基于非接触超声的大型高速回转装备贴合面积测量方法
1.本发明涉及基于非接触超声的大型高速回转装备贴合面积测量方法,属于测量技术领域。
背景技术:
2.航空发动机或燃气轮机等大型高速回转装备,由于技术复杂,研制难度大等特点,加上欧美技术封锁,已成为我国高端装备制造领域中的卡脖子问题。航空发动机或燃气轮机系统一般由多级转子装配而成,转子之间相互接触的表面称为结合面。这些在微观上是粗糙的接触面使系统不再具有连续性。航空发动机或燃气轮机系统的力学性质不但与转子零件本身有关,还与转子之间的连接性质有关,结合面的存在使系统性能的分析和预测变得复杂。各级转子之间的装配质量对航空发动机或燃气轮机等大型高速回转装备的性能具有非常大的影响。在装配过程中,转子连接界面若存在贴合面积的不均匀性,将使航空发动机或燃气轮机在高速状态下产生的变形量存在不均匀性,转子的不平衡量就存在较大的变化,最终导致发动机在工作时产生振动。涡扇航空发动机90%以上的故障源于振动,这就是我国航空发动机工作几百小时就要大修的根源之一。所以,迫切要求精密测量发动机转子的贴合面积,只有测量精密,才能装配的精准。
3.目前贴合面积的测量主要是通过在转子接触界面设置压敏薄膜或者涂抹红丹粉,通过观察装配后压敏薄膜或者红丹粉的变化来判断接触情况,进而推算出贴合面积,此类方法改变了界面的接触状态,不能反映真实的接触情况,影响测量结果。超声波方法可以在不改变工件的接触状态的情况下实现对结合面接触特性的无损测量,利用超声探头对结合面进行扫描可以直接得到名义接触面积,因而国内外学者对超声测量方法开展了广泛研究。传统的超声技术多采用接触式换能器,为保证有高的灵敏度和可靠性,通常还应使用各种超声耦合剂,超声波在穿越禪合剂时需要一定的渡越时间,并且会产生干扰谐波,给测量带来不稳定的因素,并且耦合剂的使用会对增加额外的工作量,导致测量效率低,更严重的是会对航空发动机或燃气轮机转子表面造成一定的腐蚀和伤害,因而在实际应用中传统的超声波法受到了一定的限制。
技术实现要素:
4.本发明提出基于非接触超声的大型高速回转装备贴合面积测量方法,其目的是为了解决大型高速回转装备贴合面积难以直接测量、传统的超声波法测量效率低且会对被测件表面造成腐蚀等问题,实现大型高速回转装备贴合面积的直接、高效率和高精度测量。
5.基于非接触超声的大型高速回转装备贴合面积测量方法,应用于基于激光超声的大型高速回转装备贴合面积测量装置,所述测量装置包括:激光器、分光镜、第一透镜、共焦fabry-perot干涉仪、数据采集卡、第二透镜、光电探测器、工控机、第一转子部件和第二转子部件,所述共焦fabry-perot干涉仪的输出端和所述光电探测器的输出端均通过所述数据采集卡与所述工控机的输入端连接,所述工控机的输出端分别与所述激光器的输入端和
fabry-perot干涉仪的输入端连接,所述激光器、分光镜和第一透镜相对所述第一转子部件由远及近依次设置在所述第一转子部件的斜上方45
°
角上,所述激光器与所述第一透镜同轴设置,所述光电探测器和所述第二透镜相对所述分光镜由远及近依次同轴设置在所述分光镜的反射光路上,所述共焦fabry-perot干涉仪设置在所述第一转子部件的上方,所述第一转子部件与所述第二转子部件通过法兰螺栓结构连接,所述测量方法包括以下步骤:
6.步骤一、调整所述激光器、分光镜和第一透镜的位置及姿态,使所述激光器发射的脉冲激光通过所述分光镜和第一透镜照射在所述第一转子部件的上表面;
7.步骤二、调整所述第二透镜和光电探测器的位置及姿态,使所述光电探测器接收到来自分光镜的脉冲激光;
8.步骤三,调整共焦fabry-perot干涉仪的位置及姿态,使共焦fabry-perot干涉仪能够接收到第一转子部件上表面的超声信号;
9.步骤四、所述工控机发送指令使激光器发射脉冲激光,脉冲激光被所述分光镜分成两束,其中一束脉冲激光经过所述第二透镜入射到光电探测器后转换为电信号传输至所述数据采集卡,作为超声信号的采集触发,另一束脉冲激光经过第一透镜后聚焦到第一转子部件的上表面并在第一转子部件内部激发出超声波,超声波在第一转子部件内部传播并到达第一转子部件与第二转子部件的结合面,一部分超声波穿过所述结合面继续传播,另一部分超声波反射回第一转子部件的上表面被共焦fabry-perot干涉仪接收并传输至数据采集卡,数据采集卡将由共焦fabry-perot干涉仪传入的超声波信号和光电探测器传入的电信号转换为数字信号,将所述数字信号传输至工控机进行保存和数据处理;
10.步骤五、在数据信号中提取超声波信号v
i
的振幅a
