31.下面将结合附图对本技术的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。
32.通常在此处附图中描述和显示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。
33.基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
34.在本技术的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
35.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
36.下面参照图1至图8描述根据本技术一些实施例所述的搅拌机叶片及搅拌机叶片的制备方法。
37.实施例一
38.参见图1和图2所示,本技术的实施例提供了一种搅拌机叶片,包括:韧性基体1、耐磨部2以及耐磨层3;
39.其中,韧性基体1形成有多个成型孔11,成型孔11内设置有耐磨部2,具体地,在本实施例中韧性基体1为一种孔板,当然,不仅限于此,其可根据实际需要设置;
40.耐磨层3覆盖于韧性基体1以及耐磨部2的表面。
41.由以上描述的结构可知,耐磨部2和耐磨层3具有一定的硬度即具有较好的耐磨性,而韧性基体1又具有一定的韧性,应用它的韧性弥补耐磨部2和耐磨层3的脆性,做到优势互补,即使得本搅拌机叶片的整体冲击韧度较高,解决应用中断裂的难题,而且又具备良好的抗磨粒磨损的性能。
42.其中,优选地,韧性基体1具有扇形板结构,且扇形板结构的靠近圆心的内环边和远离圆心的外环边均呈圆弧形,扇形板结构形成有螺栓安装孔4,即直接通过螺栓安装孔4将搅拌机叶片安装至搅拌机旋转主轴上相应的安装位置处,此结构较简单,方便加工制造。
43.其中,优选地,有一部分成型孔11对称分布于扇形板结构的中线的两侧,并且中线的每一侧的多个成型孔11的连线呈沿着中线的长度方向延伸的曲线;另一部分成型孔11恰好位于扇形板结构的中线,且沿着中线的延伸方向间隔设置,总体来说,上述的多个成型孔 11交错均匀分布,进而使得耐磨部2分布更加均匀,使得韧性基体1 各处均具有较好的耐磨性。
44.在该实施例中,优选地,如图1所示,韧性基体1由低合金结构钢所形成的孔板,且韧性基体1包括如下质量百分比的组分:c《0.2%, mn《0.5cr,mo《0.25%,ni《0.25%,具体地,上述提及的低合金结构钢为16mn钢,采用此种材质的原因在于:叶片熔铸成型后需要进行淬火,16mn钢的韧性基体1保证不会淬硬,16mn钢最具备这个条件,而且取材又方便,成本也相对较低,而且具有较好的韧性;
45.耐磨层3以及耐磨部2均由高铬铸铁形成,具有较好的抗磨性能,抗腐蚀性能,但同时也存在冲击韧度较低之不足,因而才需要韧性基体1对上述不足的弥补,其中,高铬铸铁包括如下质量百分比的组分: c=3%-4.3%,si=0.8%-1.2%,mn=0.5%-0.9%,cr=20%-28%, mo=0.3%-0.7%,ni=0.3%-0.4%,cu=0.3%-0.4%,v=0.15%-0.2%,p <0.06%,s<0.06%,re=0.02%-1%,ti=0.25%。
46.进一步,优选地,上述材质的耐磨部2以及耐磨层3与韧性基体 1采用消失模负压铸造工艺一体式形成,也即将抗磨高铬铸铁与 16mn熔铸,从而使的达到双金属熔铸的效果,使得本搅拌机叶片具有以上两种不用材质的性能,用16mn钢的塑性来弥补高铬铸铁的脆性,使产品整体冲击韧度提升至大于等于20j
·
cm2,达到使用中既不断裂又充分发挥高
铬铸铁抗磨防腐的优良性能,而且注意,之所以在韧性基体1形成有多个成型孔11,除了保证韧性基体1的内部均匀分布高铬铸铁,在保证强度和硬度的同时,还能够使16mn的韧性基体1和高铬铸铁的耐磨部2以及耐磨层3有尽量大的表面积熔合,使两种金属更好地合二为一,又不改变两种材质的特性。
