一种航空发动机高空活门膜盒的制作方法
1.本实用新型属于航空发动机高空活门领域,本实用新型满足了高空活门膜盒的行程值要求,改进了焊接方式,提高了产品可靠性。
背景技术:
2.航空发动机高空活门膜盒,通过波纹管感受外界压力和温度变化,产生相应位移输出,达到调节密封面开口的功能。其与其他高空活门组件一起保证发动机在飞行高度≥11km时,保证润滑系统各内腔压力,不因飞行高度的升高环境大气压力的降低而使轴承腔压力降低。
3.原有膜盒,存在内径小,通风阻力大,焊接方式采用短脉冲滚焊,焊接可靠性差,产品使用寿命短等缺点。
技术实现要素:
4.本实用新型的目的是:提供一种高空活门膜盒,既降低通风阻力又能提高焊接可靠性,满足长寿命使用的优点。
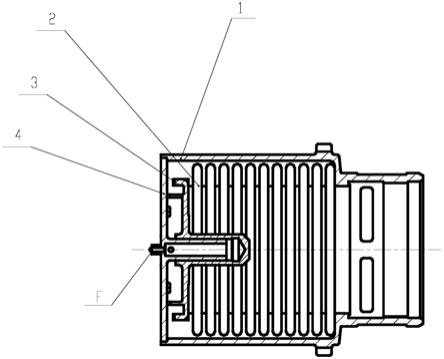
5.本实用新型的技术方案是:提供一种航空发动机高空活门膜盒,所述膜盒包括壳体1、波纹管2、膜盒盖3和壳体盖4;波纹管2位于壳体1内,且波纹管2的一端与壳体1焊接,另一端与膜盒盖3的一侧焊接;膜盒盖3的另一侧与壳体盖4接触;壳体盖4与壳体1密封焊接;
6.膜盒盖3与壳体盖4接触的一侧设置有台阶30,用于避免膜盒盖3与波纹管2的焊接部分与壳体盖4接触。
7.可选地,壳体1远离壳体盖4的一端设置有外螺纹,便于膜盒与其他部件相连。
8.可选地,膜盒内封装有氮气、氩气、氦气、空气中的一种或多种。
9.可选地,壳体盖4上设置有中心孔f,用于向膜盒内通入气体。
10.可选地,波纹管2与壳体1采用真空电子束或等离子焊接。
11.可选地,波纹管2与膜盒盖3采用真空电子束或等离子焊接。
12.本实用新型的优点是:满足高空活门膜盒的行程值要求,增大了内径,改善了通风阻力,更改了焊接方式,提高了产品可靠性。
附图说明
13.图1是膜盒结构示意图;
14.图2是膜盒盖3的结构示意图。
具体实施方式
15.下面对本实用新型做进一步详细说明,参见图1。
16.本实施例,提供一种航空发动机高空活门膜盒,所述膜盒包括壳体1、波纹管2、膜盒盖3和壳体盖4;波纹管2位于壳体1内,且波纹管2的一端与壳体1焊接,另一端与膜盒盖3
的一侧焊接;膜盒盖3的另一侧与壳体盖4接触;壳体盖4与壳体1密封焊接。
17.如图2所示,膜盒盖3与壳体盖4接触的一侧设置有台阶30,用于避免膜盒盖3与波纹管2的焊接部分与壳体盖4接触。壳体盖4上的轴安装在膜盒盖3的内孔中。壳体盖4的外圆安装在壳体1上,并通过焊接固定密封。本实施例,采用真空氩弧焊进行焊接。壳体盖4上设置有中心孔f,用于向膜盒内通入气体;通入气体后,对壳体盖4上中心孔f在专用设备中进行真空氩弧焊形成一个整体。
18.本实施例,膜盒内封装有氮气、氩气、氦气、空气中的一种或多种。
19.进一步地,本实施例,壳体1远离壳体盖4的一端设置有外螺纹,便于膜盒与其他部件相连。本实施例的其他部件,可以为活门或其他。
20.本实施例,波纹管2与壳体1采用真空电子束或等离子焊接;波纹管2与膜盒盖3采用真空电子束或等离子焊接,保证了焊接气密性。进一步地,为保证焊接气密性,在波纹管2配合段与膜盒盖3配合段增加了焊接刃口,两者过盈配合;壳体1配合段与波纹管2配合段增加了焊接刃口,两者紧过盈配合。
21.其中波纹管2材料为不锈钢材料,具有11个u型波纹,厚度为0.16mm
±
0.01mm,刚度值为8.8n/mm~17n/mm,波纹管内径为φ41.5
±
0.9mm,外径为φ56
±
0.9mm,管口尺寸为一端为φ41.5
±
0.9mm,另一端为φ45
±
0.9mm,分别与壳体1、膜盒盖3配合。
22.其中膜盒盖3、壳体盖4为不锈钢材料,且经过调质处理hrc27~45,膜盒盖3、壳体盖4配合面经过了渗氮处理,提高了表面硬度hr15n≥88,增加了耐磨性。
23.本实施例的工作原理是:本实用新型提供用于航空发动机高空活门膜盒,膜盒为焊接封装一定压力的真空件。当飞机高度上升,高空活门膜盒感受外界大气压力变小,膜盒部件波纹管左侧压力大于右两侧压力,波纹管带动膜盒盖一起沿轴向,从左向右运动,逐渐关闭活门;当飞机高度下降,高空活门膜盒感受外界大气压力变大,膜盒部件波纹管左侧压力小于右两侧压力,波纹管带动膜盒盖一起沿轴向,从右向左运动,逐渐打开活门。
技术特征:
1.一种航空发动机高空活门膜盒,其特征在于,所述膜盒包括壳体(1)、波纹管(2)、膜盒盖(3)和壳体盖(4);波纹管(2)位于壳体(1)内,且波纹管(2)的一端与壳体(1)焊接,另一端与膜盒盖(3)的一侧焊接;膜盒盖(3)的另一侧与壳体盖(4)接触;壳体盖(4)与壳体(1)密封焊接;膜盒盖(3)与壳体盖(4)接触的一侧设置有台阶(30),用于避免膜盒盖(3)与波纹管(2)的焊接部分与壳体盖(4)接触。2.根据权利要求1所述的膜盒,其特征在于,壳体(1)远离壳体盖(4)的一端设置有外螺纹,便于膜盒与其他部件相连。3.根据权利要求1所述的膜盒,其特征在于,壳体盖(4)上设置有中心孔f,用于向膜盒内通入气体。4.根据权利要求1所述的膜盒,其特征在于,波纹管(2)与壳体(1)采用真空电子束或等离子焊接。5.根据权利要求1所述的膜盒,其特征在于,波纹管(2)与膜盒盖(3)采用真空电子束或等离子焊接。
技术总结
本实用新型属于航空发动机高空活门领域,涉及一种膜盒,包括壳体(1)、膜盒盖(2)、波纹管(3),壳体盖(4);壳体(1)、膜盒盖(2)通过焊接的方式连接在波纹管(3)的两端;壳体盖(4)上的轴安装在膜盒盖(2)的内孔中,壳体盖(4)的外圆安装在壳体(1)上通过焊接密封固定。本实用新型满足了高空活门膜盒的行程值要求,改进了焊接方式,提高了产品可靠性。提高了产品可靠性。提高了产品可靠性。
技术研发人员:陈清 杨小雄 曾志成
受保护的技术使用者:合肥江航飞机装备股份有限公司
技术研发日:2020.12.04
技术公布日:2021/11/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1