i
,利用振幅a
i
与贴合面积s
i
之间的对应关系,获得当前检测位置上第一转子部件与第二转子部件的贴合面积。
11.进一步的,在步骤五中,所述振幅a
i
与贴合面积s
i
之间的对应关系通过标定得出,即:
12.s
i
=ca
i
ꢀꢀ
(1)
13.其中,c为实验标定得出的超声信号振幅a
i
与贴合面积s
i
之间的关系系数。
14.本发明具有以下有益效果:
15.(1)采用激光器和共焦fabry-perot干涉仪分别实现超声法的激励和接收,实现贴合面积的非接触式无损测量,能够避免使用传统超声波方法中所必需的液体耦合剂,因此消除了耦合剂对被测件表面的腐蚀和污染,同时激光超声的激发和接收均在瞬间完成,能够实现快速、实时测量,具有较强的抗干扰能力;
16.(2)激光束可被聚焦成非常小的点,因此能够提高大型高速回转装备贴合面积测量的空间分辨率。
附图说明
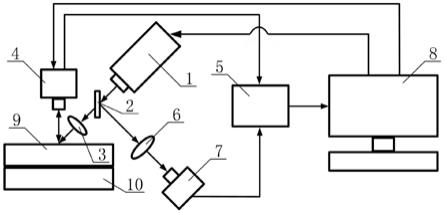
17.图1为基于激光超声的大型高速回转装备贴合面积测量装置的结构示意图。
18.其中,1为激光器、2为分光镜、3为第一透镜、4为共焦fabry-perot干涉仪、5为数据采集卡、6为第二透镜、7为光电探测器、8为工控机、9为第一转子部件、10为第二转子部件。
具体实施方式
19.下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.参照图1所示,基于非接触超声的大型高速回转装备贴合面积测量方法,应用于基于激光超声的大型高速回转装备贴合面积测量装置,测量装置包括:激光器1、分光镜2、第一透镜3、共焦fabry-perot干涉仪4、数据采集卡5、第二透镜6、光电探测器7、工控机8、第一转子部件9和第二转子部件10,共焦fabry-perot干涉仪4的输出端和光电探测器7的输出端均通过数据采集卡5与工控机8的输入端连接,工控机8的输出端分别与激光器1的输入端和fabry-perot干涉仪4的输入端连接,激光器1、分光镜2和第一透镜3相对第一转子部件9由远及近依次设置在第一转子部件9的斜上方45
°
角上,激光器1与第一透镜3同轴设置,光电探测器7和第二透镜6相对分光镜2由远及近依次同轴设置在分光镜2的反射光路上,共焦fabry-perot干涉仪4设置在第一转子部件9的上方,第一转子部件9与第二转子部件10通过法兰螺栓结构连接,测量方法包括以下步骤:
21.步骤一、调整激光器1、分光镜2和第一透镜3的位置及姿态,使激光器1发射的脉冲激光通过分光镜2和第一透镜3照射在第一转子部件9的上表面;
22.步骤二、调整第二透镜6和光电探测器7的位置及姿态,使光电探测器7接收到来自分光镜2的脉冲激光;
23.步骤三,调整共焦fabry-perot干涉仪4的位置及姿态,使共焦fabry-perot干涉仪4能够接收到第一转子部件9上表面的超声信号;
24.步骤四、工控机8发送指令使激光器1发射脉冲激光,脉冲激光被分光镜2分成两束,其中一束脉冲激光经过第二透镜6入射到光电探测器7后转换为电信号传输至数据采集卡5,作为超声信号的采集触发,另一束脉冲激光经过第一透镜3后聚焦到第一转子部件9的上表面并在第一转子部件9内部激发出超声波,超声波在第一转子部件9内部传播并到达第一转子部件9与第二转子部件10的结合面,一部分超声波穿过结合面继续传播,另一部分超声波反射回第一转子部件9的上表面被共焦fabry-perot干涉仪4接收并传输至数据采集卡5,数据采集卡5将由共焦fabry-perot干涉仪4传入的超声波信号和光电探测器7传入的电信号转换为数字信号,将数字信号传输至工控机8进行保存和数据处理;
25.步骤五、在数据信号中提取超声波信号v
i
的振幅a
i
,利用振幅a
i
与贴合面积s
i
之间的对应关系,获得当前检测位置上第一转子部件9与第二转子部件10的贴合面积。
26.在本部分优选实施例中,在步骤五中,所述振幅a
i
与贴合面积s
i
之间的对应关系通过标定得出,即:
27.s
i
=ca
i
ꢀꢀ
(1)
28.其中,c为实验标定得出的超声信号振幅a
i
与贴合面积s
i
之间的关系系数。
29.具体的,工控机8控制激光器1发出激光的时间、脉冲能量以及激光发射频率。
30.本发明所述的大型高速回转装备以对象为例就是如航空发动机或燃气轮机,具体限定为被测件尺寸高度大于3m,直径大于1.5m,转速大于1.5万转每分钟的回转装备。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1