47.注意,上述的高铬铸铁的化学组成是一个范围,具体多少要根据矿石的粒度大小调整产品的冲击韧性,根据矿石的硬度调整产品的相对硬度。以下以实际生产中经常遇到的工况为例加以说明:煤粉灰粒度《80目(含62%的si02和12%的al2o3),湿度:不成泥不扬尘,ph值5至8,在此种工况下,优选地:
48.高铬铸铁的化学组成如下:c=4%,si=1.0%,mn=0.6%,cr=23%, mo=0.4%,ni=0.35%,cu=0.4%,v=0.15%,p《0.06%,s《0.06%, re=0.03%,ti=0.25%。
49.在保证抗磨、抗腐蚀的前提下,钼、钒、钛、铜等贵重元素取小值,成本较低,而碳含量取大值,保证其硬度足够,且不会增加成本。
50.在该实施例中,优选地,任意相邻的两个成型孔11之间的距离为15mm-20mm。
51.之所以对成型孔11的间距进行限定,其原因在于:任意相邻的两个成型孔11之间的距离太小,热容量变小,与高温铁水接触时升温快,熔铸层变厚,低碳钢变为高碳钢,热处理淬火时会变硬而脆,即韧性降低;任意相邻的两个成型孔11之间的距离大了,会出现熔铸不充分,严重影响产品的机械强度。
52.在该实施例中,优选地,成型孔11的直径为20mm-25mm。
53.在该实施例中,优选地,虽然每件叶片的大小不同,韧性基体1 也要随之而变化,每个韧性基体1的成型孔11的数量也随之变化,但需要保证每个韧性基体1的全部成型孔11的截面积之和为整个叶片载面积的四分之一,也即多个成型孔11的沿着韧性基体1的高度方向的截面积之和为韧性基体1的沿其高度方向的截面积的25%,这样才能保证16mn钢的韧性基体1与高铬铸铁的耐磨部2和耐磨层3 具有尽量大的表面积熔合,但又不改变两种材质的特性。
54.进一步,优选地,韧性基体1的厚度为搅拌机叶片的总厚度的 25%,可见,韧性基体1的厚度由搅拌机叶片成品的厚度决定,韧性基体1太薄,浇注时容易过渡熔合,给韧性基体1渗碳,导致热处理淬火后失去塑性变脆,韧性基体1太厚,浇注时韧性基体1与高温高铬铸铁熔合不充分。可见,上述数值限定保证韧性基体1和耐磨层3 各自均处于一个合适的厚度,进而实现产品韧性和硬度的平衡。
55.基于上述两种限定的基础上,韧性基体1的重量为耐磨部2以及耐磨层3的总重量的10%。
56.进一步,优选地,如图1至图3所示,耐磨部2以及耐磨层3 与韧性基体1之间的熔铸结合层的厚度均控制在30um-100um,保证结合强度。
57.实施例二
58.参见图3和图4所示,本实施例中的搅拌机叶片是在实施例一基础上的改进,实施例一中公开的技术内容不重复描述,实施例一公开的内容也属于本实施例公开的内容。
59.本实施例公开的技术方案与实施例一公开的技术方案的不同点在于以下:
60.韧性基体1具有扇形板结构,且扇形板结构的靠近圆心的内环边呈直线形,扇形板
结构的远离圆心的外环边呈圆弧形;
61.扇形板结构的呈直线形的内环边连接有沿着韧性基体1的高度方向的截面呈直线形的平板状的底座5,底座5开设有安装通孔51,具体地,底座5安装在搅拌机旋转主轴上的相对应的位置处也即搅拌机旋转主轴上的安装座处,从而实现搅拌机叶片与搅拌机旋转主轴的连接。
62.并且注意取消了韧性基体1自身所开设的螺栓安装孔4。之所以采用上述不同于实施例一种所述的搅拌机叶片,主要是为了适应不同厂家的搅拌机。
63.其中,可选地,底座5沿着垂直于搅拌叶片的高度方向的截面呈方形,形状规则,方便加工制造。
64.实施例三
65.参见图5至图7所示,本实施例中的搅拌机叶片是在实施例一基础上的改进,实施例一中公开的技术内容不重复描述,实施例一公开的内容也属于本实施例公开的内容。
66.本实施例公开的技术方案与实施例一公开的技术方案的不同点在于以下:
67.韧性基体1具有扇形板结构,且扇形板结构的靠近圆心的内环边以及远离圆心的外环边均呈圆弧形;
68.扇形板结构的呈圆弧形的内环边连接有沿着韧性基体1的高度方向的截面呈弧形的底座5,底座5开设有安装通孔51,具体地,底座5安装在搅拌机旋转主轴上的相对应的位置处也即搅拌机旋转主轴上的安装座处,从而实现搅拌机叶片与搅拌机旋转主轴的连接。
69.并且注意取消了韧性基体1自身所开设的螺栓安装孔4。之所以采用上述不同于实施例一种所述的搅拌机叶片,主要是为了适应不同厂家的搅拌机。
70.其中,可选地,底座5沿着垂直于搅拌叶片的高度方向的截面呈多边形,具体其为六边形,并且其为中心对称图形,并且通过改变θ,从而满足叶片与搅拌机旋转主轴之间的夹角。
71.实施例四
72.本技术的实施例还提供一种搅拌机叶片的制备方法,用于成型上述任一实施例所述的搅拌机叶片,因而,具有该搅拌机叶片的全部有益技术效果,在此,不再赘述。
73.在该实施例中,优选地,如图8所示,搅拌机叶片的制备方法包括如下步骤:
74.对16mn钢的韧性基体1进行喷砂处理,此处注意,16mn钢的韧性基体1也即孔板可利用加工机床提前加工完成,而且此步骤中需要控制好成型孔11的截面积之和以及韧性基体1的厚度;
75.采用消失模负压浇注工艺在韧性基体1的成型孔11内以及表面分别形成高铬铸铁的耐磨部2以及耐磨层3,从而得到中间产品,并且此中间产品的金相组织为甲+乙+丙+巳(其中,浇注温度1360℃
ꢀ‑
1400℃,保证融合效果;抗磨的高铬铸铁的化学组成:c=3%-4.3%, si=0.8%-1.2%,mn=0.5%-0.9%,cr=20%-28%,mo=0.3%-0.7%, ni=0.3%-0.4%,cu=0.3%-0.4%,v=0.15%-0.2%,p<0.06%,s<0.06%, re=0.02%-1%,ti=0.25%);
76.对中间产品依次进行淬火以及回火处理,最终获得的搅拌机叶片产品的金相组织为甲+乙+丁+巳(其中,淬火的加热温度为1020℃,且采用风冷冷却,获得理想的金相组织;回火的加热温度为500℃,消除产品内应力,同时使得金相组织丙转变为金相组织丁,进一
步提升产品的抗磨防腐性能)。
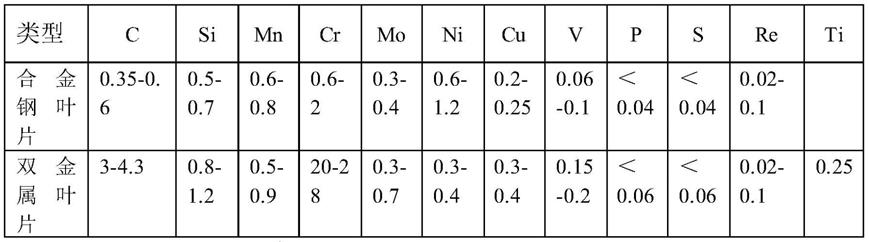
77.为了更清楚地了解本工艺所得到的搅拌机叶片的优越的性能,现将利用上述生产工艺所获得的搅拌机叶片与现有技术中利用单金属砂型铸造工艺所生产的普通的搅拌机叶片的性能做对比如下,具体参见表一、表二以及表三所示:
78.表一两种产品化学成分比较
[0079][0080]
注:百分比均按重量计
[0081]
表二两种产品金相组织比较
[0082][0083]
表三金相代号表
[0084][0085]
经过以上对比以及相应的硬度试验可知,经过淬火以及回火处理后,本技术所获得的搅拌机叶片的金相组织为:甲+乙+巳+丁,hrc ≥58,使磨耗速率降至0.01-0.02g/12hcm2。
[0086]
金相组织甲占总体积的20%,维氏硬度hv1200-hv1800,相当于hrc75以上。
[0087]
金相组织乙占总体积的8%,维氏硬度hv900-hv1500,相当于 hrc70以上,甲、乙两种金相组织占总体积>28%,使产品洛氏硬度hrc≥58,进而使得产品具备良好的抗磨粒磨损性能。
[0088]
基于上述可知,本方法制备的搅拌叶片保证了产品在不断裂的前提下,具备了优良的抗磨粒磨损性能,按磨耗速率计算本搅拌机叶片的使用寿命达到合金钢叶片的四倍。
[0089]
注意,本制备方法不仅限于针对16mn孔板与高铬铸铁双金属的熔铸,还可对其他材质的金属进行熔铸,通过改变熔铸金属的化学组成与金相组织,生产耐不同化学介质腐蚀以及具有不同抗磨性能的产品。
[0090]
最后应说明的是:以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解:其依
然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1